
Microstructure evolution in the weld metal region of a Ni-based Inconel 718 superalloy produced by tungsten inert gas welding
2015-10-31 10:57YeXinHuaXuemingWuYixiongandLouSongnian
China Welding 2015年3期
Ye Xin,Hua Xueming,Wu Yixiong and Lou Songnian
叶 欣,华学明,吴毅雄,楼松年*
Microstructure evolution in the weld metal region of a Ni-based Inconel 718 superalloy produced by tungsten inert gas welding
Ye Xin,Hua Xueming,Wu Yixiong and Lou Songnian
叶 欣,华学明,吴毅雄,楼松年*
The microstructure evolution of the weld metal(WM)region in a Ni-based 718 superalloy is discussed.The superalloy sheets were welded using the tungsten inert gas process at different heat inputs.The precipitates and dendrites in the WM of each joint were analyzed by optical microscopy,scanning electron microscopy,and energy dispersive spectroscopy(EDS).Statistics on the dendrite arm spacing and precipitates were obtained from the metallographs.Using the alloy composition determined by EDS and the phase diagram obtained using ThermoCalc,the equilibrium distribution coefficient of Nb,the temperature range of solid/liquid coexistence,and the distribution and morphology of Laves phase in different subregion of the WM were analyzed.There is lamellar segregation,regional segregation,and microsegregation in the WM.As the heat input increases,the arm spacing and the microsegregation increase.At a fixed heat input,the microsegregation rate is smallest in the crater,but with the macrosegregation seriously.
Inconel 718,weld metal,heat input,arm space,segregation
0 Introduction
Inconel 718 superalloy is a nickel-rich with superior mechanical properties and structural stability at elevated temperatures resulting from the precipitation of the intermetallic γ″phase(Ni3Nb).Li et al.[1]proposed a method of anode selective electrolysis for phase extracting and isolation of δ-Ni3Nb,γ′,and γ″phases in Inconel 718 alloy.Chang[2]found that the amount of the γ″phase in Inconel 718 could be increased by a hot isostatic pressure treatment,which also increased the tensile strength and elongation.However,the Nb component also makes the alloy prone to severe segregation during solidification. Radhakrishna and Rao[3]found that the detrimental Laves phase formed in the interdendritic regions of welded Inconel 718 metals as a result of microsegregation of the alloying elements during weld solidification.The morphology and composition of the Laves phase in the weld metals(WMs)depended strongly on the weld cooling rate;fast weld-cooling rates inhibited microsegregation.Odabasi et al[4]performed scanning electron microscope(SEM)and energy dispersive spectrdmeter(EDS)analyses and revealed that the Laves phases enrich in Nb,Mo,Si,and Ti,whereas the dendrite core regions were enriched in Ni,Fe and Cr.
The cooling rate is an important parameter determining the microstructure evolution of the WM.Antonsson and Fredriksson[5]studied the solidification process over a wide range of cooling rates using a mirror furnace,differential thermal analysis(DTA),and levitation casting methods.They observed that the latent heat decreases,and the effective partition coefficient increases,with increasing cooling rate.Many methods for controlling the cooling rate of the WM have been investigated.Sivaprasad and Raman[6]reported that continuous-current tungsten inert gas(TIG)weldments exhibited lumpy textures and large amount of the Laves phase with a greater degree of interconnectivity.Moreover,the magnetic arc oscillated TIG welds had a smaller amount of refined Laves phase with less interconnectivity.Manikandan et al.[7]controlled the detrimental Laves formation in the WM duringTIG welding using a compound current pulsing technique along with helium shielding gas.The same group[8]determined that the greatest instantaneous cooling rates were achieved with compound current pulse mode welding,and it was further enhanced by the use of helium shielding gas.These studies demonstrated that Laves phase reduction is technically feasible.Liu et al.[9]found that the microstructure predominantly consisted of γ columnar dendrites growing directionally in the deposition direction,besides the primary dendrite arm space which changes during laser solid forming process.
