
Microstructure and mechanical properties of dissimilar joint between aluminum and aluminum-coated steel by cold metal transfer process*
2015-10-31 10:57TianChunyingZhouZhiyuanWangJunLiaoPingLiHaitaoZhuangMinghuiandYangWenjie田春英周智远王军廖平李海涛庄明辉杨文杰
China Welding 2015年3期
Tian ChunyingZhou ZhiyuanWang JunLiao PingLi HaitaoZhuang Minghui and Yang Wenjie田春英周智远王 军廖 平李海涛庄明辉杨文杰**
Microstructure and mechanical properties of dissimilar joint between aluminum and aluminum-coated steel by cold metal transfer process*
Tian Chunying,Zhou Zhiyuan,Wang Jun,Liao Ping,Li Haitao,Zhuang Minghui and Yang Wenjie田春英,周智远,王 军,廖 平,李海涛,庄明辉,杨文杰**
Two dissimilar materials,aluminum alloy and aluminum-coated steel,were joined by cold metal transfer process using AlSi5filler wire.To this end,the steel was coated with Al-Si.The steel did not melt and aluminum was melt to form the joint during the process,it was actually cold metal transfer welding-brazing.The macrostructure,microstructure,alloy element distribution,and inter-metallic compounds were analyzed by optical microscopy,scanning electron microscopy,and energy dispersive spectroscopy.It was found that the Al-Si coating dissolved into the weld metal.The pre-existing thin Fe-Al-Si ternary inter-metallic compounds in the interface between the Al-Si coating layer and base metal steel also partially dissolved into the weld zone,tending to reduce the thickness of inter-metallic compounds.Approximate 3 μm thick undissolved intermetallic compound was found at the interface after welding which could guarantee sound bonding strength in dissimilar materials joining.The sample was fractured at the fusion zone near the aluminum side in the tensile test.The ultimate tensile strength was about 156 MPa,and the fracture mode is ductile failure in nature according to its morphology.
cold metal transfer,welding-brazing,aluminum,aluminum-coated steel
0 Introduction
Joining of dissimilar materials,especially aluminum to steel,attracted significant attentions due to the need to reduce vehicle weight.The large differences in physical properties between aluminum and steel,such as melting point,thermal conductivity,as well as the nearly zero solid solubility of iron in aluminum which will generate brittle Fe-Al inter-metallic compound(IMC),increase the difficulties to join them[1-2].Studies have been conducted to explore such IMC[3-4].It was found that it was possible to join aluminum and steel if the thickness of IMC layer at the joint interface is less than 10 μm[5].By increasing the welding speed and thermal conductivity of the backing block,the molten time of the aluminum alloy would be reduced such that acceptable thickness of IMC layer could be obtained[6].Zinc coating on the steel could enhance the wetting of the molten aluminum alloy and filler metal onto the steel surface and suppress the formation of Fe-Al IMC[7-9].The Ni-foil interlayer could also improve the metallurgical reaction at the interfacial zone in the laser penetration welding for aluminum and steel joining,which decreased the micro hardness of interfacial IMC[10].
Recently,it was found that aluminum-coated steel was an effective material option for joining with aluminum[11].The aluminum and silicon in the Al-Si coating could primarily dissolve into the molten metal as solid solution and partially develop as an IMC phase in laser welding[12].Although the formation of the Fe-Al IMC led to the reduction of the joint strength[13],the pre-existing IMC on the steel may enhance the bonding[14].To this end,a diode laser brazing process has been developed to join the aluminum-coated steel to magnesium alloy.It was also found that Al-Si12 coating layer could promote wetability of the Mg-Al filler alloy.The melting of the Al-Si coatingand dissolution of the pre-existing IMC layer could decrease the thickness of the IMC layer due to high temperature in the joining process.
The cold metal transfer(CMT)[15]process is considered a widely accepted practical arc welding process for low heat input which may promise both improved welability due to the low heat input and industrial applicability.In this study,aluminum and aluminum-coated steel are joined using the CMT and the bonding mechanism is investigated by examining and analyzing the resultant metallurgical and mechanical characteristics.
1 Experimental
The base metals were SA1C aluminum-coated steel and 6061 aluminum alloy sheets with 1.0 mm thickness. The filler metal was AlSi5wire with 1.2 mm diameter because of its good liquidity and hot cracking resistivity.The chemical compositions of the base metals and filler metal are given in Table 1.The original aluminum-coated steel(SA1C)has a wavy shaped continuous interfacial layer between the Al protective coating and Fe substrate as shown in Fig.1.The thickness of the interfacial layer is approximately 4 μm.The interfacial compound is identified as τ5-Al7Fe2Si IMC phase for its average atomic ratio close to 7∶2∶1 which is an Fe-Al-Si ternary IMC[16].The dimension of all the sheets was 120 mm×50 mm×1 mm and the sheets were lap joined using the CMT process. The Al plate was lapped over the steel on the welding table,as shown in Fig.2.

