
核电厂辅助给水系统除氧器设计
2015-10-28 01:43董建国雷勇侠
中国核电 2015年1期
董建国,周 霞,雷勇侠
(西安核设备有限公司,陕西 西安 710021)
核电厂辅助给水系统除氧器设计
董建国,周霞,雷勇侠
(西安核设备有限公司,陕西西安710021)
文章介绍了核电厂辅助给水系统除氧器的工作原理和热力计算校核要求,并从设备功能、设备结构设计和设备制造过程关键因素控制等方面进行了阐述。
辅助给水系统除氧器;工作原理;设备功能;设备结构;热力校核;设计制造关键因素控制
除氧器是核电厂的一项重要辅助设备,目的是除去给水中的氧等气体,防止设备腐蚀,延长设备寿命,对电厂的安全运行起到重要作用。
造成设备腐蚀最主要的原因是水中含有氧等可溶解的气体,这些气体呈游离状态,在温度较高的条件下,可以直接和钢铁金属发生化学反应,使热力设备和管道遭受腐蚀。因此水中溶解有任何气体,对于热力设备的安全可靠运行都是十分不利的,可见防止氧等气体对钢铁金属腐蚀是一项重要的措施。由于溶解在水里的气体主要是氧气,为了防止给水中含有溶解的氧等气体使锅炉内发生化学腐蚀,就需要对给水进行除氧。
通常除氧方法是热力除氧法,其主要原理是将水进入除氧器后播散成微细的水柱液滴或微薄的水膜,同时加热蒸汽进入除氧器后与水直接接触,将给水加热到相应压力下的饱和温度,使氧析出,从而达到除氧的目的,但此除氧法的过程较简单,除氧后的给水中氧量还是较高的。
1 工作原理
核电厂用辅助给水系统除氧器,利用加热蒸汽进行间接加热,用热力除氧法进行除氧操作,即加热蒸汽与给水不混合,其冷凝放出的热量通过壁面传给给水,使给水加热到对应的饱和温度,达到除去系统中溶解氧气和其他气体的目的,以防止热力设备的腐蚀和管道遭受腐蚀。除氧器工作工艺如图1所示。
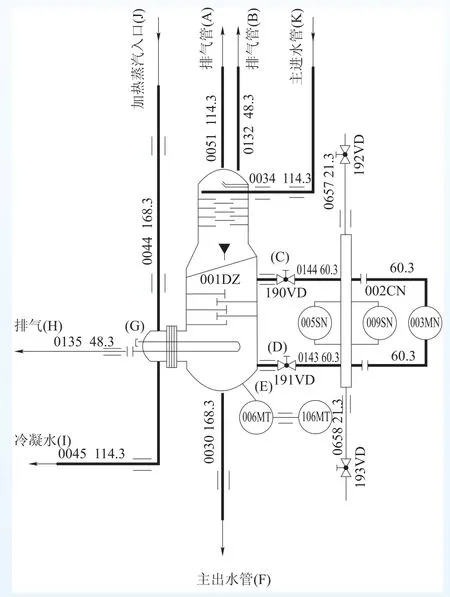
图1 除氧器工作工艺简图Fig.1 Deaerator working process
主要思想是:在反应堆冷却剂系统的启动和升温、热停堆、反应堆冷却到余热排出系统能投入运行的工况下,向辅助给水除氧器的储水箱提供充足的除氧除盐水,以供给蒸汽发生器二次侧。该除氧器为间壁式热力除氧器,即加热蒸汽与给水不混合,其冷凝放出的热量通过壁面传给给水,使给水加热到对应压力的饱和温度,达到除氧除气的目的。除氧器分解为间壁式蒸汽发生器和混合式热力除氧器,这样间壁式蒸汽发生器用加热蒸汽作为一次汽,热量通过壁面加热给水,使给水蒸发,产生二次汽;再用该二次汽作为混合式热力除氧器的热源。
2 设备简介
除氧器主要由壳体、喷嘴、加热管、填料层、排气管、主进水管、主出水管等组成。其结构简图如图2所示。
辅助给水系统除氧器含有3个喷嘴,每个喷嘴的设计流量为20 t/h;正常运行工况条件下,除氧器出口给水含氧量为0.01 p p m(1 ppm=10-6),除氧因子为800。
在长期停运期间,管束的蒸汽侧,用氮气吹扫,处于氮气密封之中,以保证有最佳的保养条件。
2.1设备功能描述