Thermodynamic analyses of WM microstructure evolution have also been conducted.Wang et al.[10]reported that heavy segregation of Nb in the liquid causes the precipitation of the δ and Laves phases directly from the liquid.The same group[11]reported that,during the solidification of Inconel 718,solute redistribution between the liquid and solid causes the Nb content in the liquid to increase dramatically.They[12]also reported that,at cooling rates less than 3 K/min,severe segregation of Nb occurs,and this prompts the Laves phase to form directly from the liquid.
In this paper,microstructure evolution in the WM was studied.Inconel 718 sheet joints were created using TIG welding with different heat inputs.The resulting microstructure was observed and a computer simulation was performed in order to determine the mechanisms underlying the solidification segregation and Laves precipitation processes.
1 Experimental
Experiments were carried out using 2.8 mm thick homogenized Inconel 718 sheets.The homogenized sheets were fabricated by vacuum smelting,casting,and heattreating of the as-cast sheets at 1 090℃ for 1 h.The main alloying elements in Inconel 718 as shown in Table 1.

Table 1 Inconel 718 superalloy element content(wt.%)
Three levels of heat input,2.4,3.6,and 4.8 kJ/ cm,were employed during the positive-polarity DC TIG welding,and an argon shield(99.99%)and copper welding linning were employed.The top surface and a cross section of the welding seam,as well as a cross section of the crater,were used to take metallographic specimens.The metallographic etch was(1 g CuCl2+20 mL HCl+20 mL CH3CH2OH).
The microstructure of the WM was observed using an Axio Imager A1m metalloscope and JSM7600F field-emission scanning electron microscope(FESEM).The alloying elements in the precipitates were analyzed by energy dispersive spectroscopy(EDS).The precipitates were categorized according to their morphology and chemical composition.
A statistical analysis of the metallographs was performed using ImageJ image analysis software to determine the arm spacing,degree of macro-and microsegregation,distribution and morphology of Laves phase in different subregions of WM,such as the subregion adjacent to the fusion line,the WM center,and the crater center at the end of welding.To investigate possible mechanisms,a computer simulation was performed that revealed the equilibrium distribution coefficient of Nb during solidification,the theoretical solidus and liquidus temperatures of the interdendritic Laves and intradendritic austenite phases,and the solid/liquid coexistence temperature range in each subregion of the WM.
2 Results and discussion
2.1Lamellar and regional segregation of WM
A representative metallograph of the top surface of the WM is shown in Fig.1.In the subregion of the WM adjacent to fusion line,the Laves phase content at location A -1 is less than that at location A-2.In the center of the WM,the content of the Laves phase at location B-1 is less than that at location B-2.The top surface of the WM has a lamellar structure.That regions of alternating en-riched and depleted Laves phase.The microstructure of the WM indicates lamellar segregation along the welding direction.

Fig.1 Lamellar segregation of the top surface of the WM(BM:base metal,v:welding direction)
During solidification of the WM,the higher melting point phases with lower Nb content solidify first before forming lamella with less Laves phase.The liquid metal located at the solid/liquid interface is Nb-enriched and solidifies next,and the new lamella precipitates more Laves phase.The latent heat of crystallization is released constantly and increases the temperature of the solid/liquid interface.With the accumulation of latent heat,the crystal growth velocity becomes slower,which is beneficial for Nb diffusion and leads to newer lamella of WM precipitates and less Laves phase.Briefly,lamellar segregation in the WM is the result of the enrichment and diffusion of Nb and the accumulation of latent heat of crystallization.
The dendrites in the subregion of the WM adjacent to the fusion line solidify first,and grow toward the center. The Nb concentration of the metal liquid located at the center of the WM continues to rise,and ultimately generates regional segregation after the weld pool solidifies completely.
2.2Microstructure of WM
The dendrites in the WM are shown in Fig.2a.The Nb-rich Laves phase precipitates from the interdendritic region of austenite and forms a network structure.Higher magnification images of the Laves phase are in Fig.2b;it frequently precipitates at the γ+Laves eutectic in the WM.
