下胶辊高精度圆弧槽的加工和测量
2015-10-25 03:53李庆喜齐红梅柳秀娥
新乡学院学报 2015年9期
李庆喜,齐红梅,柳秀娥
(河南新平科烟草机械有限公司,河南新乡453000)
下胶辊高精度圆弧槽的加工和测量
李庆喜,齐红梅,柳秀娥
(河南新平科烟草机械有限公司,河南新乡453000)
针对下胶辊高精度圆弧槽难以加工的情况,从测量装置的测量精度的提高、机床加工精度的提高和零件加工效率的提高三个方面入手,提出了一种系统的加工和测量方法。通过设计V型测量工装,可在工具磨床加工过程中对高精度圆弧槽进行测量,通过设计分度工装来提高零件的加工效率,通过修整砂轮的方法来满足高精度圆弧槽的加工精度要求。该方法在实际生产中应用后,加工出了满足图纸要求的零件,此零件也得到了用户的认可。
下胶辊;圆弧槽;V型测量工装
用在卷烟机上的下胶辊的作用是为烟支过滤嘴水松纸上涂一层0.03 mm厚的薄胶。作为一个精密零件,它对加工精度要求较高,但实际生产中产品的加工尺寸不容易保证。
下胶辊圆弧槽形状及尺寸如图1所示,下胶辊外圆上有10处7 mm×(0.03±0.002 5)mm的圆弧槽,圆弧槽与两端的外圆在同一个圆柱面上。两端外圆加工难度不是很大,但要保证10处圆弧槽精度且与两侧圆柱面接平,难度较大。考虑到公司现有设备,我们把此槽的加工安排在工具磨上进行。此槽的精度要求为± 0.002 5 mm,在加工和测量两个方面均有相当大的难度,除此之外,由于加工数量较多,还需要考虑零件的加工效率问题。经过不断的摸索和改进,我们进行了测量工装、分度工装的设计,并开展了应用,取得了不错的效果。同时,在加工过程中,我们还采用了改变砂轮修整形状的方法来提高加工的精度和效率。
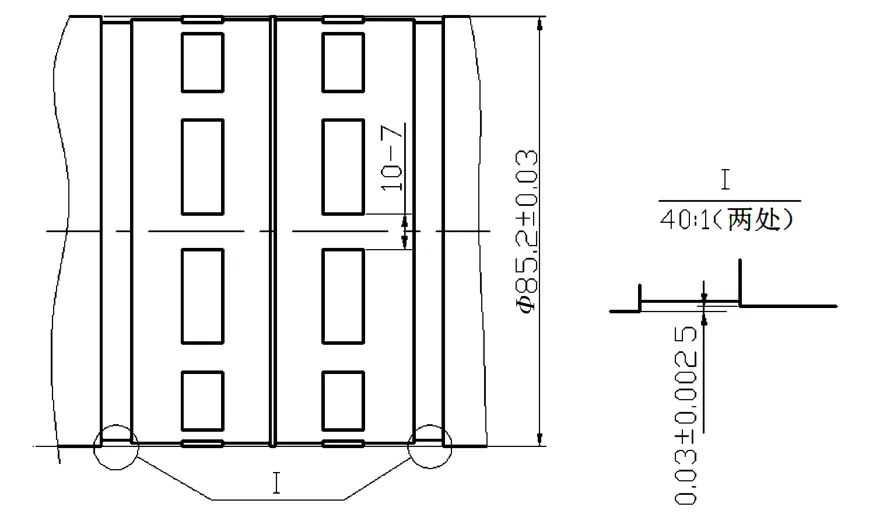
图1 下胶辊圆弧槽示意图
1 测量工装的设计
对于10处7 mm×(0.03±0.002 5)mm槽,比较常见的测量槽深的方法如下:先用千分尺测量出外圆的直径,再用千分尺测量出槽位置直径方向的尺寸,然后取两者差值的一半,就是槽深的测量尺寸。这种测量方法由于采用了间接测量,很容易造成误差累积,以至于±0.002 5 mm的公差范围很难保证。
为避免累积误差的产生,我们进行了测量工装设计。如图2所示,测量工装由V型表座1和千分表2构成。测量槽时,V型表座与已磨削的外圆相切,首先用千分表测量外圆直径,然后把外圆作为基准,对零,再通过旋转表座,使表针移动至需要测量的圆弧槽内,此时V型工装仍相切于外圆,支撑在外圆上,读取表上的数值,即为槽的实际深度。这种测量方法采用了直接测量槽深的方法,避免了间接测量过程中的累积误差,提高了测量的精度。同时这种测量工装简单、轻便,既可以取下工件测量,又可以在机床上测量,在加工过程中可以边加工边测量,既保证了一次装夹,又提高了生产效率。利用本测量工装测量的槽深数据与三坐标法的测量数据基本一致,因此完全可以用此替代三坐标法测量槽深。
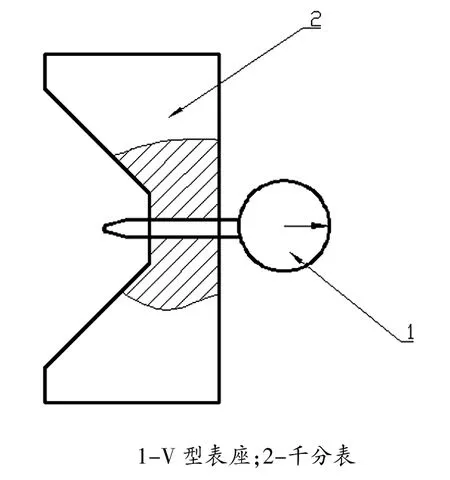
图2 测量工装示意图
2 分度工装的设计
图3是分度工装示意图。分度工装由分度盘4、定位销1和固定块3组成,2和6为机床顶尖。分度盘上有10个均布的槽,定位销1与固定块3采用小间隙配合,固定块通过顶丝固定在左侧的顶尖上。
工件5通过两个顶尖对顶固定在机床上,分度盘内孔与胶辊小外圆用顶丝固定。分度盘槽比定位销子宽,分度盘可沿轴线方向转动,但受销子的限位。分度盘转动的角度等于下胶辊槽宽对应的度数减去砂轮宽度对应的角度。
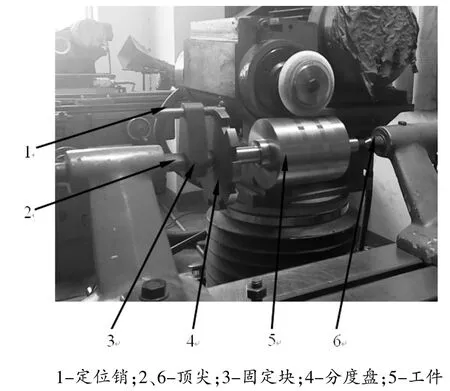
图3 分度工装示意图
3 砂轮的修整技巧
要磨削圆弧槽,就需要把砂轮修整成圆弧形且满足尺寸要求,公司现有设备无法完成此加工。为了能在工具磨上加工此工件,我们把砂轮宽度修成0.5 mm,宽7 mm的槽分14~15次磨出,槽底截面形状类似于多边形。当最高点槽深为0.03 mm时,几何关系如图4所示,根据勾股定理可推出实际最大槽深。其中:D是工件直径(mm),T是弧形槽深(mm),B是砂轮宽度(mm)。计算得出Amax=0.031 4 mm,此槽深与0.03 mm槽深基本一致,仅有0.001 4 mm的加工误差。此多边形近似于圆弧形,能够满足零件要求。
