浅谈数控加工中心手工编程的简化及应用场合
2015-10-10 02:22宋春迎
橡塑技术与装备 2015年20期
宋春迎
(无锡技师学院,江苏 无锡 214000)
浅谈数控加工中心手工编程的简化及应用场合
宋春迎
(无锡技师学院,江苏 无锡 214000)
随着科学技术和工业经济的高速发展,机械制造技术发生了深刻的变化,机械制造技术经过操作机械、动力机械、电动机与自动控制三个阶段的发展,已进入智能化发展阶段。传统的普通机床已难以适应市场的多样化需求,这时数控机床逐渐取代普通机床而成为生产线的主流装备。那么一个操作工能同时操作和监控几台数控机床,则是考验一个人的操作实力的重要标志。要想提高操作技能水平,首先要提高编程效率,要最大效益的发挥经济型数控机床的利用率。本文主要介绍数控加工中心FANUC系统中手工编程的基本简化和一些编程技巧,使数控手工编程优化,程序简洁明了,段数少,加工时间短,加工质量好,提高生产效率。
数控技术;加工中心手工编程;简化
在数控机床上手工编程不需要计算机、编程器等设备,只需要有合格的编程人员即可完成。手工编程具有编程快速及时的优点,其缺点是不能进行复杂的曲面编程。手工编程比较适合批量较大、形状简单、计算方便、轮廓由直线或圆弧组成的零件的加工。下面结合笔者在实习教学实际中的经验谈谈如何优化手工编程的程序。
1 合理利用刀具补偿
1.1 刀具半径补偿
在数控铣床进行轮廓加工时,所用铣刀具的刀位点一般都在刀具的底面中心点处,编程轨迹是刀位点的移动轨迹,铣刀本身具有一定的半径值,所以刀具中心轨迹和工件轮廓不在一条线上。我们不考虑刀具半径值,直接按照工件轮廓编程,则加工出的零件尺寸比图样要求小了一圈(外轮廓加工时)或大了一圈(内轮廓加工时),即多切去一个刀具半径。
那么,针对这种情况该如何解决呢?方法有两个。其一,根据工件轮廓及刀具半径值来计算刀具中心的轨迹,即程序中编制的不是工件轮廓轨迹,而是刀具的中心轨迹。
其二,数控铣床均具备了刀具半径补偿功能,这时只需按工件轮廓轨迹进行编程,程序中给定刀偏方向,然后将刀具半径值储存在数控系统参数中,执行程序时,系统会自动进行刀具半径补偿,计算出刀具中心轨迹,从而加工出符合要求的工件形状。 显然第二种方法更利于程序的简化应用半径补偿。
那么怎么简化程序呢?我们可以只编制一个程序,就完成整个零件的粗精加工,避免换刀重新编制程序。
半径补偿主要应用于下面几种场合:第一,不需要计算刀具中心轨迹,直接按照零件轮廓尺寸进行编程;第二,刀具粗加工后或多次加工后因磨损或操作不当断刀换新刀而引起半径改变后,不需要修改程序,只要将数控系统参数表中的刀具半径值重新输入,即可;第三,用同一程序,同一尺寸刀具,利用刀具补偿值,可以进行粗精加工;第四,由于刀具半径补偿的输入值可以有3位小数,所以利用刀具补偿值控制工件轮廓尺寸精度;第五,加工模具的凹、凸模时,我们可以只用一个程序,只要改变半径补偿值的正负号就可以完成。
1.2 刀具长度补偿
在实际加工中,加工一个工件需要使用多把刀具,由于每把刀具长度不同,编程时每换一把刀就要变更一个程序,这样非常麻烦。所以我们可以选择一把基准刀,事先测出基准刀具的刀尖位置和要使用的其他刀具的刀尖位置差,把测定的这些值设定在CNC中,这样因磨损、重磨、换新刀而长度发生变化时,不变更程序一样可以加工出来。
2 拐角指令(轮廓倒圆、倒角)
