手工自蔓延切割技术的切割过程
2015-10-17 11:37吴永胜辛文彤袁东升王松叶
火工品 2015年5期
吴永胜,辛文彤,袁东升,王松叶
手工自蔓延切割技术的切割过程
吴永胜1,辛文彤2,袁东升1,王松叶1
(1.武汉军械士官学校,湖北武汉,430075;2.军械工程学院,河北石家庄,050003)
以切割笔为切割材料、工业用Q235钢为切割试件进行了手工自蔓延切割。通过对切割试件切口断面进行扫描电镜(SEM)显微观察及能谱仪(EDS)元素分析,分析了手工自蔓延切割技术的切割过程,研究表明手工自蔓延切割技术是一种熔断切割加工方法。并提出了提高手工自蔓延切割技术切割效率的途径。
手工蔓延切割技术;切割笔;切割过程
切割技术是战场上武器装备快速抢修必不可少的重要技术,也是部队和平时期军械装备各级修理和抢险救灾(如地震、水灾、雪灾等)以及消防破拆中必不可少的重要技术之一。目前常用的是等离子切割或气割方法,然而等离子切割需要大功率电源和沉重昂贵的设备,灵活机动性差;气割需要高压储气设备,给工作带来安全隐患[1]。因此,开发一种无需外界能源和设备、使用方便的切割笔,对完成野外紧急情况下的快速抢修,具有十分重要的意义。手工自蔓延切割技术是以燃烧合成反应放出的热量为高温热源,将工件局部加热熔化,利用燃烧合成反应的吹力吹除熔渣和熔融金属,实现金属切割的一种热熔断切割方法。其切割材料是切割笔[2],由高热剂、造气剂、造渣剂和合金剂等组成。手工自蔓延切割技术作为一种特殊的热切割技术,与其他热熔断切割技术有差别,故对手工自蔓延切割技术的切口形成过程进行分析非常必要,能为提高切割效率和切口质量提供相关依据。
1 实验材料与方法
采用表1所示配方,制作成直径12mm、长度140mm的切割笔为切割材料。切割试件为工业用Q235钢,规格为70mm×40mm×5mm,化学成分见表2。试验采用平板切割,切割时切割速度为7~8 mm·s-1,切割倾角为80~90°,燃弧长为5~10mm,切割所得试样如图1所示。
表1 切割笔成分 (%)

Tab.1 The chemical compositions of the cutting pen
表2 Q235钢的化学成分[3](%)

Tab.2 The chemical compositions of Q235

图1 试样选取部位
首先参照图1中位置纵向取样以观测切口的形成,切取试样大小为10mm×6mm×5mm。对所切取的试样进行初步磨平,然后进行试样镶嵌、研磨、抛光,得到满足显微组织显示要求的金相试样。最后采用化学试剂浸蚀法显示金相显微组织,针对本文试验材料Q235,显示剂选用硝酸酒精溶液(HNO34mL,95%酒精100mL),试件在显示剂中浸蚀30s即可成功显示金相组织。
2 实验结果与分析
手工自蔓延切割技术利用切割笔进行切割,整个切割笔切割过程可分为互有关联的4个阶段:首先,起割点处的金属表面由燃烧弧加热熔化,初步形成熔池;接着切割笔反应产物和热量进一步作用熔池,熔池向金属下层递进;然后切割笔所形成的吹力排除上层熔渣,沿厚度方向割开金属;最后利用熔渣的预热和切割笔产生的热量将切口前缘的金属上层加热熔化形成熔池。上述过程不断重复,切割过程就连续地进行。
