
非典型结构的五轴数控放电高效铣机床CAM后处理
2015-11-03 07:11卢高峰
电加工与模具 2015年1期
卢高峰
(苏州电加工机床研究所有限公司,江苏苏州215011)
非典型结构的五轴数控放电高效铣机床CAM后处理
卢高峰
(苏州电加工机床研究所有限公司,江苏苏州215011)
以具有A、B转轴特殊结构的五轴数控放电高效铣机床为对象,通过分析机床运动关系和坐标系统,给出刀位轨迹转换成机床正确坐标的算法,并用计算机高级语言实现后置处理软件。
高效铣;后置处理;算法
数控机床的各种运动都是执行特定的数控指令的结果,这一系列的数控指令被称为数控程序。随着现代加工技术的不断发展,各种五轴数控机床应运而生。五轴数控机床是加工复杂零件的现代化工具,对于复杂零件的加工编程往往需借助一些编程软件的CAD及CAM模块来完成。
UG软件是目前国内外应用最广泛的大型CAD/CAE/CAM集成化软件之一。运用该软件,将CAD设计的模型通过CAM模块计算产生刀位轨迹,生成刀位源文件(cutter lacation source file,CLSF)。CLSF中给出的是在加工坐标系中刀具的位置数据,包括刀尖点及刀轴矢量方向。在CAM模块中,为了简化编程,假定一个加工坐标系MCS,并假设工件固定不动,不管机床的运动关系和数控指令,产生一个刀尖点(X、Y、Z)三维坐标及刀轴方向矢量在X、Y、Z轴上的方向矢量分量,依次为I、J、 K,从而成为刀位源文件每一完整行的6个数据。CLSF不能作为数控程序,这是因为MCS与机床坐标系不一定重合;且五轴机床的结构各异,旋转轴有可能是刀具的摆动轴,也有可能是工件的转动轴。CLSF中表示方向矢量的I、J、K数据都是相对于刀具定义的,CLSF只有经过后置处理才能成为特定五轴机床的数控程序。
由于加工零件的复杂性和加工机床种类的多样性,五轴数控机床多样化的结构是其发展的必然趋势。对于不同结构的五轴数控机床,由于运动关系不同,其后处理也不同。对于典型的加工中心结构五轴数控机床的后处理,可通过UG软件自带的后处理构造器(Post Builder)正确设置机床运动关系及配置的数控系统来生成后处理软件;而对于非典型结构的五轴数控机床,则用计算机高级语言直接处理加工零件的刀位源文件,更显得灵活方便。
本文以自行研制的五轴数控电火花高效铣床为对象,尝试用Borland C++对某型飞机发动机的整体叶盘UG刀位源文件做后处理程序。
根据ISO的规定,数控机床采用右手直角坐标系。其中,平行于主轴的坐标轴为Z轴,绕X、Y、Z轴旋转的坐标轴分别为A、B、C轴。上述坐标的运动可由工作台或刀具的运动来实现,且方向均以刀具相对于工件的运动方向来定义。通常,五轴联动是指X、Y、Z、A、B、C轴中任意5个坐标的线性插补。本机床的运动关系为X、Y、Z、A、B的五轴联动(图1)。其中,B轴为主轴(Z轴)的摆动,范围为-45°~45°;A轴可在0~360°连续正反转。由于电火花高效铣所用的刀具为中空电极,加工时电极损耗很快,为减少电极更换次数,将Z轴行程设计得较长并安装在B轴转台上,该结构是高效铣工艺所要求的。
典型结构五轴数控机床的旋转轴都安装在X、Y、Z轴上,旋转轴的旋转不会影响直线轴,而本机床B轴旋转,使Z轴不垂直于X、Y轴;典型结构五轴数控机床的摆头结构其摆长是不变的,而本机床B轴摆头结构的摆长是可变的。因此,将本机床称为非典型结构的五轴机床。