(1)系统功能
核电厂辅助给水系统除氧器系统的主要功能是在下列情况下,向辅助给水系统的贮水箱提供充足的除氧除盐水,以供给蒸汽发生器二次侧。
1)反应堆冷却剂系统的启动和升温时。
2)热停堆时。
3)把反应堆冷却到余热排出系统能投入运行的工况。
另外,在核电厂启动前,除氧器系统还能对反应堆硼水补给系统的贮水箱进行初次充水,以及在电厂运行中当硼回收系统发生故障时,向反应堆硼水补给系统的贮水箱补充除氧除盐水。
(2)安全功能
当反应堆热停堆超过2 h后,辅助给水箱的正常贮水量不能满足要求时,必须由除氧器系统向辅助给水箱补水。
(3)设备功能
核电厂辅助给水系统除氧器用于处理pH为9的SER系统除盐水,供ASG水箱补水。需要时也可处理辅助给水箱本身的水,以及用于加热辅助给水箱的水。另外,除氧器还可用于处理pH为7的SED水,以供REA系统之用。主要采用热力除氧法,除去系统中溶解的氧气和其他气体,以防止热力设备的腐蚀和对传热的影响。
2.2结构简介
1)除氧器本体由上下椭圆封头、圆形筒体、锥形段、管箱、支撑件、人孔等焊接件组成,外部设有真空计算所需的外加强环、支腿和保温支撑。
2)凝结水进水室是由钢板与筒身内壁焊接形成,水室上方引出三根接管分别连接3个20 t/h的弹簧喷嘴。
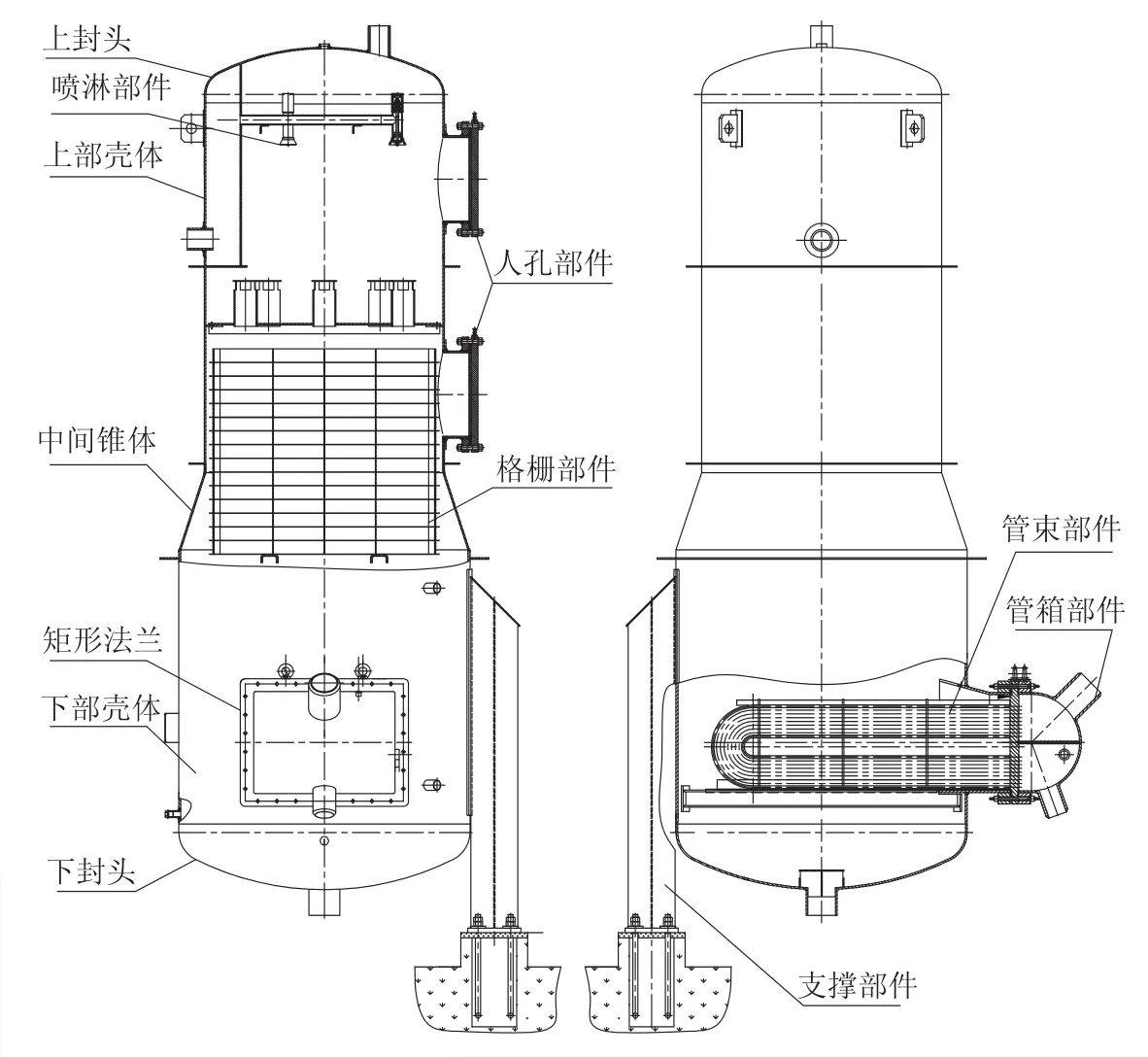
图2 辅助给水系统除氧器结构简图Fig.2 Structure of the auxiliary feedwater deaerator system
3)除氧器顶部设有启动排气管和运行排气管以排出氧气和不凝结气体。
4)喷嘴将凝结水喷入喷雾除氧空间,与加热产生的蒸汽充分接触换热,进行第一阶段的除氧。喷雾除氧空间设有人孔门以便检修人员出入除氧器进行维护检修。
5)经过喷雾除氧空间的凝结水喷淋到淋水盘和栅盘,淋水盘由圆形开孔不锈钢钢板制成,栅盘由15层条形不锈钢钢板交错组成。水在此被均匀分布,增加滞留时间和加热面积,将凝结水加热到工作压力下的饱和温度,此阶段为深度除氧段,凝结水与加热蒸汽亲密接触,不断再沸腾,将水中残余氧和不凝结气体释放出来。最终将达到含氧量为0.01 ppm的要求。
6)除氧器下部布置有U形管束,管束固定在支撑架上,并有隔板支撑。正常运行时管束浸没在凝结水中,加热蒸汽通过管束对凝结水进行间接式加热,以产生除氧用的加热蒸汽。
7)管束通过管箱组件与除氧器壳体焊接,通过方形法兰结构与方形管板、球形汽室相连。加热蒸汽从管束上部进入,从下部凝结成水排出,汽室中有隔板,并设有上下腔排气管。
8)除氧器底部设有出水管与系统管道相连,用以排出处理好的给水,出水口处装有防涡流装置。
9)除氧器上部筒体设有4个起吊用的吊耳,下部筒体设有4个钢支架用于支撑整个除氧器,钢支架支撑在厂房内的基础上。
3 热力计算校核
根据除氧器的结构和运行条件,将除氧器的热力计算分成预热、喷雾加热、深度除氧、再热蒸发4个阶段。
预热阶段:进行热力交换过程,对进来的水进行加热,使之达到80 ℃;