Table 1 Chemical compositions of the base metal and filler metal(wt.%)

Fig.1 Original aluminum-coated steel microstructure

Fig.2 Schematic diagram of CMT process
The travel speed was 0.75 m/min,and the wire feed speed was 5 m/min.The welding current was set as 85 A. Pure argon was used as the shielding gas with flow rate at 12 L/min.The welded specimens were cut and then polished and etched in etchant comprised of 4%nitric acid with base alcohol solution.The macrostructure and microstructure were examined by optical microscopy(OM)and scanning electron microscopy(SEM).The distribution of the elements in the joint was measured by energy dispersive spectroscopy(EDS).The tensile tests were executed on a INSTRON MODEL 1186 universal materials testing machine with 1 mm/min test speed at the room temperature.The fracture surfaces were analyzed by SEM to identify the fracture mode.
2 Results and discussion
2.1Macro morphology
Resultant weld beads are shown in Fig.3.Desirablesmooth weld beads are observed and the AlSi5filler metal fully spreads on the steel surface.Satisfactory wetting is also found on the Al side near the weld bead.This may have been due to the use of AlSi5filler metal whose wetting property on Al than steel is considered an advantage for this application.On the steel side near the weld bead,dark oxidation films are observed due to the higher temperature on the Al coatings on the steel.Fortunately,the oxidation films are very thin and loose.They are easily wiped off by scraping such that the unaffected Al coating can be seen.No obvious visual weld defects are observed.The distortion,which were often found on the thin plate welding,did not appear apparently due to the use of the low heat input CMT process.

Fig.3 Macro morphology of the CMT aluminum-steel joint
Fig.4 shows the cross section of the weld.It is apparent that the steel did not melt while aluminum was melted,and the process is actually welding-brazing.The filler metal joined the aluminum sheet by welding,and bonded the steel plate by brazing.Molten filler metal spreads fully on the steel surface.The joint is formed by the base aluminum zone,fusion zone,weld metal zone,Al/Fe interfacial zone and base steel zone.There is obvious interfacial zone between the base aluminum and fusion zone.Due to the faster solidification rate of the weld pool metal in the low input CMT process,a small number of gas porosities are observed in the weld zone.However,measurements show,the maximum dimension of the area of the gas pore related to whole weld zone area is approximately 0.3%,which fully satisfied the need of the quality level B and could be safely used in engineering application according to the ISO 5817.

Fig.4 Typical joint cross section
2.2Microstructure
The microstructures of the joint are shown in Fig.5. It is found that a continuous joint was obtained between the Al substrate and the weld metal as shown in Fig.5a. Dendrite growth was formed in the fusion zone with a particular orientation towards the Al/weld interface following the thermal gradient during cooling stage.The weld metal mainly consists of α-Al solid solution and Al-Si eutectic compound in grain boundary as shown in Fig.5b.A visible uniform thickness layer can be seen between the weld metal and base steel as shown in Fig.5c.Fig.5d clearly suggests that the wetability of the AlSi5filler metal on the aluminum-coated steel is well acceptable.
2.3Interfacial layer
As the interfacial microstructure significantly affects the mechanical property,it needs to be thoroughly examined.Fig.6 shows all the interfacial zones corresponding to zone A-E in Fig.4.As shown in Fig.6,a continuous interfacial gray layer can be observed from the center to both sides of the interfacial compounds.This continuous interfacial compound could be the stable τ5-Al7Fe2Si IMC phase as its EDS analysis average element ratio is about Al70%-Fe20%-Si10%,which is the same as the one on the original aluminum-coated steel.No obvious changes in the interfacial layer morphology are found.In this case,the original interfacial IMC layer on the aluminum-coated steel were not been completely dissolved.
The interfacial IMC is a natural protective layer to inhibit the inter-diffusion between the molten Al weld metal and substrate Fe.In Fig.6a,the layer was characterized as wavy shape similar with the pre-existing interface of the aluminum-coated steel.In the center of the bonding interface,as shown in Fig.6c,the continuous uniform IMC layer with small“saw teeth”is observed.In the weld metal above the interface where there are many cotton-shaped compounds which are identified as some kind of IMC as its EDS analysis average atomic ratio Al88%-Si10%-Fe2%. As shown in Fig.6b,this kind of IMC is gradually formed on the interfacial layer.A small quantity of cotton shaped compound begins to appear on the interfacial IMC layer. The morphology is similar with the one in the original aluminum-coated steel.On the right side of the layer,as shown in Fig.6d and Fig.6e,a little cotton shaped compounds are also observed.