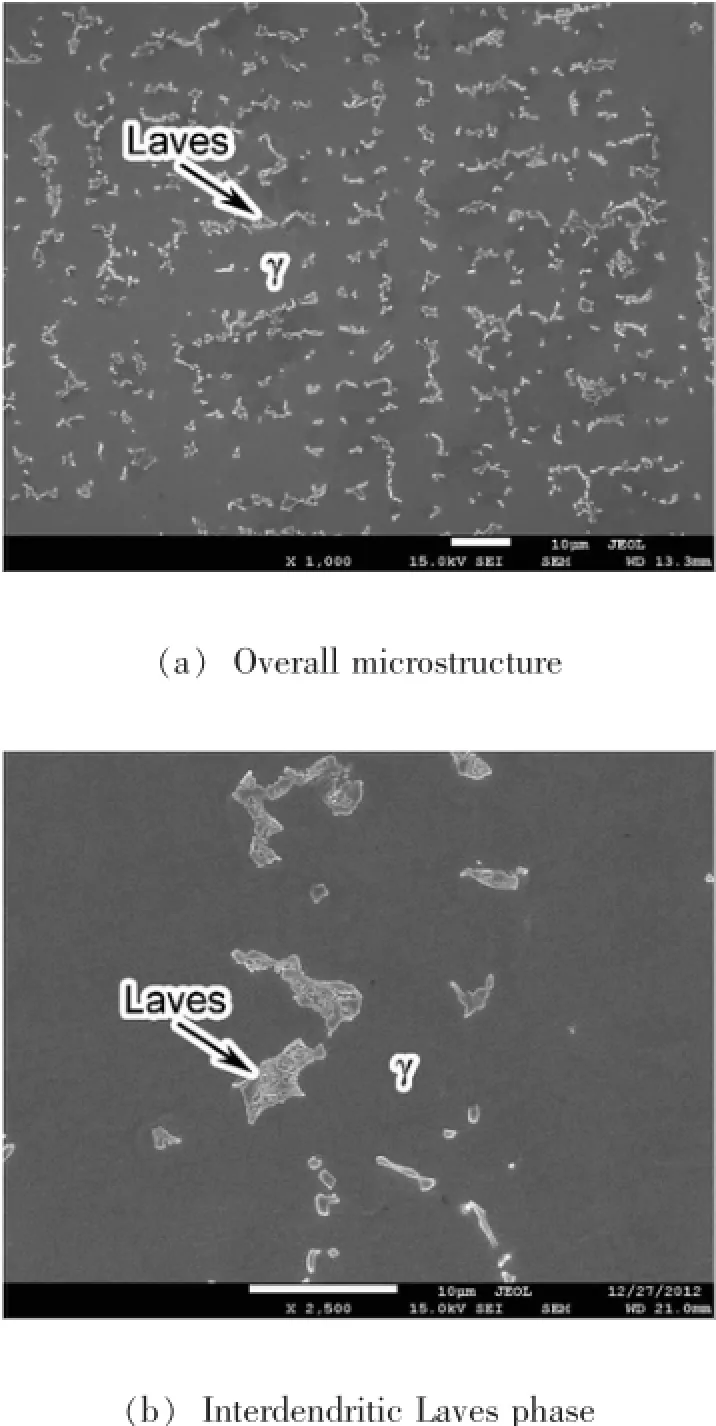
Fig.2 SEM images of WM
There is competition between dendrites growing in opposite directions of the temperature gradient from the fusion line to the WM center.Fig.3a shows the dendrites in the subregion of WM adjacent to the fusion line.Their crystallographic orientation is selected preferentially,and the vimineous branches of the primary dendrite are distinct.Conversely,as shown in Fig.3b,the dendrites in the center of the WM do not possess obvious texture.
The direction of dendrites grow clearly from the bottom to the top surface of the WM.That is also the opposite direction of the temperature gradient at the end of welding.As shown in Fig.4a,solidification contraction cracks are present in the interdendritic region between the primary or secondary dendrites.Fig.4b shows the surface morphology of the crack,and the EDS analysis indicates the Nb-enriched and low melting-point eutectic phase in the interdendritic region.The complex compound phase ofLaves structures,oxide,and carbide remained in the crater center rather than diffusing to the top surface of the WM during the rapid solidification;this results in an improvement in the solidification-cracking sensitivity.