喷雾加热阶段:将80 ℃的水加热到105 ℃的饱和状态;
深度除氧阶段:将105 ℃的饱和水与蒸汽充分接触,依靠传质除氧;
再热蒸发阶段:依靠换热器将水加热成蒸汽。
计算中的物性数据采用自行编写的水物性计算程序,符合国际水和水蒸气学会工业计算公式(IAPWS-97 公式)。除氧器热力计算主要通过喷雾加热、深度除氧、再热蒸发、液位、排气、阀前0.45 MPa蒸汽、保温层7个方面进行了校核。
通过对除氧器热力计算数据结果的分析,表明该除氧器的各项技术参数满足运行条件,并能在规定的时间内完成给水除氧功能。
4 除氧器的设计
4.1除氧器零部件设计
(1)弹簧喷嘴
弹簧喷嘴安装在设备内靠近上封头的位置。其主要由阀体、阀杆、弹簧及端盖组成。
弹簧喷嘴工作过程是:从进水口通入带压水,在水压的作用下,对与阀杆连接的下部金属挡环产生压力,压力通过与之连接的阀杆传递到上部与阀杆连接的弹簧上,用弹簧的弹力来调节金属喷头挡环与金属接头间在不同水压时的开启度,达到控制弹簧喷嘴的流量目的。弹簧喷嘴工艺要求如下:a.喷嘴在喷嘴内外压差不大于0.1 MPa时,其为关闭状态,在压差大于0.1 MPa时,喷嘴开始工作;b.喷嘴正常工作时,效率为20 t/h;c.在正常工作时,喷嘴端盖的行程为10 mm。通过对阀体结构设计、对弹簧最大和最小弹力限制和端盖上设置软密封等措施,使弹簧喷嘴满足了上述要求。为验证喷嘴的性能,专门编制了《弹簧喷嘴头试验大纲》,按大纲要求对其进行通水试验,验证组装后喷嘴的工艺性能。
(2)管板
因管板为矩形,对其厚度的计算方法有好多种。目前国内对矩形计算方法通常采用GB150.3—2011附录A中(非圆形截面容器)所推荐的方法计算,计算时首先假设管板厚度,然后按规定进行校核,直到满足要求为止,此种方法不但繁琐、数值不精确,而且没考虑管板的开孔削弱和管子对管板的加强作用。而采用西德《AD压力容器规范》中关于换热器的矩形管板的计算方法相对来说简单、经济,该方法考虑了开孔对管板的削弱,未考虑管子对管板的加强支撑作用,但管板的计算结果远小于按国标GB150.3—2011附录A对矩形管板计算结果。因按《AD压力容器规范》计算时未考虑管子对管板的加强支撑作用,管板厚度仍有一定的裕量,所以本设计中管板的计算采用按《AD压力容器规范》方法计算的结果。
(3)矩形锥管法兰
锥管是由内下半管和上半锥管组成,其截面为矩形特殊结构,上面和水平面有一定的夹角。
该锥管的力学模型与GB150.3—2011附录A中(非圆形截面容器)中标准模型差别很大,用附录A中提供的计算方法是无法直接对其计算的。我们设计将锥管的力学模型按大端和小端简化成两个标准模型,分别对其计算,确定出各自的厚度,最终按两者中厚度厚的作为锥管的设计厚度。
矩形锥管法兰部件中锥管与法兰的焊缝位置、锥管自身组焊的焊缝位置、各零件焊接坡口形式也是本部件设计关键点,决定着矩形锥管法兰部件的制造工艺和焊接工艺,从而决定了本部件的制造质量。
(4)矩形锥管与壳体间的开孔补强