Fig.5 Microstructure of the CMT Al-Fe joint
To better understand the bonding mechanism of Al-Fe joint,the two schematic joining processes are compared to the illustrate interfacial layer formation using the traditional steel without coating and the aluminum-coated steel as shown in Fig.7.For the bare steel,as shown in Fig.7a,the Al welded metal contacts the base steel directly,which would generate intermetallic compound at the interface.At the beginning stage when the temperature was low,the uniform IMC layer was obtained.With temperature increase,large dendrite IMC layer will form at the interface and the thickness will increase.For the aluminum-coated steel,the interfacial layer formation mechanism is considered a decreasing one,while for the bare steel the formation mechanism can be considered an increasing one.It was found that the thickness of the interfacial layer on thecenter is smaller than both sides,which demonstrated the higher temperature zone inhibit the growth of the interfacial layer as shown in Fig.6.As a pre-existing Al-Fe-Si interfacial layer is on the surface of steel as shown in Fig.7b,the layer is influenced by the arc heat in the joining process.At the beginning stage when the arc heat is not significant,the interfacial layer on the coated steel maintains its original morphology,as shown in Fig.7b and demonstrated in Fig.6a,Fig.6d and Fig.6e.With the heat increase,the upper part of the interfacial compounds begins to melt and then the cotton shaped compounds are observed as shown in Fig.7b and proved by Fig.6b. When the temperature reaches its maximum value,the majority of the interfacial compounds melt.The melted IMC dissolved and diffused into the welded metal and solidified into the cotton shaped phase.The remained intermetallic compounds were with“saw teeth”shape and thinner than the original on the aluminum-coated steel.
By choosing aluminum-coated steel in the CMT process,the original thin IMC layer was introduced into the joint.As the heat input in CMT process was low,the pre-existing IMC could inhibit the Al/Fe diffusion.