图1 非典型结构的五轴机床示意图
做五轴后处理,首先要分清哪个旋转轴是第五轴?哪个旋转轴是第四轴?因为五轴机床有依赖轴和非依赖轴之分。当另一个轴旋转时,这个轴不改变旋转方向和平面,即为非依赖轴,也就是第四轴;当另一个轴旋转时,这个轴改变旋转方向和平面,即为依赖轴,也就是第五轴。做五轴后处理坐标换算的顺序是:先把MCS换算到第四轴坐标;再把第四轴坐标换算到机床坐标系。如果两个旋转轴,一个是摆头,另一个是转台,则摆头的轴永远是第四轴。由此可见,本文研究的机床对象,B轴为第四轴,A轴为第五轴。
后置处理中的运动求解,主要包括转动角度计算和经过转动后X、Y、Z的求解,主要遵循旋转坐标转动后的刀具刀尖点相对于工件位置的保持。
A轴旋转是通过工作台(工件)旋转实现的,根据刀具与工件的相对运动,A轴方向与刀具方向相反,A轴旋转角度可由式(1)计算得到:

A轴旋转前,刀具刀尖点的坐标为(Y、Z);A轴旋转后,为了使刀具刀尖点与工件的相对位置保持不变,刀尖点应跟动到(y、z),且(y、z)的坐标可由式(2)、式(3)计算得到:

B轴旋转是通过刀具旋转实现的,B轴方向与刀具方向相同,B轴旋转角度可由式(4)计算得到:

B轴旋转后,为了使刀具刀尖点与工件的相对位置保持不变,刀尖点应由(X、z)运动到(x、z′),且(x、z′)的坐标可由式(5)、式(6)计算得到:

式中:L为A轴与B轴的中心距。
此外,后置处理过程原则上是对刀位源文件的解释执行。每读出刀位源文件中一个完整的记录行,就根据所选机床进行坐标转换,并根据所选数控系统进行格式转换,生成一个完整的数控程序段,写入程序文件中,直到刀位源文件结束。图2是后置处理软件的流程。
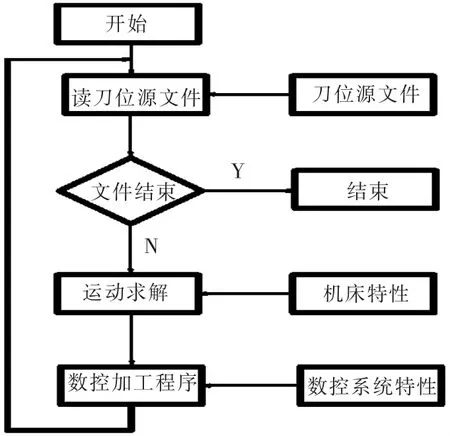
图2 后置处理软件流程
在自主研发的五轴联动电火花数控铣床上,把UG刀位源文件中的数据准确转换成X、Y、Z、A、B机床坐标,已成功应用于国内骨干航空企业的多个飞机发动机关键零件的加工中。实践证明,开发的后置处理软件是有效且可靠的。
CAM Post Processing of 5_axisw ith Non-typical Structure CNC High Efficent ED-m illing M achine Tools
Lu Gaofeng
(Suzhou Electromachining Machine Tool Research Institute Co.,Ltd,Suzhou 215011,China)
This paper focuses on 5_axis CNC high efficent ED-millingmachine toolswith A-table and B-head special structure.Analyzing kinectic relation and coordination system ofmachine tools,the algorithm of cutter location trail being inverted to machining coordination is achieved,and post processing software by computer advanced language is developed.
high efficent ED-milling;post processing;algorithm
TG661
B
1009-279X(2015)01-0061-02
2014-11-05
国家科技重大专项课题资助(2014ZX04001061)
卢高峰,男,1964年生,工程师。
猜你喜欢
CHINA TODAY(2022年4期)2022-11-22
小哥白尼(野生动物)(2021年5期)2021-08-30
制造技术与机床(2019年12期)2020-01-06
安徽电子信息职业技术学院学报(2019年3期)2019-07-04
制造技术与机床(2019年6期)2019-06-25
农机化研究(2019年8期)2019-05-27
制造技术与机床(2018年11期)2018-11-23
解放军健康(2017年5期)2017-08-01
环境科技(2016年4期)2016-11-08
现代工业经济和信息化(2016年4期)2016-05-17
