PROFINET总线技术在汽车生产线上的应用
2015-10-21 17:10郝志强
建筑工程技术与设计 2015年33期
关键词:变频器
郝志强

【摘 要】随着汽车产业的迅猛发展,对设备的电气性能也提出了更高的要求,例如不仅要求快速响应、实时通信,还要简化生产线设计、节约项目成本。PROFINET总线控制技术很大程度上满足这些要求,本文就以某汽车厂焊装车间的滑橇输送系统为例,根据滑橇输送线安装调试及使用中的经验,介绍了PROFINET工业以太网总线的控制原理及应用。
【关键词】PROFINET、PLC、分布式I/O、变频器
1 前言
滑橇输送系统是汽车工厂生产线上重要的工艺组成部分,本文依托的是国内某知名品牌汽车焊装车间的滑橇输送线,该线集成有普通滚床、旋转滚床、升降机、移行机、侧顶机等设备,技术先进且集成度高。白车身通过焊装车间内的滑橇输送系统在各个工艺区之间进行输送焊接,以此保证各工艺过程节拍的协调一致,它的运行稳定性直接关系到整车的生产效率。该线的电控系统中底层控制采用的是西门子公司300系列的PLC和PROFINET总线控制技术。
2 基本介绍
PROFINET是一种新的以太网通讯技术,是由西门子公司主导开发,PROFIBUS国际组织推出,是新一代基于工业以太网技术的自动化总线标准。
PROFINET = PROFIBUS + 具备PROFIBUS 和IT 标准Ethernet 的开放、一致的通信+独立于制造商的工程模型+通过开放对象模型的分散自动化。
PROFIBUS是世界范围内唯一可覆盖从工厂自动化场合到过程自动化应用的现场总线标准,可以完全兼容工业以太网和现有的现场总线技术,保留现有投资。
3 滑橇输送系统的生产工艺
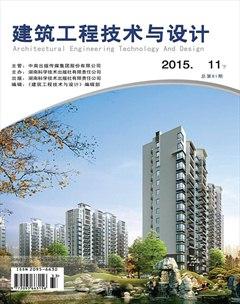
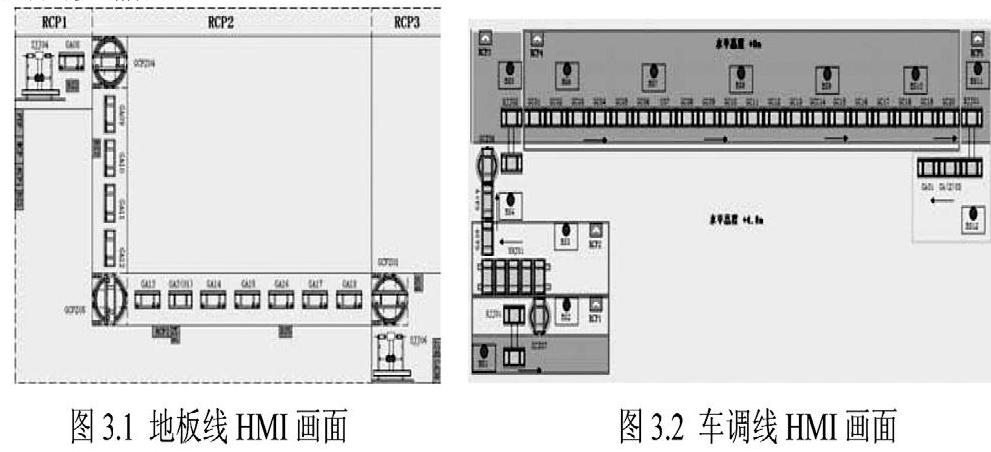
本滑橇输送系统共包含有三部分,即地板输送线、车调线和空橇返回线。工艺示意图如图3.1、图3.2、图3.3所示。
图3.1中将焊接好的地板总成通过地板输送线输送至主焊工艺区,此地板输送线由1台过渡滚床、2台升降机、3台旋转滚床和11台普通滚床组成。输送方式分为自动和手动两种方式,自动方式下采用同步输送。
图3.2中将焊接好的白车身通过车调线输送至空橇返回系统,在此车调线上完成"四门一盖"的安装及车身补焊打磨等调整。此车调线由1台移行机、1台过渡滚床、2台旋转滚床、3台升降机和23台普通滚床组成,其中移行机用于存储转运。输送方式分为自动和手动两种方式,自动方式下采用同步输送,工位节拍手动可调。
图3.3中将完整的白车身通过空橇返回线输送至焊涂车间转运的摩擦轮输送系统,此空橇返回线由1台侧顶机、1台升降机、2台过渡滚床、3台旋转滚床和7台普通滚床组成,其中侧顶机用于车橇分离。输送方式分为自动和手动两种方式,自动方式下采用同步输送。
4 滑橇输送系统的PROFINET网络架构及总线硬件配置
滑橇输送系统上的电气元件众多,其中以PLC、ET200S分布式I/O、分布式变频器等核心器件为主,属于典型的集散控制系统,同时又包括大量数据的实时动态交互。PROFINET的技術性能很好地满足了这些要求。
