
通用铝合金电镀前酸洗工艺
2015-10-19 00:27谷喜秀
河南科技 2015年24期
谷喜秀
(河南平高电气股份有限公司,河南 平顶山 467001)
通用铝合金电镀前酸洗工艺
谷喜秀
(河南平高电气股份有限公司,河南 平顶山 467001)
针对目前铝合金电镀前处理酸洗技术溶液易挥发、零部件酸洗前处理质量波动的缺点,配制了铝合金通用型酸洗溶液,溶液具有环境友好、无挥发的优点。通过电镀前处理酸洗试验研究,新型溶液实现了多种铝合金的电镀前酸洗处理,质量合格率达到98%,较传统酸洗方式合格率提高约8%。
铝合金;酸洗;合格率
目前,用于高电压开关的导电铝合金零部件,一般要采用镀银处理,铝合金材质包括2系列铝合金、6系列铝合金、7系列铝合金等,作为开关设备的关键零部件,镀银层耐受电压等级决定了开关的适用电压等级。镀银层与基体良好的结合是保证零部件导电性能的关键。目前在镀银生产中,传统非环保型酸洗前处理技术由于环境问题、零部件易发生腐蚀问题正在遭遇前所未有的挑战。前处理工艺过程中使用了硝酸与氢氟酸强腐蚀、挥发性、非环保酸洗溶液,均属于非环保的化学试剂。目前铝合金前处理酸洗质量合格率仅约90%。近年来,市场上出现了环保酸洗技术,但通用性差,且铝合金种类较多,生产中仍旧面临大量问题,铝合金电镀前处理酸洗问题需要继续深入研究。
为保证酸洗质量安全可靠,且满足生产过程环境友好。需要开发通用型环保酸洗工艺技术,适用于高压开关用多系列铝合金,提高零部件的酸洗质量。
1 前处理酸洗溶液配置方案
考虑到铝合金种类较多,零部件表面污染状态不同,溶液配制主要从无机污染与有机油污两方面入手。选用碳酸盐(Na2CO3)、氢氧化钠(NaOH)、柠檬酸、EDTA四钠、聚乙二醇400和适量的分散剂进行复配,酸洗溶液全部为环保组分。
Na2CO3的作用是缓蚀,保护铝合金基材;NaOH的作用是去除油;柠檬酸的作用是降低溶液硬度,去除铝合金表面氧化皮,辅助去除油污;EDTA四钠是乳化剂、螯合剂,其与金属离子螯合,去除金属离子;另外螯合剂、剥离剂、乳化剂和分散剂的还可以共同作用是去除油污;聚乙二醇400是光亮剂,保证零部件酸洗之后光亮的金属光泽。采用碳酸盐、柠檬酸、去污剂、复合助剂、光亮剂与水进行复配,保证铝合金酸洗彻底,去除表面油污、金属离子和氧化皮。前处理溶液无色无味,不挥发,可以改善生产车间的环境质量,提高镀银层质量与一次镀银合格率。