如图2所示,图2(a)为按图1中位置切口取样,图2(b)为手工自蔓延切割技术切口形成示意图。切割笔燃烧合成产生高温使反应产物形成熔滴,熔滴呈液态喷射到试件表面,由于熔滴温度远高于试件的熔点,使试件部分熔化形成熔池。图2(b)区域1中,因切割笔燃烧弧直接作用于试件上表面,热量散失较小,并且由于熔池热传导和熔渣的预热作用,故切口前缘熔化速度最快,且切口前壁虽有倾斜,但切割速度在一定范围内变动时,前壁的倾斜度变化不大。此时,切割笔反应生成物及熔融金属以较快的速度向下流进后方熔池中。
(a) (b)
图3为区域1切口熔敷层微观组织及成分分析结果。由图3可见,此区域中切割面铜铁合金铜含量最高,由于热量散失小,切割笔吹力直接作用,试件熔化后熔融金属迅速流向后方熔池中,切割笔自蔓延反应所产生的铜与少量铁粘附于切割面,形成铜铁合金层,所以在此区域铜含量明显高于铁含量。由SEM照片可以看出,铜铁合金互溶性差,此区域中铜铁合金以富铜相为主,少量富铁相树枝晶分散在富铜相之间。
图3 区域1切口熔敷层微观组织及成分分析
在图2(b)区域2,区域1中切割笔反应生成物及熔融金属在此区域形成较长熔池,由于熔池中切割笔反应生成物及熔融金属聚集,切割笔燃烧弧的热量不能直接作用在试件,只能作用在熔池上,依靠熔池内部高温过热液态金属及熔渣,以对流为主的传热方式作用于试件下层金属而达到试件熔化的目的。与此同时,切割笔向前运动并与切割方向形成一定倾角,切割笔所产生的吹力方向与切割所进行的方向相反,熔池中的液态金属及熔渣在吹力作用下向切口后部流动。
对区域2切口熔敷层黑色选框SEM观测并进行EDS面扫描,如图4所示,此区域中铜含量明显下降,铁含量显著上升。
图4 区域2切口熔敷层微观组织及成分分析
与区域1相反,此区域中铜铁合金以富铁相为主,少量富铜相分散在富铁相之间。分析认为:在切割过程中,试件形成熔池后,由于切割笔热量作用于熔池表面,使得作用时间加长,熔融金属停留时间增长,试件熔化后进入熔池,使铁含量增加;另一方面切割笔生成的富铜合金部分在区域1凝固,使得熔池中铜含量相对减少,所以此区域凝固所形成的铜铁合金以富铁相为主。
在区域3中,试件热传导对其进行预热,由熔池流出的液态金属及熔渣提供热量熔化试件形成切口。此区域主要热源为金属流和熔渣流,热源所提供的热量相对较小,形成一定的后拖量,导致形成切口速度较慢。但减少了切割笔对试件的烧蚀,试件熔化减弱,所以切口宽度变窄。
对区域3切口熔敷层黑色选框SEM观测并进行EDS面扫描,如图5所示,由图5可知,此区域铜铁合金由熔池流出形成,熔融铜铁合金在流出熔池前,受到熔池对流、吹力搅拌等作用,混合较为均匀,故在此区域铜铁含量基本相当,富铁相与富铜相均匀分布。由于在此区域形成一定的后拖量,流速逐渐减缓的金属流和熔渣流进一步受到阻碍,熔融金属凝固切口和试件底部,使得切口熔敷层厚度明显增加,在试件底部形成金属瘤,熔渣少量夹杂进入金属。
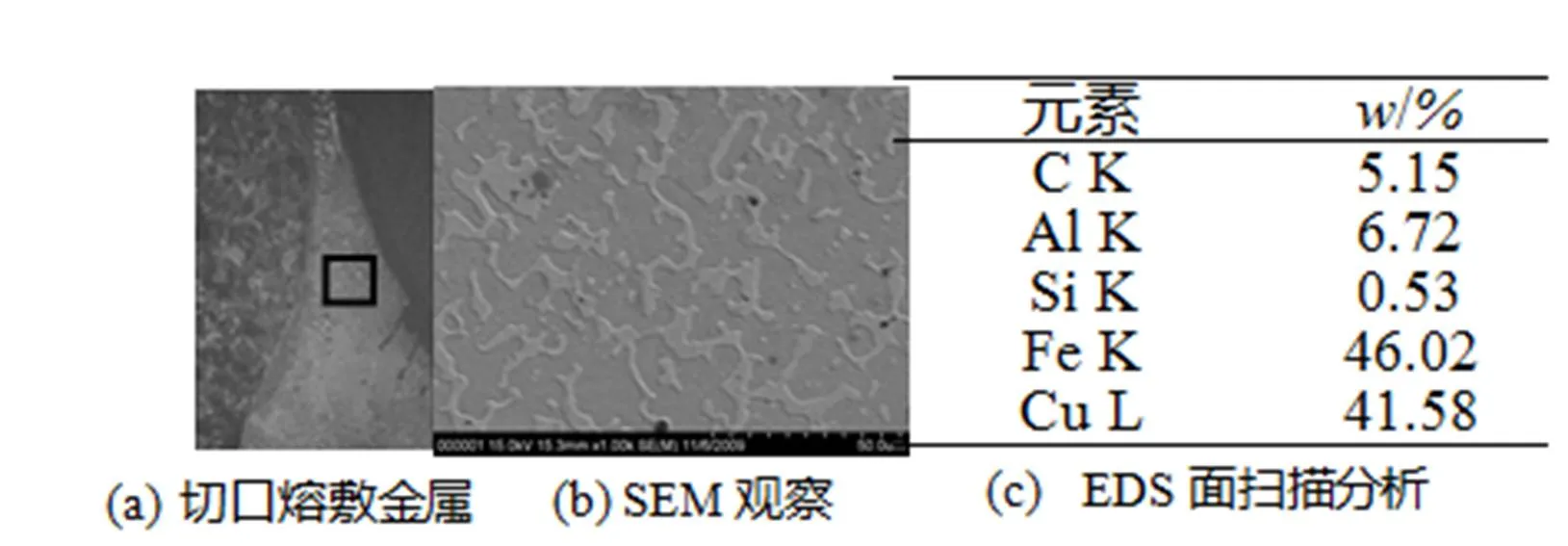
图5 区域3切口熔敷层微观组织及成分分析
3 结论
手工自蔓延切割技术是在无电源和气源条件下,将装入特制药管中的切割用特殊切割剂引燃,切割剂在药管中燃烧反应产生大量热量,以及高温熔融金属与熔渣混合熔体、氧气等氧化性气体;产物高速射向被切割金属表面使表层熔化形成熔池,切割笔中的合金剂和造渣剂进入熔池,强烈的化学冶金反应降低了熔融金属和熔渣的凝固点,有效增加熔池熔深,氧气等氧化性气体对试件有氧化作用,产生一定热量,与此同时,切割笔所产生的吹力吹除熔渣且加速熔融金属的流动,从而形成切口、实现热切割。因此,从宏观上来说,手工自蔓延切割技术是将切割笔自蔓延高温合成反应的化学过程和借助切割笔吹力排除熔渣的物理过程相结合的一种熔断切割加工方法,集中切割笔能量可提高切割笔能量利用率,加大切割笔吹力能提高切割笔的切割效率。