如图1所示,70 mm×70 mm的外轮廓中有两个圆角和45 ☒斜角,用G17 G01X___Y___,R或G01X Y___,C来简化程序。
……
G41 G01 X0 Y35 D1 F200;
G01 X35 Y35,R10;
G01 X35 Y-35,C10;
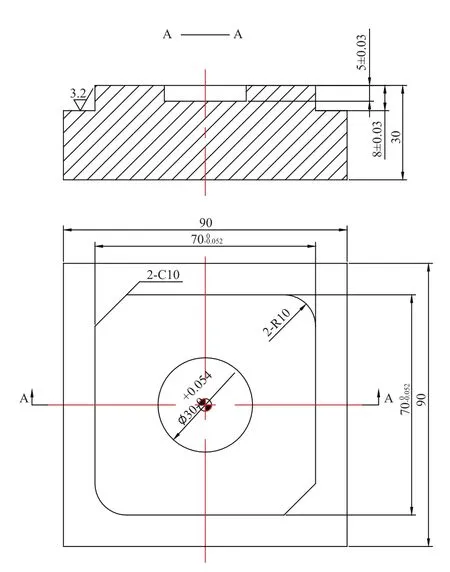
图1 轮廓倒圆、倒角图
G01 X-35 Y-35,R10;
G01 X-35 Y35, C10;
G01 X0 Y35
这种编程方式程序较短,且计算简单,但是要满足一定条件才能应用。倒圆时,必须有两条直线和该圆弧相切,且两直线延长后相交的点易于计算, G01后面的“X___Y___”值就是两直线交点的坐标。倒角时,角度是45 ☒ ,G01后面的“X___Y___”值就是倒角两直角边延长线交点的坐标。
3 子程序
在程序中,若某一固定的加工操作重复出现,可把这部分操作编成子程序,事先存入到存储器中,然后根据需要重复调用,这样可使程序变得简单。例:加工如图2所示三个相同外形轮廓的零件,Z轴切深为8 mm
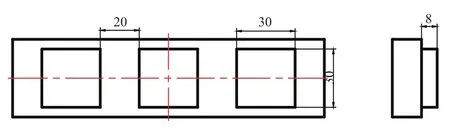
图2 加工操作图
主程序:
O0001;
G90 G54 G40 G49 G00 Z0;
G00 X0 Y0;
M03 S1000;
G43 G00 Z50 H1;
G00 X-75 Y-25;
G01 Z0 F50;
M98 P100 L3;
G90 G00 X0 Y0;
G49 G00 Z0;
M30;
子程序;
O0100;
G91 G01 Z-8;
G41 G01 X10 Y10 D1 F100;
Y30;
X30;
Y-30;
X-30;
G40 G01 X-10 Y-10;
Z8;
X50;
M99;
在实际生产中,其相同的部分越多,越能体现子程序编程的优势。子程序还能实现零件的分层切削,优化程序。为了进一步简化程序,可以让子程序调用另一个子程序,这一功能称为子程序的嵌套。当主程序调用子程序时,该子程序被认为是一级子程序,系统不同,其子程序的嵌套级数也不相同。一般情况下,在FANUC-0系统中,子程序可以嵌套4级。
4 变量编程
随着数控技术的发展,先进的数控系统不仅向用户提供了一些基本的编程功能,同时为编程提供了扩展数控功能的手段:变量编程。在编程过程中,编程人员可以灵活调用变量,对变量进行算术运算、函数运算。
例:在80 mm×80 mm×30 mm的铝块上铣一直径为30 mm的孔
O0001;
……
Z5
#100=0
N10 #100=#100+5
G01 Z-#100;
G41G01X15Y0D1;
G03X15Y0I-15J0;
G40G01X0Y0;
IF[#100LE30]GOTO10;
G49G00Z0;
M30;
例:在80 mm×80 mm×60 mm的圆上加工一个SR15 mm的半球。
O0001;
……
G0Z2;
#100=0;
#101=90;
N10#102=30×COS[#100]; X坐标变量
#103=30*SIN[#100]; Z坐标变量
#104=#103-30;
G1Z[#104]F1500;
G41G1X#102Y0D1;
G2I-#102;
G40G91G1X6;
#100=#100+1 角度变化(0~90)
IF[#100LE#101] GOTO10;循环加工球面
