
数控车床总装关键工序的装配技术及精度分析
2015-11-02 11:10高明熙徐小明
组合机床与自动化加工技术 2015年3期
高明熙,徐小明,谭 佳
(大连机床集团工艺研究所,辽守大连 116620)
数控车床总装关键工序的装配技术及精度分析
高明熙,徐小明,谭 佳
(大连机床集团工艺研究所,辽守大连 116620)
研究装配精度,采用有效的装配方法,对保证产品的质量有着十分重要的意义。文章主要介绍了CKA6150数控车床床头箱在整机总装关键工序中的装配工艺技术及精度检验方法,对床头箱与床身的位置精度、冷态精度和热态精度的相互关系、主轴热位移偏差方向等方面进行了分析研究。在数控车床的现场装配过程中,应用这种装配技术,对于保证机床整机精度的可靠性,提高机床生产效率是一种有效的途径。
数控车床;装配技术;精度分析
0 引言
随着科学技术和市场经济的不断发展,对机械产品的质量提出了越来越高的要求。在机床生产过程中,不正确的装配工艺,会导致整机精度的返修,机床精度不稳定,用户使用一段时期后,就会出现加工零件几何精度误差等诸多质量问题。即使及时进行售后维修,也会产生不良的后果,一是用户满意度低;二是影响了制造厂家的信誉。因此,有必要研究机床的装配工艺方法,保证整机精度的稳定可靠,使机床达到规定的加工性能和精度要求。床头箱总装是数控机床整机装配过程中的关键工序,它不仅是机床总装的第一道工序,也是确定床头箱与床身相互位置关系的重要工序,同时也是后序各部件装配的基准。因此,数控车床装配时床头箱总装精度是否准确,将会直接影响其它部件的装配精度和整机的工作精度[1-6]。本文以CKA6150平床身数控车床为例,仅对床头箱部件在整机安装过程中的装配技术及精度检验方法等进行分析研究。
1 床头箱总装过程
1.1 床身精度
将床身用垫铁垫好,按照相应标准中的要求检验床身导轨的精度。
(1)纵向a:导轨在垂直面内的直线度:0.002~0.018。要求只许凸起,目的是补偿导轨的磨损和弹性变形。另外,由于车床导轨前端磨损严重,所以运动曲线的凸起以近床头部位最好。
1.2 总装精度
将床头箱用螺钉固定在床身上,主轴锥孔中插入检验棒,以床身导轨为基准,按照相应标准中的要求验证主轴锥孔中心线对床身导轨的平行度,同时做好误差值的实测记录。
(1)上母线a:-0.02~-0.01/300(冷检确定值,以热检为主,热检时只许向上偏)。
(2)侧母线b:+0.005~+0.012/300(只许向前偏,以热检为主)。
1.3 精度修复方法
以床头箱为基准,根据实际测量的平行度误差,刮研床身上平面和侧面定位墙面。经过检验达到平行度的要求后,将床头箱用螺钉紧固在床身上。刮研面具体见图1,刮研床身实例见图2。
技术要求:
爱克发的环保实践,落地于生产运营的每一个细节,而不单单是产品本身,并且大量的工作属于未雨绸缪,这一点尤为令人敬佩。随着我们采访的逐渐深入,感受也越来越深刻。以无锡工厂为例,其是印艺板块在中国唯一的数码印版生产基地,也是爱克发全球6家工厂中最年轻的一家。
①用涂色法检验,要求接触斑点:8个/25×25面积内。
②结合面紧固前与紧固后用0.04塞尺检验均不得塞入。
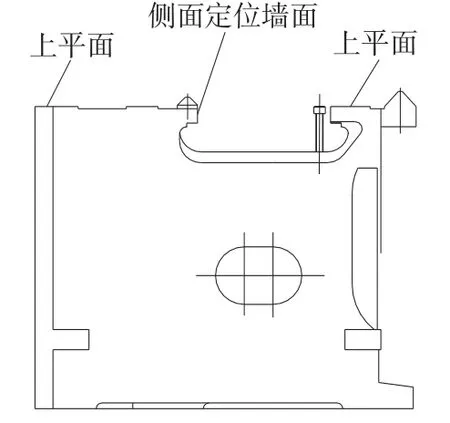
图1 床身各结合面

图2 刮研床身实例
2 精度检验方法
2.1 床身导轨精度检验方法