[1] Commission I of the ⅡW. Some historical notes on thermal cutting processes[J].Welding in the World,1980, 18(1/2):23-27.
[2] 吴永胜,辛文彤,李志尊,李宝峰.切割用燃烧型焊条高热剂的研究[J].热加工工艺,2009,38(21):144-146.
[3] 祝燮权.实用金属材料手册[M].上海:科学技术出版社, 1993.
Cutting Process of Manual SHS Cutting Technology
WU Yong-sheng1,XIN Wen-tong2,YUAN Dong-sheng1,WANG Song-ye1
(1. Wuhan Ordnance N.C.O Academy of PLA,Wuhan,430075;2. Ordnance Engineering College,Shijiazhuang,050003)
The manual self-propagating high-temperature synthesis (SHS) cutting technology was carried out, based on industrial Q235 steel specimen as tester and cutting pen as cut material. The kerf was analyzed by SEM and EDS, as well as the cutting process was studied. The study show that manual SHS cutting technology is considered to be a fuse cutting process method. Meanwhile, the way to improve efficiency of manual SHS cutting technology is proposed.
Manual SHS cutting technology;Cutting pen;Cutting process
1003-1480(2015)05-0014-03
TJ45+9
A
2015-05-28
吴永胜(1985 -),男,讲师,主要从事自蔓延焊接与切割技术研究。
猜你喜欢
矿冶工程(2022年3期)2022-07-06
耐火材料(2021年4期)2021-12-28
昆钢科技(2021年2期)2021-07-22
中国金属通报(2021年1期)2021-04-05
东北大学学报(自然科学版)(2020年10期)2020-10-19
建材发展导向(2020年16期)2020-09-25
物理学报(2019年4期)2019-03-16
固体火箭技术(2018年2期)2018-05-11
山东工业技术(2016年15期)2016-12-01
中国科技纵横(2014年7期)2014-12-07