本滑橇输送系统采用CP343-1以太网通讯模块与上位系统通信,系统内部通过PROFINET网络采集现场的I/O信号和设备状态,并控制设备的正常运行。
本系统的PROFINET网络分为二层,第一层由网络交换机连接主柜和分控柜,主柜中包含西门子S7-317F PLC负责控制整个系统,西门子MP377人机界面负责监视现场设备,当设备出现故障或需要进行维护时,可以通过终端操作来完成模式切换、故障处理等操作。分控柜中包含西门子ET200S分布式I/O;第二层由网络交换机连接分控柜和该控制区域的操作站及分布式现场变频器,变频器支持PROFINET总线级联方式,每台变频器带有五个输入点,用于采集现场的传感器信号(如光电开关、接近开关、限位开关等)和按钮指示灯信号。
整个滑橇输送系统存在设备多、布局散的特点,因此采用了PROFINET工业以太网网络控制架构来组态系统,使用PLC控制系统控制这些设备自动柔性运行。
5 PROFINET工业以太网总线应用的特点
PROFINET总线技术的应用使电控系统在安装调试中节省了大量的线缆及槽架,减少了系统的设计、调试时间,不仅方便地实现了现场控制设备部件子系统之间、设备与设备之间以及设备与控制管理层之间的联系,也为控制信息进入公司MES数据网络创造了条件。
PROFINET基于现有成熟IT标准,其模块化结构可以非常容易地扩展和包含其他功能,方便地把各个制造商的设备和组件集成到单一系统中,实现高速通信、可互操作性和开放性等高级功能。
6 系统设计及调试需要注意的问题
理论上带屏蔽层的PROFINET总线最大传输距离可达100米,但在实际工程中受到各种外界环境及电磁干扰等因素影响,各交换机及PN节点之间的距离以最大不超过85米为宜。同时,针对移动设备要采用柔性的PROFINET电缆。
调试及生产运行过程中,由于现场分布式I/O及变频器采用级联方式连接,一旦某个中间节点设备出现故障,就会导致该节点以后的所有设备掉网停机。本系统从软硬件不同角度采取了相应的安全措施保障输送过程中设备的安全稳定,同时出现故障时也有多方面的状态指示和信息提示,如红色柱灯闪烁、HMI触摸屏提示报警信息等。
出现PROFINET 网络故障后首先通过这些状态指示确定出现故障的网络节点,然后先在硬件上拆除该设备,如果仅仅是该设备的某一个PROFINET网络接口有故障,则可以把它移至总线末端,最后在软件系统中修改硬件配置即可。总之,通过依托PROFINET网络本身强大的自诊断功能,能够很准确的对故障源进行定位,提高了设备维护的效率。
7 总结
本系统自2015年年初投产以来,运行稳定。这种基于PROFINET 总线技术的生产线系统可靠性高,停机排查时间短,大大降低了系统运行、维护费用。它成功地实现了工业以太网和实时以太网技术的统一,通过使用PROFINET就可以在整个工厂内实现统一的网络架构,为公司的信息化提供了坚实的通讯平台,为未来柔性生产系统的构建打下了良好的基础。
猜你喜欢
电子乐园·下旬刊(2021年3期)2021-02-08
科学与信息化(2020年14期)2020-09-16
中国电气工程学报(2019年4期)2019-09-10
城市建设理论研究(2014年37期)2014-12-25
管理观察(2009年20期)2009-10-14
中小企业管理与科技·上旬刊(2009年6期)2009-09-18