(1)纵向检验:在水平桥上靠近导轨处,纵向放一水平仪,等距离(近似等于规定的局部误差的测量长度)移动水平桥进行检验。将水平仪的读数依次做好记录,并计算出导轨全长的直线度误差。
(2)横向检验:在水平桥上横向放一水平仪,等距离(移动距离同a项)移动水平桥进行检验。水平仪在全部测量长度上读数的最大代数差值就是导轨的平行度误差,检验床身导轨精度示意图和实例见图3和图4。
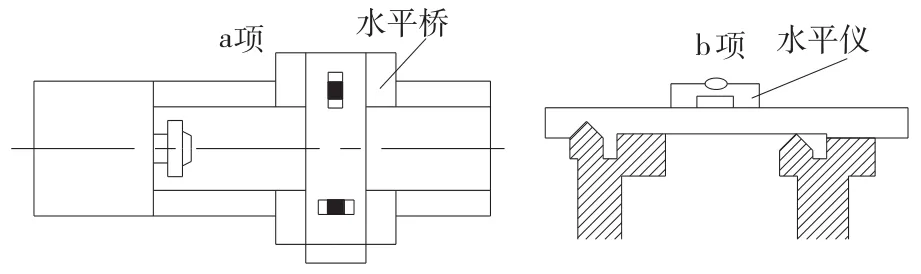
图3 检验床身导轨精度示意图

图4 检验床身导轨精度实例
2.2 主轴的平行精度
将百分表及磁力表座固定在平板胎上,使百分表测头触及检验棒表面,移动平板胎进行检验。将主轴旋转180°,复检一次。a、b项误差分别计算,两次测量结果的代数和之半,就是平行度误差。检验示意图见图5。
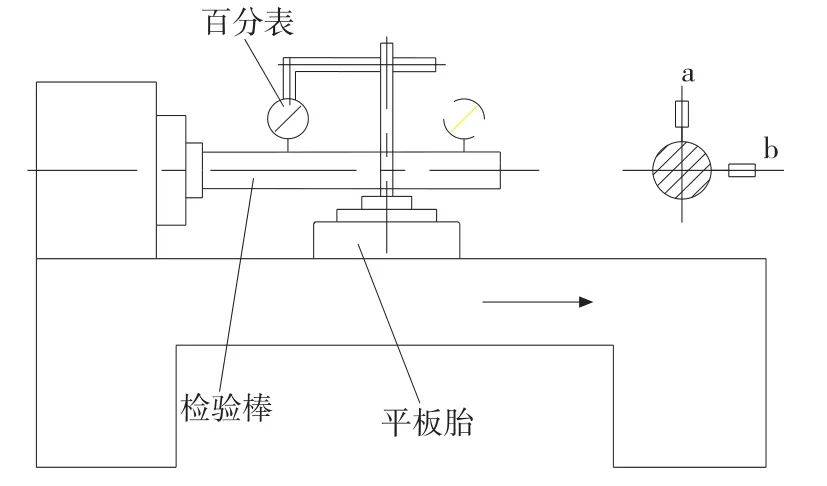
图5 检验床头箱平行度精度示意图
3 精度分析
3.1 床身导轨的精度
由于溜板移动是在床身导轨上进行的,而床身是车床总装时的基础零件,导轨又是车床中主要部件的位置和刀架运动的基准。因此两者构成了车床的基准平面,其他精度的检验就在此基准平面上进行,所以床身导轨无论在加工和装配中都必须检验该项精度,从而保证整机装配基准的准确。
3.2 主轴的平行度
对于主轴平行精度中只许向上偏、向前偏的要求,这是由于该项误差将影响车削外圆时的加工精度。其中,水平面内的平行度误差较垂直面内平行度误差对工件加工精度的影响更大,且成倍地反映在直径上,使工件出现锥形度。误差的方向规定水平面内主轴中心只许向前偏,以抵消切削分力对加工精度的影响,同时保证工件正锥,使工件不易报废;在垂直面内主轴中心线只许向上偏,以补偿由于卡盘和工件的重量引起的变形。
3.3 冷态精度和热态精度的关系
根据以上数控车床床头箱总装的过程及精度要求,在找主轴上母线对床身导轨的平行度时,前面所确定的数值为-0.02~-0.01/300,而国家标准要求主轴上母线对床身导线的平行度为:+0.005~+0.018/ 300(只许向上偏),并且是以热检为主的。在这里有必要研究一下主轴的热位移偏差方向问题。

图6 主轴锥孔中心线热位移偏差方向
+0.03左右。因此,在以上验证主轴精度项:主轴锥孔中心线对床身导轨的平行度上母线精度时,由于机床是处在冷态情况下,所以确定的精度值应当为负值,即主轴中心线为向下偏。这是因为国家标准中要求此项精度为热检精度,其偏差方向是只许向上偏,为保证热检时的精度,就必须考虑主轴热位移的偏差方向和热位移数值,准确地确定冷态情况下的精度值,这样才能保证热检精度的正确,不需要返修。
4 结束语
经过多年的现场生产实践证明,采用这种成熟、有效的装配方法,提高了生产效率和产品质量,保证了数控车床整机精度的稳定性,对于数控车床整机装配具有普遍的指导意义和应用价值。
[1]李凯岭.机械制造技术基础[M].济南:山东科学技术出版社,2005.
[2]全国数控培训网络天津分中心组编.数控机床[M].北京:机械工业出版社,2006.
[3]付承云.数控机床安装调试及维修现场实用技术[M].北京:机械工业出版社,2011.
[4]王廷康.数控机床机械装调工[M].北京:中国劳动社会保障出版社,2011.
[5]谢峰,方伟.零件装配中动态尺寸链的研究[M].组合机床与自动化加工技术,2006(11):69-71.