常规设计中无此计算方法,本设计采用等效法,将矩形的锥管按截面的最大对角线等效成圆管,再采用常规的圆形接管与筒体的开孔补强法对其计算,并给予一定的强度余量使其满足开孔补强的要求。
通过已运行数年除氧器证明,采用《AD压力容器规范》确定的管板、矩形锥管模型及锥管与壳体间的开孔等等效模型的设计结果是安全可靠的,设计方法得以验证。所以以上设计方法对同类设备的设计具有一定的参考价值。
4.2核电厂辅助给水系统除氧器应力分析的意义
除氧器是核电厂的一项重要辅助设备,对核电厂的安全运行起到重要的作用。如何保证设备的运行安全可靠性,强度计算是首要的因素。所以建议在以后该项目的研发中,对矩形法兰、矩形管板、矩形开孔局部进行应力分析设计,以求更准确地反映这些部件的应力分布及变化情况,使得本设备的设计更准确、更经济。
5 除氧器的制造
(1)壳体
除氧器设备内装有由厚度为2 mm薄板焊制而成的多层且径向为多刺状的柱状格栅,柱状格栅与壳体的间隙仅为2 mm。因为柱状格栅与设备装配时要求需保证前述间隙,这就对壳体的椭圆度有严格的要求,但壳体壁厚薄,其上焊制有多个接管,尤其在装格栅的筒体附件焊有人孔。在焊接时,若无可靠的工艺,则会使人孔附件的筒体塌陷,会使格栅装入设备时造成格栅刺状板条的损坏,减少格栅的换热面积,从而影响到格栅的换热效果。通过采用在设备内增加焊接支撑、改进人孔与筒体间的坡口形式、控制焊接输入电流和焊接速度等方法,可减少人孔焊接时筒体的塌陷量,可保证筒体的圆度及柱状格栅的装配要求。
(2)矩形锥管平焊法兰部件
矩形锥管平焊法兰部件位于除氧器下部筒体上,管束通过它与设备内部相连,其上的法兰与管束的管板间要求是密封的,而且截面为矩形的管束与锥管法兰内表面的间隙很小。这样就要求矩形锥管法兰部件的内径和法兰密封面焊接后需达到设计要求,才能保证管束与矩形锥管法兰间的装配要求。锥管法兰由上半锥管、矩形法兰、密封衬环、上部半管、外下部半管、内下半管组成。锥管法兰部件除法兰和密封衬环外,其余各件均由较厚的不锈钢板压制而成。因本部件由多个零件拼焊而成,其间的焊缝多,加之法兰与锥管材料不同,若在制造过程无合理制造工艺,将会使法兰和锥管均发生变形,达不到管束的装配要求。本次制造根据该部件的结构特点,采用调整各零件的组焊顺序、焊接顺序、焊接参数及制造过程、增加焊接支撑等方法和措施有效的预防和控制了矩形法兰焊接变形。
6 结束语
本文通过对公司设计并制造成功的一台除氧器为例,从该设备的功能(含系统功能、安全功能及设备功能)描述出发,结合其工作原理、设备热力计算、设备结构设计和制造特点,对除氧器进行了较为详细、系统的说明。现该设备已成功运行,达到其预定功能及目标,本设备的成功经验为类似设备的设计、制造提供了可借鉴的思路和方法。
[1] 蔡锡琮,蔡文钢. 火电厂除氧器[M]. 北京:中国电力出版社.[1] (CAI Xi-zong, CAI Wen-gang. The Deaerator of Thermal Power Plant [M]. Beijing:China Electric Power Press.)