Fig.6 Microstructure of the Al-steel joint interface
2.4Mechanical properties
In this study,the mechanical performance is examined by the root bend test,which is the way to concentrate the strain in a localized region.As shown in Fig.8,the Al/Fe dissimilar joint did not deteriorate when it was bending from 90°to 180°in the root bend test.It demonstrates that the thinner IMC interfacial layer resists the fracture.
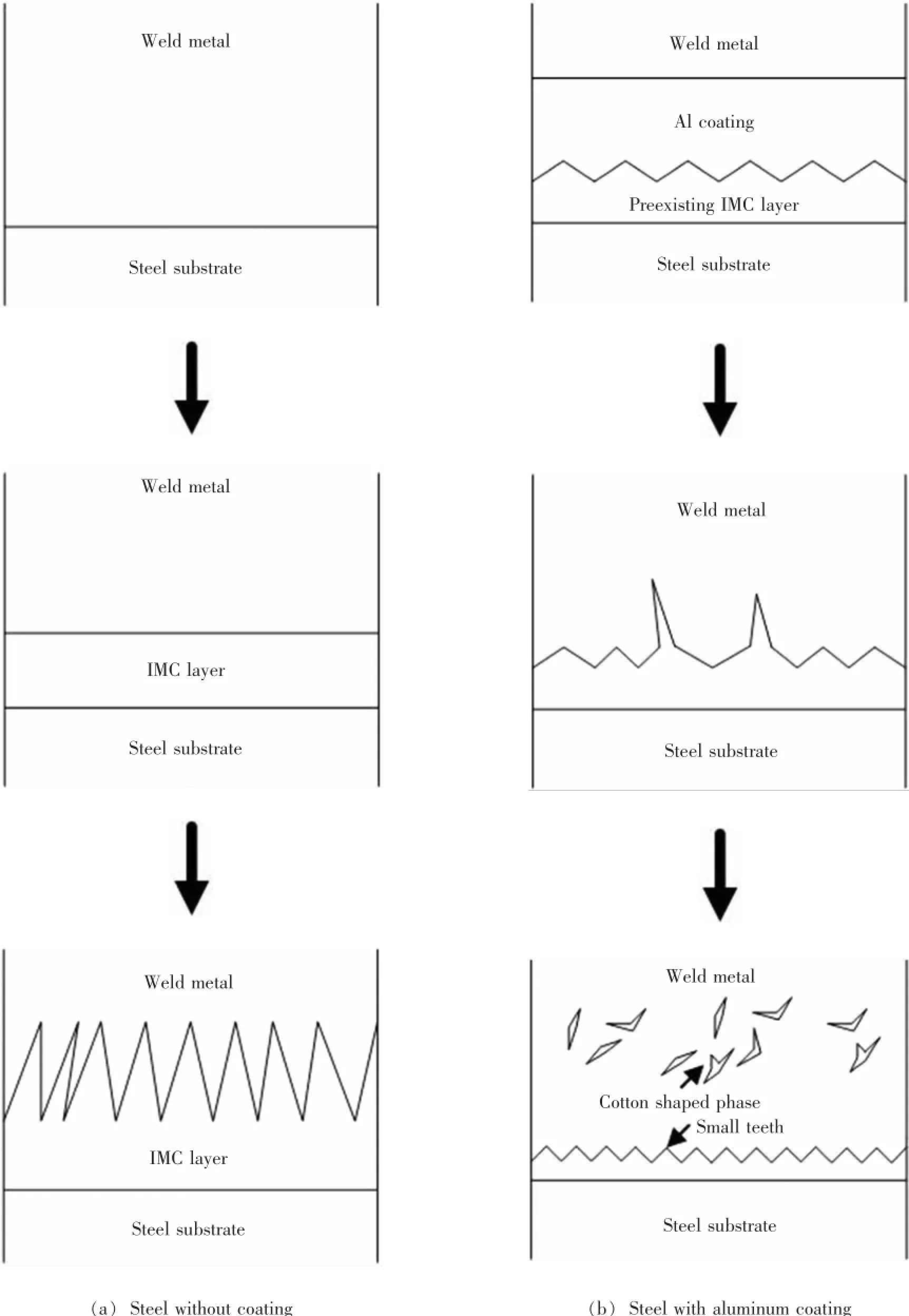
Fig.7 Comparison of the interfacial layer formation mechanism
To further demonstrate the soundness of the joint the tensile shear tests were executed.From Fig.9a,the specimen are fractured on the weld metal near the fusion zone on the aluminum side when the tensile force reached about 1 560 N with fractured cross section 10×10-6m2.Obviously,the joint fractured on the weld metal not on the interfacial layer.This result demonstrated that the interfaciallayer between the Al weld metal and the steel could endure the tensile force before the fracturing of the lap joint.The average ultimate tensile strength of this dissimilar joint is approximately 156 MPa,which is close to Al base material.Fig.9b shows the fracture morphology of the joint. Typical dimples are observed at the fracture surface,which indicates that the fracture mode is ductile failure.