[6]韩冬,钟诗胜,夏平均,等.面向虚拟装配的工艺卡片动态生成技术的研究[J].组合机床与自动化加工技术,2007(9):76-80.
(编辑 李秀敏)
The Assembly Technology and Precision Analysis of the Key Processes of CNC Lathes Assembly
GAO Ming-xi,XU Xiao-ming,TAN Jia
(Department of Work Process Research,Dalian Machine Tool Group,Dalian Liaoning 116620,China)
Study on the assembly accuracy and adoption of effective assembly methods have great significance on the quality assurance of products.This paper introduces assembly techniques and accuracy tests of CKA6150 CNC lathe’s headstock throughout the critical final assembly process and provides positional accuracy of the headstock to the bed,inter-relationship between hot and cold accuracy,study and analysis on spindle offset deviation resulting from heat.This assembly technique proves that it is an effective and correct method to ensure the reliability of the entire machine’s accuracy and enhance production efficiency during CNC lathe final assembly process on site.
CNC lathe;Assembly techniques;precision analysis
TH162;TG65
A
1001-2265(2015)03-0145-02 DOI:10.13462/j.cnki.mmtamt.2015.03.039
2014-12-04;
2015-01-09
高明熙(1963—),男,辽宁大连人,大连机床集团工程师,研究方向为数控机床产品制造工艺,(E-mail)gaomingkangxi@163.com。
猜你喜欢
现代仪器与医疗(2022年3期)2022-08-12
军民两用技术与产品(2022年3期)2022-06-05
航天返回与遥感(2022年2期)2022-05-12
中老年保健(2021年4期)2021-12-01
百科探秘·航空航天(2021年12期)2021-01-15
装备制造技术(2020年12期)2020-05-22
数学大王·中高年级(2020年4期)2020-04-19
制造技术与机床(2019年7期)2019-07-22
组合机床与自动化加工技术(2017年5期)2017-05-25
中国卫生质量管理(2015年2期)2015-12-01