Fig.3 Microstructure of the WM cross section
The partially melted grains located in the fusion line area solidify at the beginning of weld pool solidification,when the cooling rate is low and the temperature gradient of the solid/liquid interface is large.The dendrites that crystallize in the opposite direction of the temperature gradient grow faster than those in other directions.This preferred-orientation growth mechanism leads to the directionality of the dendrites in the subregion of the WM adjacent to the fusion line.The temperature gradient at the solid/ liquid interface decreases and the constitutional supercooling and the cooling rate increase,which causes the secondary and tertiary dendrite growth associated with lower dendrite directionality,along with molten pool solidification.

Fig.4 The microstructure of the crater
2.3Heat input effect on arm space
The arm space of each subregion of the WM for welds with heat inputs of 2.4,3.6 and 4.8 kJ/cm were calculated from the average of measurements made in six 358.89 μm×268.89 μm regions in the metallographs.
These data are shown in Fig.5.Under welding conditions with the same heat input,the arm spacing in the subregion of the WM adjacent to the fusion line is wider than that in the any other subregion.The arm spacing is smaller at the WM center,and is at a minimum in the subregion of the crater center.In addition,the arm spacing in each subregion of the WM increases as the heat input increases.
Temperature,cooling rate,and constitutional supercooling are important factors determining the crystalline morphology during molten pool solidification.Therefore,grain growth initiates at the fusion line and proceeds to-ward the weld centerline.Simultaneously,the temperature gradient decreases.Nb segregation and enrichment develop at the crystallization front,initiate the constitutional supercooling,and increase the crystallization rate.Later,the primary,secondary,and tertiary dendrites connect and form a network structure.Manikandan et al[8].developed correlations for dendrite arm spacing and weld cooling rates from their experimental results and found that

where λ(in μm)is the dendrite arm spacing in transverse direction to the welding direction and ε(in K/ s)is the cooling rate.For lower heat input during welding,the cooling rate is higher,dendrite growth is enhanced,and arm spacing decreases.
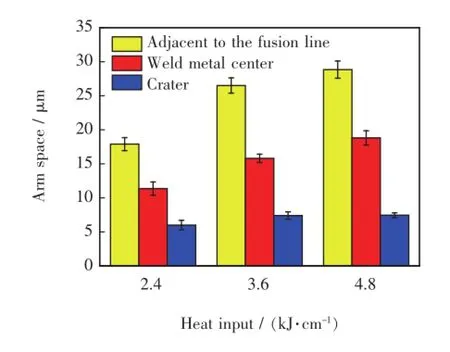
Fig.5 Arm spacing in each WM subregion at different heat input
Because of constitutional supercooling and the negative temperature gradient at the solid liquid interface,the undercooling of the liquid metal increases as the distance to the interface increases.In the rapid-cooling process,the crystal interface becomes unstable and develops a cellular structure,and this cellular crystal side instability causes lateral branching.Finally,the dendrites grow into grains at the end of solidification.
2.4Microsegregation of the WM
Microsegregation occurs over distances comparable to the size of the dendrite arm spacing because the first solid formed has a lower concentration than the final equilibrium concentration.This results in partitioning of the excess solute into the liquid,so that solid formed later has a higher concentration.The segregation rate η is

where CLavesis the average Nb content of the interdendritic Laves phase and CCoreis the average Nb content of the intradendritic γ phase.The Nb content of the Laves and γ phases were analyzed by EDS,and the η values of the different subregions of the WM are presented in Fig.6.
