基于力士乐系统的三鼓成型机改造
2015-11-18 05:24任银录
橡塑技术与装备 2015年19期
任银录
(上海新时达传动技术有限公司,上海 201802)
基于力士乐系统的三鼓成型机改造
任银录
(上海新时达传动技术有限公司,上海 201802)
三鼓一次法成型机是橡胶制品加工过程的基本型设备之一。本文提到的成型机系统是天津赛象公司20世纪90年代的产品,所用控制系统为力士乐BTV20工控机及MTC200控制系统,伺服驱动器采用EcoDrive产品,远程IO站采用的力士乐INTERBUS系列产品,而这些产品已经老化、故障率高并且没有备件或者是天价备件,已经严重影响到生产效率;通过升级落后淘汰的产品,解决了原有系统存在的一系列问题,比如故障率高、不易维护、维护成本高、生产效率低下等,极大的降低了客户的成本,产生了不错的经济效益。
成型机;力士乐;橡胶轮胎;三鼓一次法;BTV20
三鼓一次法成型机是橡胶制品加工过程的基本型设备之一[1]。本次升级的三鼓一次法成型机是天津赛象公司20世纪90年代末的产品,这款成型机电气系统的特点在于系统运行稳定,但线路不规范,给故障查寻带来困难,PLC程序相对简单,容易掌握。伺服系统相互独立,故障易于排查。本成型机系统迄今已有十多年的历史了,很多电气部件老化损坏,故障率极高,再加上力士乐BTV20产品自身的一体特点造成巨额的维护成本,以至于产品的成本居高不下;在现代社会激烈的竞争环境下,必须加以改造以提高生产效率,提高产品质量,降低产品成本,进而增强企业的竞争力。
1 原系统简介
本成型机所用控制系统为力士乐BTV20工控机及MTC200系统,伺服驱动器采用Ecodrive产品,远程IO站采用的力士乐Inter BUS系列产品。BTV20系统主要的特点在于其集屏显示与CPU板卡于一体,配有独立板卡插槽,根据需要可以灵活配置。该条线控制核心已经用了十多年,老化比较严重,故障率较高,而且此类产品已经停产,无同类可替代产品,或者备件费用极高,故急需一个新的替代方案解决此问题。
2 新系统设计
该成型机新控制系统仍然基于力士乐系统,具体方案如图1所示。
(1)取消原有的主机及副机侧的BTV20工控机及MTC200控制系统,设备选用力士乐最新一代运动控制器MLC及第3方工控机。
(2)取消原有的RECO12.2系列的IO装置,设备均选用菲尼克斯Inline系列的IO装置,采用Profibus接口方式。
(3)保留全部EcoDrive DKC02.3系列驱动器及MKD系列电机,另行订购驱动器固化软件FWA-ECODR3-SGP-03Vxx。
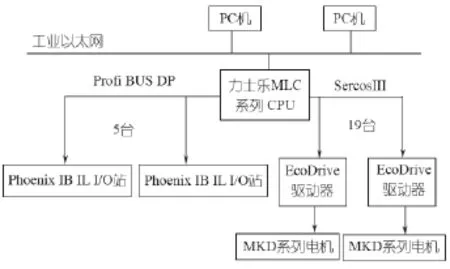
图1 新系统配置结构图
该方案的优点有:
(1)原有系统的MKD电机及EcoDrive驱动器得以保留,降低的改造成本。
(2)原有系统远程站改为菲尼克斯Inline模块,增加了远程站的稳定性并降低了维护成本。
(3)原有的力士乐工控机改为通用的国内工控机,有效的降低了维护成本。
(4)原有MTC200系统改为了新一代的MLC系统,增加了系统易维护性的同时降低了成本。
(5)该方案改造停机时间短,一般在7天左右,极大地降低了改造成本。
(6)该方案利用了力士乐成熟的产品及方案,降低了改造的风险。
2.1下位机系统设计
本下位机系统设计选用力士乐Intraworks软件,所有的控制包括逻辑控制和运动控制,都在同一软件平台,极大地方便了使用维护,同时降低了维护的压力。
此下位机系统设计主要包括以下几个部分
(1)Profi BUS DP远程站的硬件组态及通讯设置
硬件组态之前首先进行硬件配置文件的导入,然后再插入相应的硬件,并配置对应的硬件地址,通讯设置上设置每个远程站的DP地址,统一的波特率设置为1.5 Mbps。