[2] 沈惠. 弹簧喷嘴除氧器的设计和应用[J]. 北京节能.(SHEN Hui. The design and application of deaerator with spring nozzle [J]. Beijing Energy Saving.)
[3] 杨世铭,陶文铨.传热学[M]. 北京:高等教育出版社.(YANG Shi-ming, TAO Weu-quan. Heat Transmission Science [M]. Beijing: Higher Education Press.)
[4] 陈涛,张国亮. 化工传热过程基础(第二版). 北京:化学工业出版社.(CHEN Tao, ZHANG Guoliang. Fundamentals for Heat Transfer Process of Chemical Engineering(2nd edition). Beijing:Chemical Industry Press.)
[5] GB/T 1804-2000 一般公差未注公差的线性和角度公差[S].(GB/T 1804-2000 The linear and angle tolerance of general tolerance and undeclared tolerance [S].)
[6] 张圆磊,屈洪,马建. 承压设备焊接工艺中的一些问题[J]. 压力容器,2012,30(3):71-75.(ZHANG Yuan-lei, QU Hong, MA Jian. Some problems in the welding techniques for pressure equipment[J]. Pressure Vessel, 2012, 30(3):71-75.)
[7] 郑小涛,彭长飞,喻九阳,等. 焊接坡口对焊接接头安全性的影响研究[J]. 压力容器,2012,29(10):1-6.(ZHENG Xiao-tao, PENG Chang-fei,YU Jiu-yang, et. al. Study on the influence of welding groove on the safety of butt-welding joint [J]. Pressure Vessel, 2012, 29(10):1-6.)
[8] 梁琳. 焊接对压力容器强度的不良影响及设计对策[J].石油化工设备技术,2012,33(5):65-66.(LIANG Lin. The detrimental influence of welding on the strength of pressure vessel and design countermeasures [J]. Petrochemical Equipment Technology, 2012, 33(5):65-66.)
[9] 董建国,周霞,刘晨,等. 立式除氧器中矩形锥管法兰组件的制造及焊接变形控制[J]. 化工设备与管道,2014,51(4):23-28.(DONG Jian-guo,ZHOU Xia, LIU Chen, et. al. Manufacture and welding distortion control for the rectangle conical tube flange assembly in vertical deaerator[J]. Chemical Equipment and Pipeline, 2014,51(4):23-28.)
[10] GB 150.1~150.4—2011压力容器[S].(GB 150.1~150.4-2011Pressure Vessel [S].)
Introduction to Deaerator in Auxiliary Water Supply System of Nuclear Power Plant
DONG Jian-guo,ZHOU Xia,LEI Yong-xia
(Xian Neclear Equipment Co.,Ltd.,Xian of Shanxi Prov. 710021,China)
The paper introduces the operation theory and thermal calculation and verification requirements for the deaerator in the auxiliary water supply system of nuclear power plant. In addition, it describes the key factors in terms of function,structure, design and fabrication of equipment.
deaerator in auxiliary water supply system;operation theory; function of equipment;structure of equipment;thermal verification;key controlling factors in design and fabrication
TL37Article character:AArticle ID:1674-1617(2015)01-0024-05
TL37
A
1674-1617(2015)01-0024-05
2014-11-10
董建国(1975—),男,陕西洛南人,工程师,从事压力容器设计工作。
猜你喜欢
电力勘测设计(2022年6期)2022-07-05
核安全(2022年2期)2022-05-05
中国特种设备安全(2022年1期)2022-04-26
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
中国核电(2020年2期)2020-06-24
科技视界(2019年24期)2019-09-28
科学导报·科学工程与电力(2019年40期)2019-09-10
中国核电(2017年1期)2017-05-17
科技创新导报(2016年8期)2016-10-21