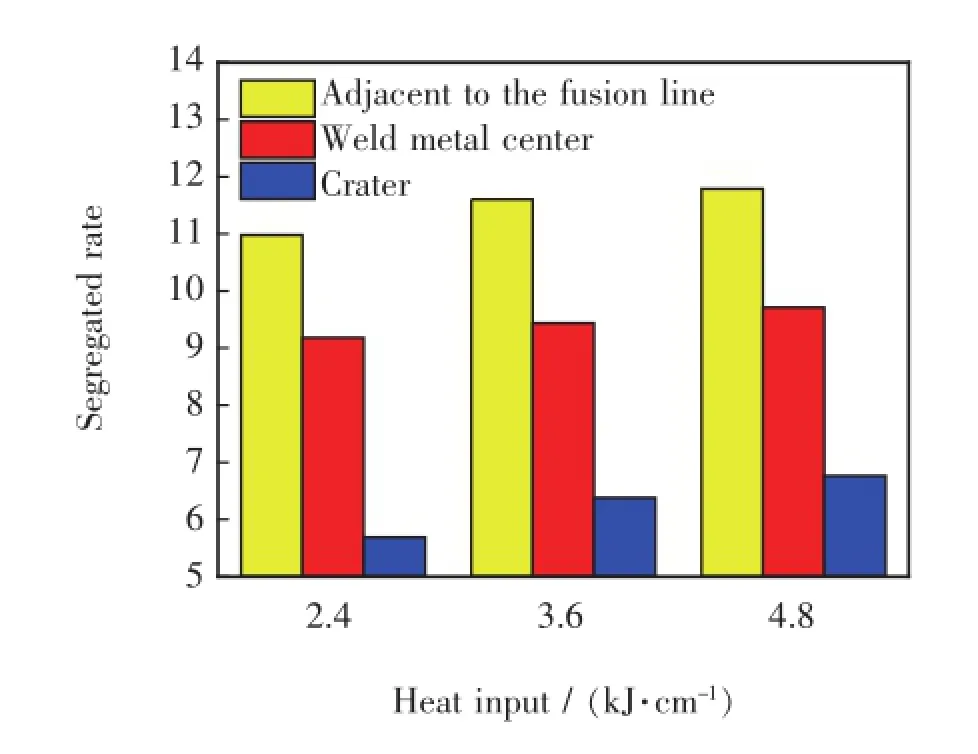
Fig.6 Microsegregation rate of the WM for each subregion under different heat input conditions
The segregation rate increase as the heat input increase,and the rate in the subregion of the WM adjacent to the fusion line is higher than that at the WM center. The microsegregation of crater center is the minimum on account of the rapid cooling rate.
The solubility of Nb in the solid is lower than that in the liquid,resulting the accumulation of excess solute in the liquid.The liquidus is negative and the coefficient of Nb distribution k<1[13-14].The composition difference at the solid/liquid interface results in higher nonuniformity in chemical composition,dendritic microsegregation,and the Nb concentration in the interdendritic region than that in the intradendritic region.
Under equilibrium conditions,the coefficient of the solute distribution is equal to the equilibrium distribution coefficient k0which is the ratio of concentrations of a compound in a mixture of two immiscible phases at equilibrium,or

where CSand CLare solid and liquid phase concentration at equilibrium,respectively.These coefficients are a measure of the difference in solubility between the two phases. As determined by Chen et al.[15],the deviation of k from k0increases as the superheating ΔT increases,i.e.,
The superheating temperature is the difference between the instantaneous temperature T and the eutectic temperature Te.
k0is significant for the non-equilibrium solidification analysis,as shown in the formula 3.The relationship between the temperature and k0value for Nb between the liquid and austenite phases was calculated by Thermo-Calc and is shown in Fig.7.k0decreases as the temperature increases,and this suggests the solubility of Nb in the liquid is higher than that in the solid at elevated temperatures. And the dendritic segregation rate is higher.However,at lower temperatures,the solubility difference between solid and liquid for Nb decreases,and the dendritic segregation rate is smaller.
When the heat input fixed,higher solidification temperatures and lower supercooling inhibits dendrites growth and enhances the microsegregation rate in the subregion of the WM adjacent to the fusion line.The dendritic interval spacing of the network structure is also wider,which is good for liquid complementarity.The dendrites grew faster and the microsegregation rate decreased in the subregion of the crater center.The liquid phase vanishes rapidly,and the dendritic austenite connects quickly.The liquid phase has less mobility in narrower dendritic interstices in the network structure.If the mutual complementation of the liquid phase is not fast enough,the solidification crack sensitivity increases.