Fig.8 Bend test result of the joint

Fig.9 Fraction position and cross section of the fractured specimen
3 Conclusion
(1)Dissimilar materials,aluminum and aluminumcoated steel,were successfully joined using the cold metal transfer process.Desirable weld beads were obtained without obvious visual defects.
(2)The pre-existing intermetallic compound on the coated steel could inhibit the Al/Fe diffusion.
(3)The average ultimate tensile strength of the dissimilar joint was approximately 156 MPa closet to the Al parent materials.
[1] Sierra G,Peyre P,Beaume F D,et al.Steel to aluminium braze welding by laser process with Al-12Si filler wire.Science and Technology of Welding and Joining,2008,13(5):430-437.
[2] Bouché K,Barbier F,Coulet A.Intermetallic compound layer growth between solid iron and molten aluminium.Materials Science and Engineering:A,1998,249(1):167-175.
[3] Mei S W,Gao M,Yan J,et al.Interface properties and thermodynamic analysis of laser-arc hybrid welded Al/steel joint.Science and Technology of Welding and Joining,2013,18(4):293-300.
[4] Rathod M J,Kutsuna M.Joining of aluminum alloy 5052 and low-carbon steel by laser roll welding.Welding journal,2004,83(1):16s-26s.
[5] Dong H G,Hu W,Duan Y,et al.Dissimilar metal joining of aluminum alloy to galvanized steel with Al-Si,Al-Cu,Al-Si-Cu and Zn-Al filler wires.Journal of Materials Processing Technology,2012,212(2):458-464.
[6] Mathieu A,Shabadi R,Deschamps A,et al.Dissimilar material joining using laser(aluminum to steel using zinc-based filler wire).Optics&Laser Technology,2007,39(3):652 -661.
[7] Zhang H T,Feng J C,He P.Interfacial microstructure and mechanical properties of aluminium-zinc-coated steel joints made by a modified metal inert gas welding-brazing process. Materials Characterization,2007,58(7):588-592.
[8] Choi C Y,Kim D C,Nam D G,et al.A hybrid joining technology for aluminum/zinc coated steels in vehicles.Journal of Materials Science and Technology 2010,26(9):858-864.
[9] Haddadi F,Strong D,Prangnell P B.Effect of zinc coatings on joint properties and interfacial reactions in aluminum to steel ultrasonic spot welding.JOM,2012,64(3):407-413.
[10] Chen S,Huang J,Ma K,et al.Influence of a Ni-foil interlayer on Fe/Al dissimilar joint by laser penetration welding. Material Letters,2012,79(15):296-299.
[11] Iwase T,Sasabe S,Matsumoto T,et al.Dissimilar metal joining between aluminum alloy and hot-dip aluminized steel sheet.Kobelco Technology,2008,28:29-34.
[12] Kim C,Kang M,Park Y.Laser welding of Al-Si coated hot stamping steel.11thInternational Conference on the Mechanical Behavior of Materials(ICM11),2011,10(7):611-624.
[13] Miyazaki K S Y.Joint strength and behaviour of coated aluminium in laser lap welding of steel sheets.Welding International,2012,26(8):601-611.
[14] Nasiri A M,Li L,Kim S H,et al.Microstructure and properties of laser brazed magnesium to coated steel.Welding journal,2011,90(11):211s-219s.
[15] Furukawa K.New CMT arc welding process-welding of steel to aluminum dissimilar metals and welding of super-thin aluminum sheets.Welding international,2006,20(6):440-445.
[16] Lin S B,Song J L,Yang C L,et al.Metallurgical and mechanical investigations of aluminum-steel butt joint made by tungsten inert gas welding-brazing.Science and Technology of Welding and Joining,2009,14(7):636-639.
*This research is supported by the National Natural Science Foundation of China(No.51005101),Jiamusi University Scientific Research Project(L2010-118)and State Key Laboratory of Advanced Welding Production Technology Project(AWJ-M13-04).
**Tian Chunying,Zhou Zhiyuan,Wang Jun,Liao Ping,Li Haitao,Zhuang Minghui and Yang Wenjie,School of Material Science and Engineereing,Jiamusi University,Jiamusi,154007. Wang Jun,Corresponding author,E-mail:wangjtcywkx@126.com

- China Welding的其它文章
- New filler metal systems for the brazing of titanium alloys
- Effect of gallium addition on microstructure and properties of Ag-Cu-Zn-Sn alloys*
- Influence of Mn on wettability and microstructure of low-silver lead-free solders*
- Plastic characterization and performance of SnAgCuBiNi/Cu lead-free BGA solder joints*
- Macrostructures and mechanical properties of ultrasonic-assisted friction stir welding joint of 2024-T3 aluminium alloy
- Influences of acoustic field parameters on welding arc behavior in ultrasonic-MIG welding*