
特种复合加工数控系统硬件模块运行状态监测*
2015-11-04 09:30潘海鸿张秋杰叶文海
组合机床与自动化加工技术 2015年7期
潘海鸿,张秋杰,叶文海,陈 琳
(广西大学机械工程学院,南宁 530004)
特种复合加工数控系统硬件模块运行状态监测*
潘海鸿,张秋杰,叶文海,陈 琳
(广西大学机械工程学院,南宁 530004)
为解决对自主开发的龙门式钣金刻铣与激光切割复合加工中心开放式数控系统复杂运行状态监测问题,提出采用离散方式对影响系统运行的模块间通讯状态及系统关键特征信号进行监测。根据PLC与多轴运动控制器之间半双工通讯特点,提出设计两次“握手”方式实现它们间的串口通讯。通过实验验证了串行通讯方法的可行性,结果表明上位机能够实现对系统运行状态监测,即实现及时监测模块间通讯状态及系统关键特征信号,一定程度提高了系统的安全性。
特种复合加工中心;关键特征信号;状态监测
0 引言
智能化、开放化是未来数控系统的发展趋势[1]。状态监测是实现数控机床智能化的一项重要内容,对状态监测获得信息的正确使用和分析是现代数控系统监控的重要任务[2]。开放式数控系统具有多模块硬件结构,各硬件模块运行状态成为数控系统能否正常工作运行的关键因素,因此必须实时监测各模块运行状态[3-5]。目前,国外高档数控系统大都配备独立的监测和诊断系统,对客户端软硬件要求较高,一定程度上增加了成本[6]。国内具有状态监测功能的商用数控系统较少,国外产品占据着主要市场[7]。
针对自主研发的龙门式钣金刻铣与激光切割复合加工中心开放式数控系统,研究如何实现状态监测功能,即监测模块间的通讯状态和系统关键特征信号,并制定急停安全处理流程,最终实现整个系统的安全运行。
1 系统硬件架构
自主研发的龙门式钣金刻铣与激光切割特种复合加工中心开放式数控系统采用“PC+多轴运动控制器+外挂PLC结构”,其硬件架构见图1。
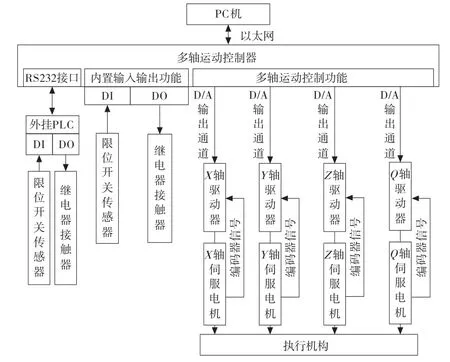
图1 特种复合加工中心数控系统硬件结构
其中上位机(PC)处理用户操作消息及显示人机界面;多轴运动控制器完成多轴协同控制、运动插补及轨迹规划等任务;外挂PLC通过PC-PPI串行总线与多轴运动控制器通讯[8],完成自动换刀和辅助功能。
2 系统状态监测
状态监测直观的反映系统状态,主要监测设备或零部件在其运行过程中的运转状态。根据监测对象特点,分为离散监测和连续监测[9]。离散监测,主要对设备运行过程中的离散变量进行监测,包括二进制的I/O信号、模块之间的控制信息及通讯信号;连续监测,主要监测设备运行或其加工过程状态中的连续变量。包括加工过程中传感器获取的刀具及工件几何数据等。由于自主研发的柔性钣金与激光切割特种复合加工中心系统运行状态复杂,采用离散监测的方式对各模块通讯状态及关键特征信号进行监测,确保系统正常运行。
2.1 模块间通讯状态监测
自主研发的数控系统由图1可知主要由3个(PC+多轴运动控制器+外挂PLC)既相对独立又相互联系的模块组成。不同模块间通讯异常是系统故障的表现形式之一,设计如图2所示的模块间通讯状态监控流程。其中PLC应答信号为PLC收到多轴运动控制器通讯校验信号后反馈到多轴运动控制器I/O的标志;由于PLC与多轴运动控制器通讯之间为半双工通讯方式,不能同时收发信息[10]。因此提出两次“握手”的方式实现多轴运动控制器与PLC之间通讯功能(第一次“握手”实现系统对多轴运动控制器收发信息功能、PLC接收信息功能的确认。第二次“握手”实现系统对PLC发送信息功能的确认);当上位机与多轴运动控制器连接失败次数超过3次,则系统发出报警信息并进行异常处理,即提示用户进行故障处理并记录报警信息,暂停系统功能,停止各轴及激光动作。