G90G49G0Z0;
M30;
另外,变量编程还可以编程平面铣削和孔口倒圆角、倒斜角。由此可见:变量编程程序功能强大,灵活多变,能大大缩短编程时间,提高生产效率。
这样简化了节点繁杂的计算量,直接用给出的坐标点节能进行编程,提高了工作率。
5 零点偏移
若在工作台上同时加工多个相同零件或不同零件,他们都有各自的尺寸基准,在编程过程中,为了避免尺寸计算,在FANUC系统中可建立G54~G59六个工件坐标系,这6 个预定工件坐标系的原点可设在便于编程的某一固定点上,当加工某个零件时,只要选择相应的工件坐标系编制程序即可。FANUC系统的零点偏置有以下特点;G54~G59 六个不同的坐标系的指令为同一组的模态代码,该指令具有记忆功能,适用于大批量的生产加工,其实质就是确定工件坐标系在机床坐标系中的位置。
6 镜像、旋转、极坐标编程
在数控铣床与加工中心的编程中,为了实现简化编程的目的,常常除了固定循环指令外,还采用了一些特殊的功能指令。如,镜像、旋转、极坐标等。
镜像:当工件相对于某一轴具有对称形状时,可
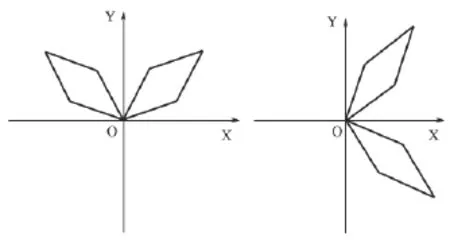
图3 镜像图
以利用镜像功能和子程序,只对工件的一部份进行编程,就能够加工出工件的对称部分,这就是镜像的功能。

图4 极坐标
旋转:该指令常用于编程图形具有旋转中心和某一固定角度的场合。
极坐标:一些轮廓的尺寸标注只有一个半径和一个角度值。通常编程时终点坐标用直角坐标表示,也可以用极坐标(半径和角度)标注。为了方便用户编程,数控系统也允许用一个长度和一个角度表示平面内的一个点(r,a )。这种坐标系称为极坐标。极坐标编程主要应用于正多边形、扇形槽(凸台)以及圆上均布的孔加工。
这样简化了节点繁杂的计算量,直接用给出的坐标点节能进行编程,提高了工作率。
由此可见,掌握各种编程方法的同时还要注意各方法的特点以及功能事项,对它有深入的了解,这样才能有效简化数控加工的程序, 提高编程效率,最大效益的发挥数控机床的利用率。
[1] 李蓓华,主编. 数控机床操作工(高级). 劳动社会保障出版社,2006.
[2] 高凤英,主编. 数控机床编程与操作切削技术. 东南大学出版社,2004.
On the simplify and applications of manual programming of CNC machining centers
TG659
1009-797X (2015) 20-0149-04
B DOI:10.13520/j.cnki.rpte.2015.20.049
宋春迎(1982-),女,本科,二级实习指导教师,研究方向为数控技术应用。
2015-08-28
猜你喜欢
装备制造技术(2020年1期)2020-12-25
河北理科教学研究(2020年1期)2020-07-24
制造技术与机床(2019年11期)2019-12-04
中学数学研究(广东)(2018年23期)2018-03-05
中国交通信息化(2017年4期)2017-06-06
中国科技纵横(2015年2期)2015-11-05
科学中国人(2014年16期)2014-11-20
中国新技术新产品(2014年3期)2014-03-24
科技传播(2011年24期)2011-08-29
舒适广告(2008年9期)2008-09-22