前处理溶液质量百分比为:缓蚀剂Na2CO3约0.5%、去污剂NaOH约0.55%、柠檬酸约0.55%、乳化剂EDTA四钠约0.1%、剥离剂硬脂酸三乙醇胺酯季铵盐约0.1%、分散剂十二烷基硫酸钠约0.2%、光亮剂聚乙二醇400约0.2%、余量为水。
2 试验细节
2.1试验基材
试验材料选择导电用铝合金,包括2系列铝合金、6系列铝合金、7系列铝合金等材质零部件。零部件均为生产加工状态,表面存在一些油污与氧化皮,且部分零部件结构比较复杂。
2.2工艺过程
工艺过程为:
①一次水洗,室温条件下,进行水洗20~60s;
②环保酸洗,室温条件下,将一次水洗后的零部件置于环保酸洗剂中浸泡3~5 min;
③二次水洗,室温条件下,将环保酸洗后的零部件进行水洗20~60s。
2.3分析方法
统计酸洗效果,并与传统酸洗方式进行比较,确定最佳工艺参数。
延长酸洗时间,记录零部件过腐蚀的时间,确定酸洗技术的最大工艺窗口。
3 试验结果
3.16系列酸洗效果统计
6系列铝合金,合金元素常见,如硅(Si)、镁(Mg)、铁(Fe),试验中酸洗效果良好,具体统计结果如表1。无论是结构复杂与否,原始状态如何,采用的何种热处理方式,冷却的具体措施是什么,零部件都获得了良好的效果,质量合格率达到了98%,高于传统前处理酸洗的合格率,传统酸洗合格率仅仅90%。为了掌握较好的溶液性能数据,延长酸洗时间,至20 min零部件均无过腐蚀现象,但是酸洗时间延长至25 min零件开始出现过腐蚀现象,而传统酸洗方式10 min,零部件就会出现过腐蚀。
3.22系列酸洗效果统计
2系列铝合金,含有常见合金元素,如镁(Mg),还含有难溶于溶液的元素铜(Cu)。在复合助剂,螯合剂、剥离剂、乳化剂、活性剂与分散剂的共同作用下,酸洗效果良好,酸洗后试验样块呈现金属光泽,两类零部件统计结果如表2,酸洗质量合格率达到了99%。为了掌握较好的溶液性能数据,酸洗时间延长至25 min,零部件均无过腐蚀现象,但是酸洗时间延长至30 min,零件开始出现过腐蚀现象,而传统酸洗方式10 min,零部件就会出现过腐蚀。

表22 系列铝合金零件酸洗种类统计
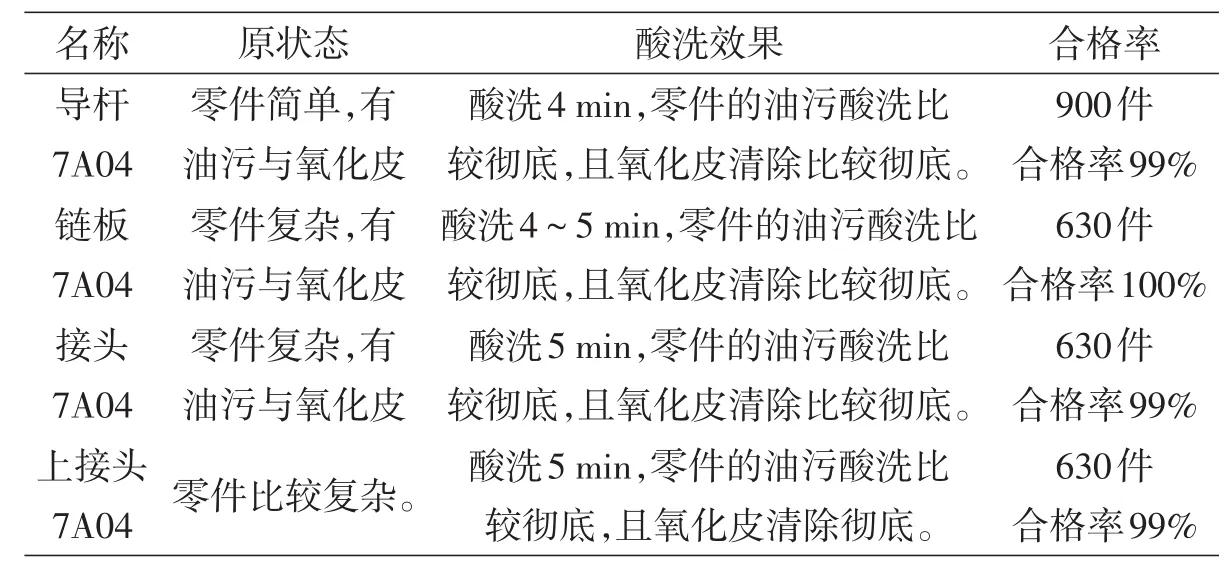
表37 系列铝合金零部件酸洗种类统计
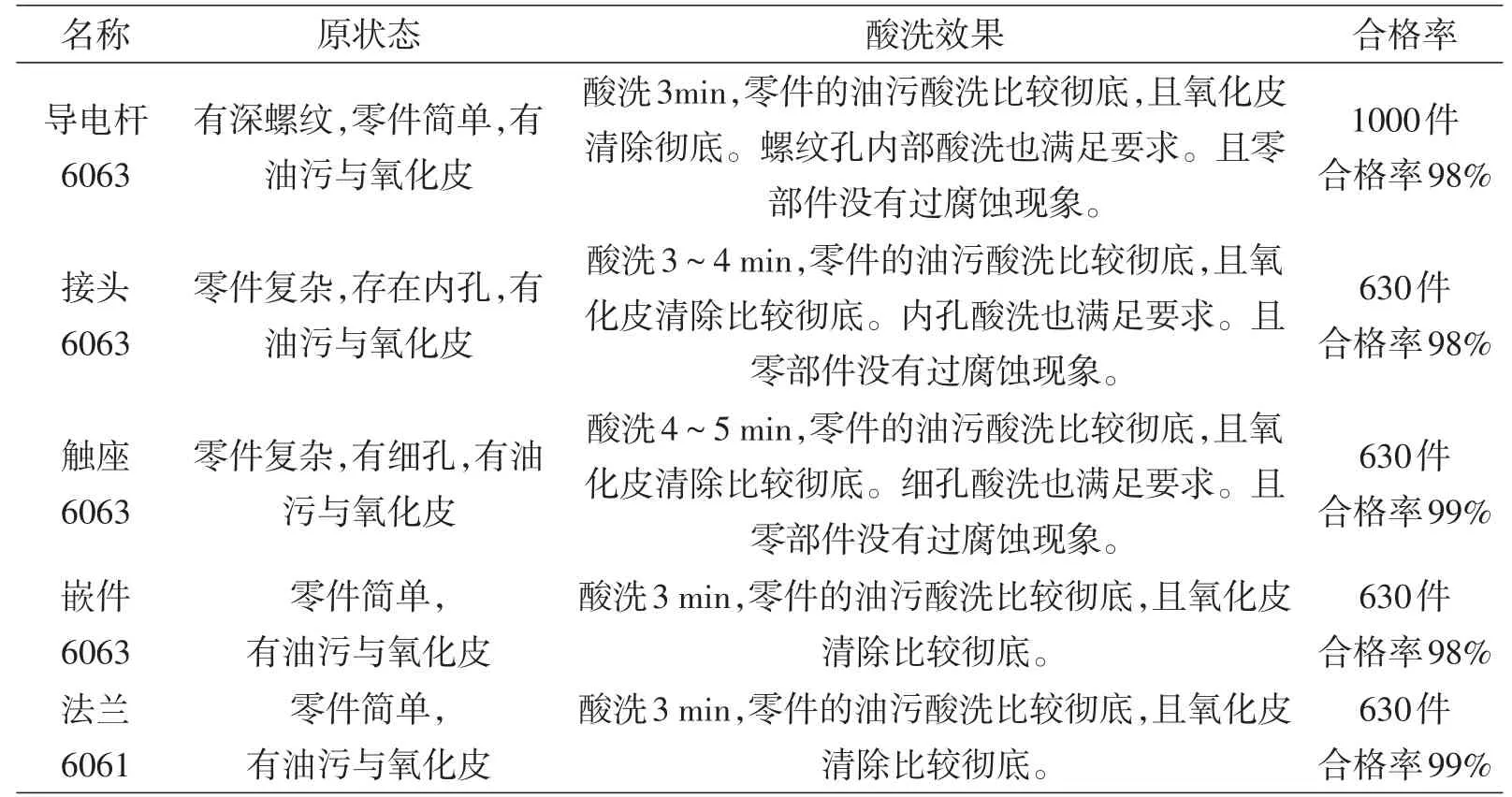
表16 系列铝合金零件酸洗种类统计
3.37系列酸洗效果统计
