
2014年国家监督抽查质量情况
2015-11-30 07:15王力光
中国建筑金属结构·上半月 2015年7期
王力光


一、抽查质量情况
2014年第四批国家监督抽查采暖散热器产品,对北京、天津、河北、河南、内蒙古、辽宁、吉林、浙江、山东、山西、甘肃11个省、直辖市、自治区90家企业生产的89个产品进行了抽样检验,河北省任丘市德盛荣采暖设备厂拒检。检验合格产品76个,不合格产品14个,产品合格率为84.4%,与2013年的69.6合格率相比有较大提高。本次抽查大中企业合格率分别为100%、87.5%,抽查的小型企业49家,占本次抽查企业总数的54%,而抽查合格率仅为77.6%,低于平均合格率。今年监督抽查检测不合格项目及其产生的主要原因和2013年类同。
二、管螺纹的分类及应用
多年来主要不合格项目集中于螺纹精度、散热量、组装式散热器的同侧面进出口中心距及复合散热器的胀接质量,从监督抽查检测项目统计表结果可以看出,不合格项目中螺纹质量所占比率最大,无论是大企业还是小企业,螺纹质量不合格问题在采暖散热器产品中都比较多,散热器螺纹孔精度不合格主要表现是:用螺纹检测规检测时通规不通或止规不止,使用时螺纹起不到应有的作用,以致产生螺纹连接处发生滴漏跑水事故。今天在这里我主要介绍一些与管螺纹相关的一些技术问题。在采暖散热器和供暖系统连接及组装时,使用的螺纹基本都是管螺纹,涉及螺纹的标准有GB/T 7306.1-2000《55°密封管螺纹第1部分:圆柱内螺纹与圆锥外螺纹》、GB/T 7307-2001《55°非密封管螺纹管螺纹 非螺纹密封的管螺纹》和JG/T 6-1999 《采暖散热器系列参数、螺纹及配件》(该标准部分技术指标已过期)。
大家都知道,采暖散热器上使用的管螺纹是位于管壁上用于连接的螺纹,有55°非密封管螺纹和55°密封管螺纹,主要用来进行管道的连接,使其内外螺纹的配合紧密,而且有直管和锥管两种。
常见的管螺纹主要包括以下几种:NPT、PT、G等。
NPT是——National(American)Pipe Thread的缩写,属于美国标准的60度锥管螺纹,用于北美地区,国标查阅GB/T12716-1991。
PT是——Pipe Thread 的缩写,是55度密封圆椎管螺纹,属于惠氏螺纹家族,多用于欧洲及英联邦国家,常用于水及煤气管行业,锥度1:16,国标查阅GB/T7306—2000。国内叫法为ZG.。
G是55度非螺纹密封管螺纹,也是属惠氏螺纹家族。标记为G代表圆柱螺纹。国标查阅GB/T7307-2001。
公制螺纹与英制螺纹的区别:公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示;公制螺纹是60°等边牙型,英制螺纹是等腰55°牙型,美制螺纹为等腰60°牙型。
目前,英制管螺纹已被北美洲以外的国家所普遍接受,广泛的应用于国际贸易中。
英制密封管螺纹有两种配合方式,“柱/锥”和“锥/锥”(GB/T 7306.1标准和GB/T 7306.2标准)。两种英制密封管螺纹使用不同的螺纹环规(圆柱螺纹环规和圆锥螺纹环规)和螺纹塞规(基准平面的位置不同,两者基准平面相距半牙)。欧洲国家主要采用“柱/锥”配合螺纹;而欧洲以外国家则主要采用“锥/锥”配合螺纹.同一个密封管螺纹件,欧洲国家检验合格的管螺纹,欧洲以外国家检验则可能不合格。国际贸易中一定要注意这种差异否则可能出现废品。2000年以后,ISO的英制密封管螺纹标准及其量规标准是按“柱/锥”配合体系设计的,[目前的ISO英制密封管螺纹量规标准(ISO 7-2:2000)是按“柱/锥”配合体系设计的] 。我们国家也修订了英制密封管螺纹国家标准,将原来的一个螺纹标准变为两个螺纹标准。锥/锥配合:完成全锥面的密封比较困难,往往已经拧得很紧,却仍然有泄漏。但是一旦实现密封就不会轻易被破坏,适用于高压动载。柱/锥配合:有密封能力,被大量用于低压静载的场合,如水、煤气管。以此提示设计者要注意两种配合螺纹的不同且请正确选用。