Fig.7 Equilibrium distribution coefficient k0of Nb between the liquid and austenite
When the heat input increases,both the welding peak temperature and the high temperature residence time also increase.The k0increases as well,then the solidification crack sensitivity increases.
2.5Distribution of the Laves phase
Fig.8 gives the content and distribution of the Laves phase in each subregion of the WM for the three heat input treatments.The data in Fig.8 are the average values determined from six 358.89 μm×268.89 μm regions in the metallograph.
As Fig.8a shows,lamellar segregation led to differences in the total area percent of the Laves phase,even in the same subregion of the WM.The difference in Laves phase content in the subregion adjacent to the fusion line is larger than the difference in the central subregion.However,the amount of Laves phase in the subregion of the WM adjacent to the fusion line is lower than that in the central subregion;this indicates the regional segregation of phases in the WM.As the heat input increases,the amount of Laves phase decreases as shown in Fig.8a,and the average interdendritic Laves phase area at the center increases,as shown in Fig.8b;this is an indication thatmacrosegregation decreased and microsegregation increases.
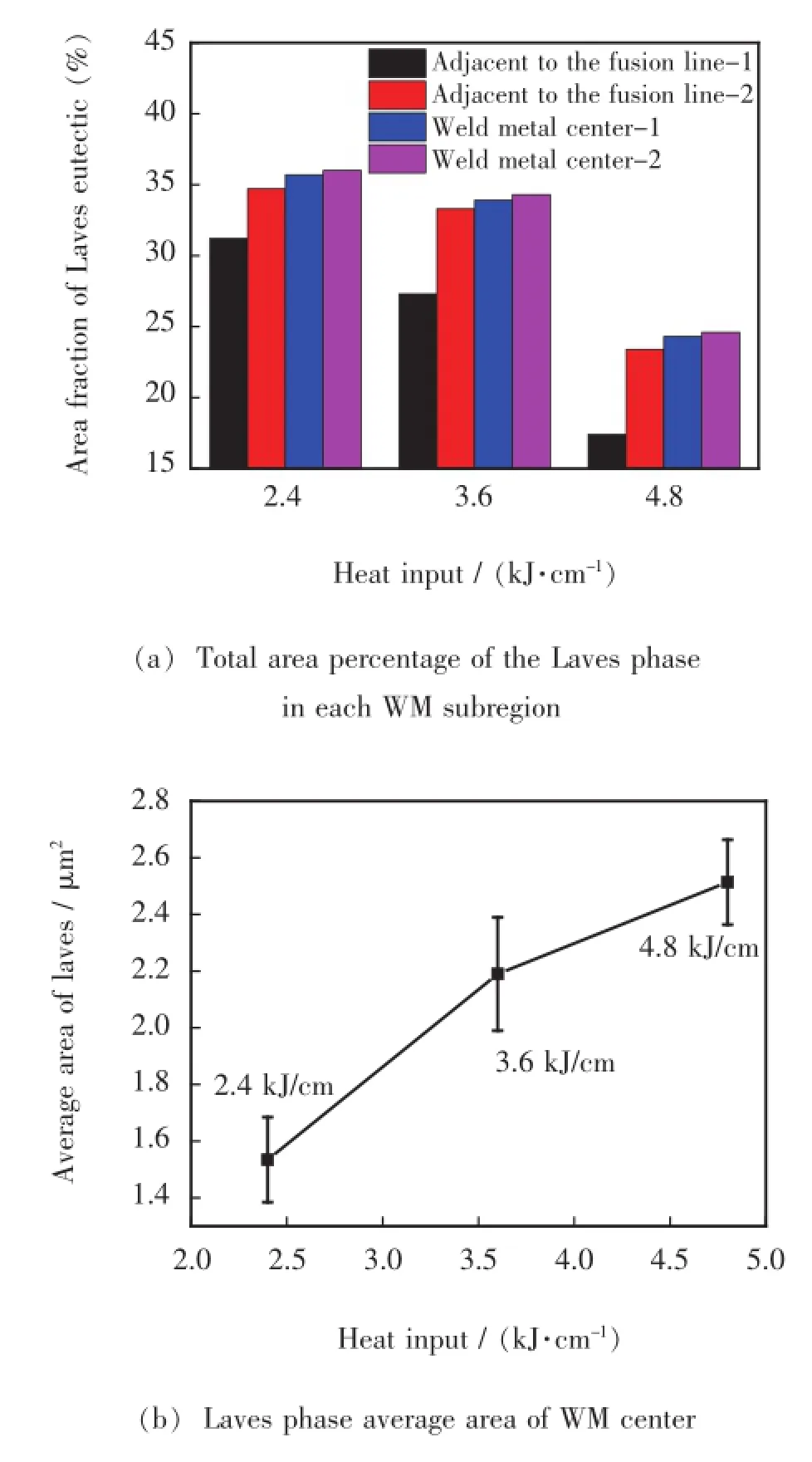
Fig.8 The content and distribution of the Laves phase in each subregion of the WM
As shown in Fig.9,the Ni-Nb equilibrium binary phase diagram computed by Thermo-Calc,the Nb concentration is lower in alloys that solidify at higher temperature,resulting in excess Nb in the liquid at the solid/liquid interface,and the Nb accumulates in the interdendritic region.