7系列铝合金,含有常见合金元素,如镁(Mg),还含有难溶于溶液的元素铜(Cu)与锌(Zn)。溶液中添加了螯合剂、剥离剂、乳化剂、活性剂与分散剂,在各类组分共同作用下,零部件酸洗效果良好,酸洗质量合格率达到了99%,如表3,酸洗后零部件呈现金属光泽。为了掌握较好的溶液性能数据,酸洗时间延长至27 min,均无过腐蚀现象,但是酸洗时间延长至30 min,零件开始出现过腐蚀现象,而传统酸洗方式10 min,零部件就会出现过腐蚀。
4 讨论
采用配制的酸洗溶液可以完成多系列铝合金电镀前酸洗处理,由于零部件表面状态不同,酸洗处理的时间不同,生产上为了便于组织生产,需要做统一安排作业时间。
6系列铝合金正常酸洗时间为3~5min,零部件可以酸洗彻底,酸洗时间延长至25 min零部件出现腐蚀状况。2系列铝合金正常酸洗时间为5min,零部件可以酸洗彻底,酸洗时间延长至30 min零部件出现腐蚀状况。7系列铝合金正常酸洗时间为4~5min,零部件可以酸洗彻底,酸洗时间延长至30 min零部件出现腐蚀状况。生产上为了便于组织生产,且保证零部件不会出现过腐蚀,生产工艺统一为5~6 min,且最长酸洗时间不应大于20 min。
5 结论
本文开发通用型铝合金电镀前酸洗工艺技术,符合电镀技术发展的环保要求趋势。
①配制环保酸组份质量含量包括:缓蚀剂Na2CO3约0.5%、去污剂NaOH约0.55%、柠檬酸约0.55%、乳化剂EDTA四钠约0.1%、剥离剂硬脂酸三乙醇胺酯季铵盐约0.1%、分散剂十二烷基硫酸钠约0.2%、光亮剂聚乙二醇400约0.2%、余量为水。溶液无酸雾挥发,改善车间环境,保证员工健康。
②酸洗技术适用范围比较广,可以覆盖多系列铝合金的电镀前酸洗处理,能够保证酸洗质量,正常酸洗时间为5~6 min,且最长酸洗时间不应大于20 min。
③铝合金零部件酸洗质量合格率约为98%,与传统生产相比提高8%。且酸洗溶液腐蚀性比较弱,可以给掉进溶液里面零部件以挽救时间。
[1]张跃庭,王永.铝合金环保型前处理工艺研究与应用[J].现代商贸工业,2013(18):191-192.
[2]陈晓丽,沈晓,张颖杰,等.6063铝合金镀银前处理工艺[J].电镀与涂饰,2012(10):35-37.
Pickling ProcessbeforeElectroplating of Universal AluminumAlloy
Gu Xixiu
(Henan PinggaoElectricCo.,Ltd,Pingdingshan Henan 467001)
In view of the disadvantagesthat present aluminum alloy processing pickling technology solution is easy to volatilizationbefore electroplating,and the fluctuation of parts treatment quliatybefore pickling processing,aluminum alloy universal pickling solutionis prepared,which has the advantages of environmental friendliness,and no volatilization.Through pickling testing study before electroplating treatment,the new solution has achievedthe pickling treatment for a variety of aluminum alloy before electroplating,thequalified rate has reached 98%,which has increased by about 8%compared with the qualified rate of traditional pickling method.
aluminum alloy;pickling;qualified rate
TQ153.1
A
1003-5168(2015)12-0134-3
2015-11-12
谷喜秀(1964-),男,工程师,研究方向:高压电器。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
装备制造技术(2018年11期)2018-02-18
电镀与环保(2016年4期)2017-01-20
电镀与环保(2016年3期)2017-01-20
天津造纸(2016年1期)2017-01-15
工业设计(2016年11期)2016-04-16
天津科技大学学报(2016年1期)2016-02-28
中国塑料(2015年11期)2015-10-14
橡胶工业(2015年9期)2015-08-29