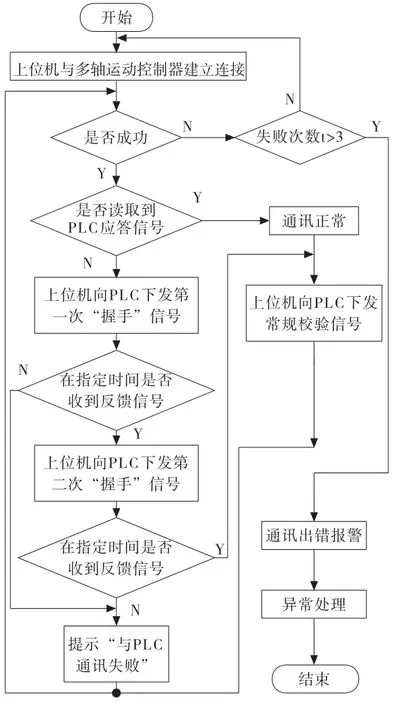
图2 多轴运动控制器与PLC建立通讯流程图
2.2 系统关键特征信号监测
机床在运行过程中产生多种不同信号,包括数控系统数字控制信号以及机械辅助定位机构运行状态开关传感器信号和一般I/O信号等。这些信号均以数字量形式出现,直接关系到机床加工过程的正常运行及加工零件的质量。将明显反映系统运行状态变化的信号[9]称为系统关键特征信号。
针对自主研发的钣金刻铣与激光切割特种复合加工中心开放式数控系统,其需要监测的关键特征信号如表1所示。上位机通过调用运动控制器提供的API函数读取控制器内部对应表1中的状态标志位信息,并将获取的状态信息显示于上位机的系统关键特征信号监测表(如图3)中,深色代表有信号状态,浅色则无。

表1 特种复合加工中心关键特征信号表

图3 系统关键特征信号监测表
3 急停安全处理流程
急停功能是数控控制系统的重要组成部分,用于紧急情况下关断所有轴运动及控制电路电源从而快速停止设备运行,保护人身和设备安全[10]。 针对特种钣金刻铣与激光切割复合加工中心系统设计急停处理流程,包括电气部分“硬急停”和软件程序部分“软急停”。其中电气部分不再赘述,“软急停”流程如图4,其中多轴运动控制器内部提供用户可自定义的BOOL型变量(bit位)标志当前系统运行状态。急停处理程序写入到多轴运动控制器中,扫描周期为1ms,该程序在数控系统上位机程序启动时开始循环执行,直到整个数控系统安全关闭。
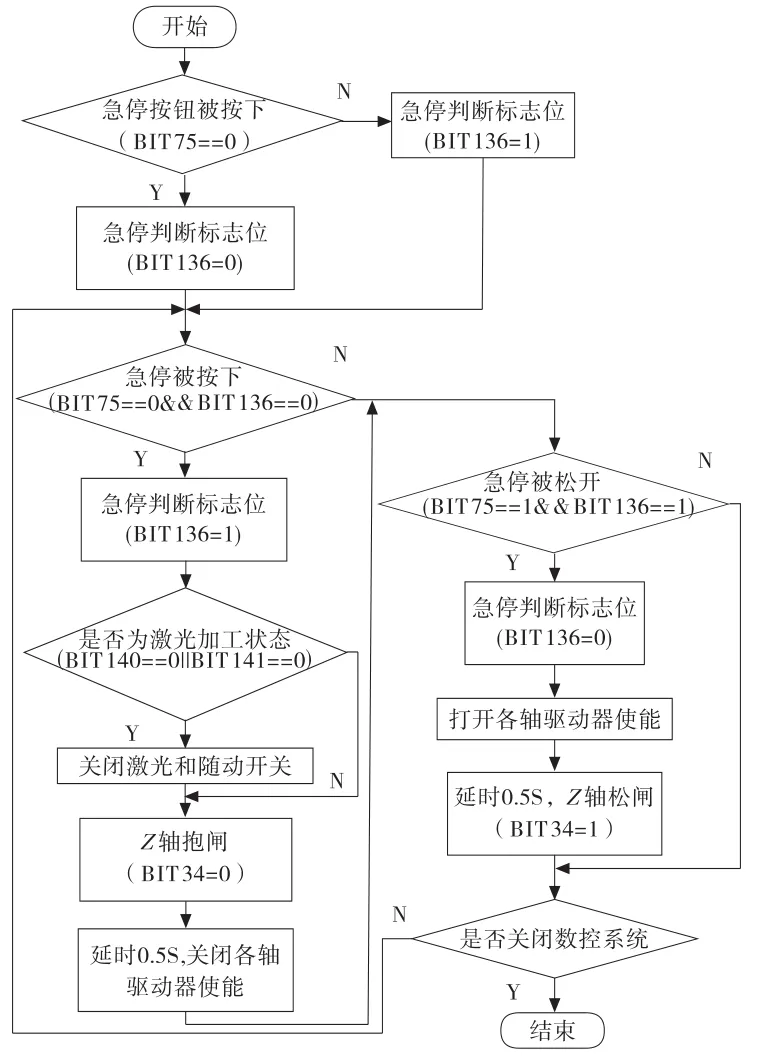
图4 急停输入响应流程图
4 结论
针对自主研发的特种复合加工中心开放式数控系统模块化结构特点,通过两次“握手”的方式实现多轴运动控制器模块与外挂PLC模块[参考文献]
之间通讯功能。采用对各模块通讯状态和机床关键状态信息监测的方法,使系统及时获取机床运行状态并作出提示,以便采取针对性措施防止故障发生。同时增加了系统急停功能,令设备运行的安全性得以提高。应用于自主研发数控系统验证了该监测方法的可行性,且对同类开放式数控系统的状态检测功能实现具有一定参考和借鉴意义。
[1]杨占玺,韩秋实.智能数控系统发展现状及其关键技术[J].制造技术与机床,2008(12):63-66.
[2]吴曙辉,张铭钧.数控线切割贮丝筒换向监控技术研究[J].哈尔滨工程大学学报,2003,24(1):79-83.
[3]赵中敏,文西芹,张海涛.柔性制造系统(FMS)状态监控与故障诊断系统的实现技术[J].制造技术与机床,2010(8):80-83.
[4]储晓承.开放式CNC机床加工过程状态监测技术研究[D].南京:南京航空航天大学,2011.
[5]石荣波.基于状态监测的高档数控机床智能保障系统研究[J].自动化与仪器仪表,2011(5):23-25.
[6]杜柳青,余永维,袁冬梅.基于OPC数据的数控机床精度状态实时测评方法[J].组合机床与自动化加工技术,2014(6):46-50.
[7]苏宪利,郑一麟.基于WEB的数控机床监控系统的设计与实现[J].组合机床与自动化加工技术,2013(6):58-61.
[8]陈琳,刘超,张秋杰,等.特种复合加工中心盘式刀库自动换刀控制系统研究[J].组合机床与自动化加工技术,2014(6):73-75.
[9]张侠.开放式数控系统数据通讯管理与状态监测技术研究[D].天津:天津大学,2008.
[10]王珊珊,李晨,陈丁.矿用通信控制系统急停系统的设计与实现[J].自动化仪表,2011,32(4):32-35.