When the average concentration of Nb is 5.0-5.5 wt.%,the Nb concentration of liquid metal in the molten pool should increase,leading to a decrease in the solidification temperature of the austenite.The γ+Laves eutectic precipitates at the smallest temperatures of the liquid metal in the phase diagram as the Nb concentration rises up to about 28-42 wt.%.In the end,the Nb content of the intradendritic austenite is lower than the alloy average concentration and the interdendritic Laves content is much higher.Therefore,that the content of the Laves phase and the temperature range of solid/liquid coexistence increases as the microsegregation increases.

Fig.9 Ni-Nb equilibrium binary phase diagram for the Inconel-718 superalloy
Based on the previous analysis,the solid/liquid coexistence temperature is in the range below the liquidus of austenite and above the solidus of the Laves phase.The average Nb content of the intradendritic austenite and interdendritic Laves was determined from five SEM assays of each subregion of the WM of every joint made under different heat input conditions.Then,the theoretical value of the solid/liquid coexistence temperature range of each subregion was calculated based on Ni-Nb equilibrium binary phase diagram.The results are shown in Fig.10.
When the heat input is fixed,the solid-liquid coexistence temperature range of crater center was the lowest,and the subregion of the WM adjacent to the fusion line was the highest.This suggests that the solidification time in the crater center was shorter than that in the WM center,and the solidification time in the subregion of the WM adjacent to the fusion line was longer than that in the any other subregion.That is the reason that the microsegrega-tion of the subregion of the WM adjacent to the fusion line was more serious,and the Laves phase,transformation from interdendritic liquid film,is more continuous here than that in other subregions.As the heat input increased,the solid/liquid coexistence temperature range of each subregion of the WM increased.The crystallization speed became slower in the meantime,and the diffusion of Nb at the solid/liquid interface was more complete.Therefore,the Laves phase content decreased,as shown in Fig.8a.

Fig.10 Temperature range of solid/liquid coexistence of the WM in each subregion under different heat input conditions
3 Conclusions
(1)Lamellar segregation,regional segregation,and microsegregation were present in the TIG-joined WM of an Inconel-718 superalloy.
(2)The directionality of the dendrites in the subregion of the WM adjacent to the fusion line is more obvious than at the WM center,but the Laves phase content is less.
(3)When the heat input is fixed,the dendrites arm spacing of the subregion of the WM adjacent to the fusion line was wider than at the WM center,and the dendritic microsegregation is more serious,as well.
(4)As the heat input increased,the dendrite arm spacing and the dendritic microsegregation of each WM subregion increased.
(5)In spite of the fact that the lowest microsegregation rate was at the crater center,the regional segregation of the WM caused by rapid solidification led to increases in the Laves phase content,resulting in greater crack sensitivity in the crater.
[1] Li R B,Yao M,Liu W C,et al.Isolation and determination for δ,γ′and γ″phases in Inconel 718 alloy.Scripta Materialia,2002,46(9):635-638.