(2)SercosIII驱动器站的硬件组态及通讯设置。
SercosIII通讯硬件上插入相应的19台驱动器,然后设置SercosIII的通讯速率4 Mbps,然后重新上电就可通讯上了。
(3)逻辑控制部分的编程
逻辑部分包括辅助逻辑及主要步序逻辑,它通过SFC实现步序的控制。
(4)运动控制部分的编程。
运动控制部分运用力士乐的运动控制指令实现定长、同步、点动等各种运动控制需求。
2.2上位机系统设计
本上位机系统设计选用力士乐Winstudio软件,本软件提供丰富又完善的人机界面平台,该系统包括主界面、手动操作界面、过程诊断界面、配方操作界面、故障报警界面。
(1)主界面功能包括主机侧和辅机侧的步序显示与切换、故障快捷显示栏、系统运行状态显示,可以指示正在执行的步序以及自动手动状态,实时的故障信息。
(2)手动操作功能包括主机侧和辅机侧各单元的手动操作,这个功能主要是在人可控的操作下实现设备和规格工艺的精确调整,以为自动运行做准备。
(3)过程诊断功能包括主机侧和辅机侧每一步的故障诊断画面,可以很清晰方面的查出不执行的步问题在哪里,便于工人自助解决一下问题,提高了效率。
(4)配方操作功能包括配方的建立,调用下载,删除,修改等操作,可以为每个规格建立配方,提高了设备的再使用效率。
(5)故障报警功能包括急停故障、驱动马达单元故障、拉绳故障等,可以很精确的定位所产生的故障,以最有效率的方式处理故障,极大地节约了生产时间的浪费。
2.3现场施工方案设计
本施工方案包括以下部分:
(1)现场新系统的原理图纸,就是根据新系统元件的电气特性设计原理图。
(2)现场接线表,就是根据新老系统的接线特性寻找联系,以最简单的方式最有效率的方式设计接线表。
(3)现场施工调试计划表,就是在规定的七天时间内计划每天的工作内容,以最合理最有成效的时间安排完成这台设备的施工调试。
3 改造效果
本系统通过用现代流行的电气控制元件替换原来落后淘汰电气控制元件,并利用力士乐运动控制器实现了系统需要的控制精度,并为系统未来的维护带来了很大的方便,降低了维护成本,间接地提高了生产效率,提高了企业的经济效益。
本次升级改造在7天的时间内高效的完成了升级任务,节省客户的停机时间,改造后系统至今运行良好。
[1] 巫静安. 压延成型与制品应用[D]. 北京:化学工业出版社,2003.
[2] 力士乐系统手册.
[3] Ecodrive03系列DKC驱动器故障排查手册.
[4] IndraLogic软件使用手册.
[5] WinStudio使用手册.
Transformation of three drum building machine based on Rexroth system
TQ330.46
1009-797X(2015)19-0044-02
B
10.13520/j.cnki.rpte.2015.19.012
任银录(1980-),男,硕士研究生,毕业于西华大学电力电子与电力传动专业,主要从事橡胶轮胎行业电气设计方面工作。
2015-02-03
猜你喜欢
铁道通信信号(2020年12期)2020-03-29
铁道通信信号(2019年2期)2019-03-26
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2018年9期)2018-09-19
汽车之友(2018年15期)2018-08-14
中国铸造装备与技术(2017年3期)2017-06-21
制造业自动化(2017年2期)2017-03-20
山东工业技术(2016年15期)2016-12-01
中国交通信息化(2015年1期)2015-06-05
中国交通信息化(2014年6期)2014-06-05