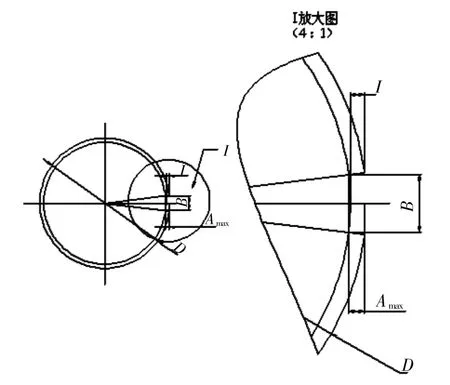
图4 砂轮修整原理图
在加工零件的过程中,为了保证不退砂轮就能加工另一处槽,我们将砂轮形状做了小的修整,在砂轮圆周上修出了一个小的缺口。当我们磨削下一处槽时,只需把砂轮停下来,然后将砂轮转动至缺口位置,就能转动工件至另一处需加工的槽位置,停砂轮前不需要退出砂轮。这样既节省了退砂轮与进砂轮的时间,又消除了砂轮在退出与进给过程中重复定位砂轮造成的误差。
4 结束语
实践证明:测量工装的应用不仅减少了测量槽深的工作量,还提高了工作效率,同时由于可在机床上进行测量,也提高了零件的加工精度;分度工装的应用保证了产品的质量,作为一种防错措施,也提高了零件的合格率,避免了由于员工使用分度盘加工时的疏忽而造成的零件报废现象的发生。另外此过程生产的零件也得到了用户的肯定和认可。
【责任编辑黄艳芹】
Machining and Measuring of High Precision Arc-groove for Below Rubber Roller
LI Qingxi,QI Hongmei,LIU Xiue
(Henan Xinping Technology Tobacco Machinery Co.,Ltd,Xinxiang 453000,China)
In view of the difficulty in processing high accuracy arc-groove of below rubber roller,the paper found out a systematic machining and measuring method from three aspects:improvement of measuring device,improvement of machining accuracy of machine,and improvement of machining efficiency.The V type device was designed to measure the arc-groove when it was processed.The accuracy of arc-groove was improved through changing the shape of grinding wheel.A division device was designed to improve the machine processing efficiency.With the application of the three aspects,the parts were processed to meet the requirements of the drawings,and received the recognition of customers.his method.
below rubber roller;arc-groove;V metrical-body
TH161
A
2095-7726(2015)09-0050-03
2015-06-03
李庆喜(1981-),男,河南新乡人,助理工程师,研究方向:机械设计制造及其自动化。
猜你喜欢
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
金刚石与磨料磨具工程(2021年3期)2021-12-06
纺织器材(2020年5期)2020-12-21
纺织器材(2020年4期)2020-12-14
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2018年11期)2018-11-23