[2] Chang S H.In situ TEM observation of γ′,γ″and δ precipitations on Inconel 718 superalloy through HIP treatment. Journal of Alloys and Compounds,2009,486(1-2):716-721.
[3] Radhakrishna C H,Rao K P.The formation and control of Laves phase in superalloy 718 welds.Journal of Materials Science,1997,32(8):1977-1984.
[4] Odabasi A,Unlu N,Goller G,et al.A Study on Laser Beam Welding(LBW)Technique:Effect of Heat Input on the Microstructural Evolution of Superalloy Inconel 718.Metallurgical and Materials Transactions a-Physical Metallurgy and Materials Science,2010,41A(9):2357-2365.
[5] Antonsson T,Fredriksson H.The effect of cooling rate on the solidification of Inconel 718.Metallurgical and Materials Transactions B-Process Metallurgy and Materials Processing Science,2005,36(1):85-96.
[6] Sivaprasad K,Raman S G S.Influence of magnetic arc oscillation and current pulsing on fatigue behavior of alloy 718 TIG weldments.Materials Science and Engineering a-Structural Materials Properties Microstructure and Processing,2007,448(1-2):120-127.
[7] Manikandan S,Sivakumar D,Kamaraj M,et al.Laves Phase Control in Inconel 718 Weldments.Materials Science Forum. Trans Tech Publication,2012:614-619.
[8] Manikandan S G K,Sivakumar D,Rao K P,et al.Effect of weld cooling rate on Laves phase formation in Inconel 718 fusion zone.Journal of Materials Processing Technology,2014,214(2):358-364.
[9] Liu F,Lin X,Leng H,et al.Microstructural changes in a laser solid forming Inconel 718 superalloy thin wall in the deposition direction.Optics and Laser Technology,2013,45:330-335.
[10] Wang L,Dong J X,Tian Y L,et al.Microsegregation and Rayleigh number variation during the solidification of superalloy Inconel 718.Journal of University of Science and Technology Beijing,2008,15(5):594-599.
[11] Wang L,Li C Q,Dong J X,et al.An Investigation of Microsegregation and Liquid Density Redistribution during Solidification of Inconel 718.Chemical Engineering Communications,2009,196(6):754-765.
[12] Wang L,Yao Y,Dong J,et al.Effect of Cooling Rates on Segregation and Density Variation in the Mushy Zone during Solidification of Superalloy Inconel 718.Chemical Engineering Communications,2010,197(12):1571-1585.
[13] Cieslak M,Headley T,Knorovsky G,et al.A comparison of the solidification behavior of Incoloy 909 and Inconel 718. Metallurgical Transactions A,1990,21(1):479-488.
[14] Knorovsky G A,Cieslak M J,Headley T J,et al.Inconel 718:A solidification diagram.Metallurgical Transactions A 1989,20(10):2149-2158.
[15] Chen C L,Lu F Y.Stochastic Dynamics for Nonequilibrium Solute Distribution at Solid-Liquid Interface.Acta Metallurgica Sinica-English Letters,1997,33(5):455-460.
*Ye Xin,Hua Xueming,Wu Yixiong and Lou Songnian,Welding Engineering and Technical Institute,Materials Science and Engineering Department,Shanghai Jiao Tong University,Shanghai,200240.Shanghai Key Laboratory of Materials Laser Processing and Modification,Shanghai,200240. Hua xueming,Corresponding author,E-mail:xmhua@sjtu.edu.cn

- China Welding的其它文章
- New filler metal systems for the brazing of titanium alloys
- Effect of gallium addition on microstructure and properties of Ag-Cu-Zn-Sn alloys*
- Influence of Mn on wettability and microstructure of low-silver lead-free solders*
- Plastic characterization and performance of SnAgCuBiNi/Cu lead-free BGA solder joints*
- Macrostructures and mechanical properties of ultrasonic-assisted friction stir welding joint of 2024-T3 aluminium alloy
- Influences of acoustic field parameters on welding arc behavior in ultrasonic-MIG welding*