(编辑 李秀敏)
The Special Composite M achining CNC System Hardware M odules Status M onitoring
PAN Hai-hong,ZHANG Qiu-jie,YEWen-hai,CHEN Lin
(College of Mechanical Engineering,Guangxi University,Nanning 530004,China)
In order tomonitor complex running status for open CNC system of the self-developed planer-type sheet and laser cutting compound machining center,a discrete way was proposed to monitor traffic status of each module and key characteristic signalwhich affect system operation.A two"handshake"way was proposed to achieve the serial communication between multi-axismotion controller module and PLC module,which is according to the half-duplex communication feature of the twomodules.An experimentwas carried to verify the feasibility of serial communicationmethod.The results show that the upper computer canmonitor the running statuses of this system.These methods can improve the safety of this open CNC system at some extent.
special compound machining center;key characteristic signal;statusmonitoring
TH165;TG659
A
1001-2265(2015)07-0104-02 DOI:10.13462/j.cnki.mmtamt.2015.07.028
2014-10-05;
2014-11-12
国家自然科学基金(51465005);南宁市科技攻关(20141018)
潘海鸿(1966-),男,壮族,广西武鸣人,广西大学教授,博士生导师,博士,研究方向为数控技术,机器人控制技术,(E-mail)hustphh@ 163.com;通讯作者:陈琳(1973-),女,山东青岛人,广西大学教授,研究方向为数控技术、数字信号检测与处理、伺服电机控制,(E-mail)gxdxcl@163.com。
猜你喜欢
茶叶通讯(2022年2期)2022-11-15
茶叶通讯(2022年3期)2022-11-11
机械研究与应用(2022年4期)2022-09-15
煤气与热力(2021年12期)2022-01-19
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
语文世界(初中版)(2014年6期)2014-10-14
筑路机械与施工机械化(2014年4期)2014-03-01