密封管螺纹具有机械连接和密封两大功能;而非密封管螺纹仅有机械连接一种功能,所以密封管螺纹的精度要求严于非密封管螺纹的精度。有些人看到非密封管螺纹的中径公差为密封管螺纹中径公差的一半,认为非密封管螺纹的精度高于密封管螺纹的精度,这种观点是不正确的,密封管螺纹对牙型精度有要求.其大径,中径和小径的公差是相同的;其牙侧角和螺距误差对密封性能有较大影响,而非密封管螺纹对牙型精度基本没有要求,其顶径公差大于中径公差;其底径没有公差要求;另外,有些人认为可以用非密封圆柱内螺纹与密封圆柱外螺纹组成配合,这种观点也是错误的。这样做就等于放松了密封内螺纹的精度要求,管螺纹的密封就可能出问题,下面分别对密封管螺纹和非密封管螺纹做一些介绍。
1.密封管螺纹(R)
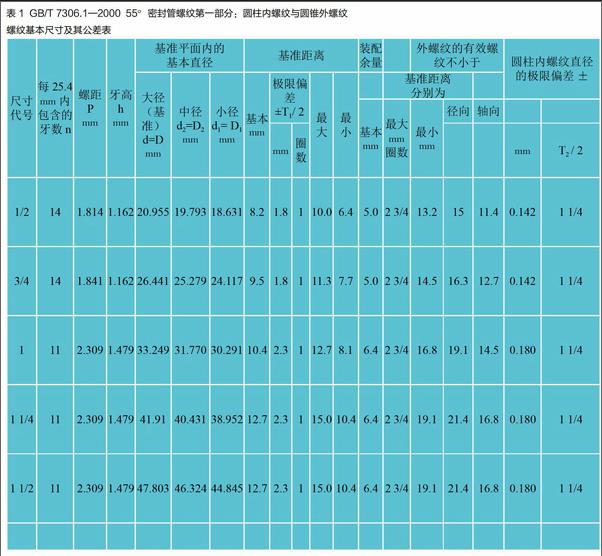
密封管螺纹具有机械连接和密封两大功能。圆柱内螺纹/圆锥外螺纹,密封机率高,用于低压静载,水、煤气管多为此种配合方式。使用中要在螺纹副内加入密封填料如生胶带等。由于密封管螺纹的加工精度,装配与检测,使用场合等技术的不同,目前的管螺纹标准无法保证所有的符合标准规定的螺纹件都能实现密封。 GB/T 7306.2标准圆锥内螺纹/圆锥外螺纹,密封机率低,但不易被破坏,可用于高压,承受冲击载荷的场合。JG 148《钢管散热器》产品标准和一些企业产品标准的螺纹技术要求采用了GB/T 7306.1标准,其螺纹加工精度要求相对GB/T 7307标准多一些。
英制密封管螺纹的基本尺寸及其公差见表1。
配合方式:
英制密封管螺纹有两种配合方式:圆柱内螺纹与圆锥外螺纹组成“柱/锥”配合;圆锥内螺纹与圆锥外螺纹组成“锥/锥”配合。
欧洲国家主要采用“柱/锥”配合螺纹;而欧洲以外国家则主要采用“锥/锥”配合螺纹。
螺纹标记:
英制密封管螺纹的完整标记由螺纹特征代号、螺纹尺寸代号和旋向代号组成。
英制密封圆柱内螺纹的特征代号为:RP;
英制密封圆锥内螺纹的特征代号为:RC;
英制密封圆锥外螺纹的特征代号为:R1(与英制密封圆柱内螺纹配合使用); R2(与英制密封圆锥内螺纹配合使用);
左旋螺纹的旋向代号为LH;右旋螺纹的旋向代号省略不标。
对密封管螺纹,利用RP/R1,RC/R2分别表示“柱/锥”和“锥/锥”螺纹副。
例示:
尺寸代号为3/4的右旋圆柱内螺纹:Rp 3/4
尺寸代号为1的右旋圆锥外螺纹:R1 1
尺寸代号为3/4的左旋圆柱内螺纹:Rp 3/4LH
尺寸代号为1的右旋圆锥外与圆柱内螺纹所组成的螺纹副:Rp/ R1 1
螺纹检具(塞规和环规)上的标识与此相同。
2. 非密封管螺纹
非密封管螺纹仅有机械连接一种功能,其内外螺纹配合后不具有密封性能,密封问题只能靠其他措施来解决,如借助密封圈,在螺纹副之外的端面进行密封,用端面密封材料对安装部位进行密封,那么,螺纹轴线与螺纹端面的垂直度对其密封性能就起着至关重要的作用。该螺纹多用于静载下的低压管路系统。组装式散热器使用的螺纹就是这个方式,但是散热器与供暖系统连螺纹接是由补芯上的“柱/锥”配合方式进行连接的(执行的是GB/T 7306.1标准)。
散热器丝堵采用柱/柱加弹性橡胶垫圈,组合式散热器的对丝是加垫圈密封来组装的。但散热器与供暖系统连接用的活接螺纹却是执行GB/T 7306.1标准的圆锥外螺纹,装配时必须用生胶带等物料和螺纹共同进行密封。在GB/T 7307标准中指出了,我国标准不推荐用密封管螺纹与非密封管螺纹组成密封螺纹副(G/R)或非密封螺纹副(Rp/G)。ISO标准中的这部分内容是专门照顾个别欧洲国家的习惯做法而设立的,其他国家则基本不存在密封螺纹与非密封螺纹混合配对现象。由此看来散热器与供热系统连接的螺纹应符合GB/T 7306.1标准规定。
英制非密封管的基本尺寸及其极限偏差见表2。
螺纹标记:
英制非密封管螺纹的完整标记由螺纹特征代号,螺纹尺寸代号,中径公差等级代号和旋向代号组成。
英制非密封圆柱螺纹的特征代号为:G 。
对英制非密封圆柱内螺纹,其中径公差等级代号省略不标;而英制非密封圆柱外螺纹的中径公差等级代号分别为A和B。
左旋螺纹的旋向代号为LH;右旋螺纹的旋向代号省略不标。
当表示英制非密封管螺纹的螺纹副时,仅标注外螺纹的标记代号。
示例:
尺寸代号为1/2的右旋,非密封圆柱内螺纹:G 1/2 。
尺寸代号为3/4的A级,右旋,非密封圆柱外螺纹:G 3/4A 。
尺寸代号为1的B级,左旋,非密封圆柱外螺纹:G 1 B-LH 。
尺寸代号为1 1/2的右旋,非密封圆柱内螺纹与A级圆柱外螺纹组成的螺纹副:G1 1/2A 。
螺纹检具(塞规环规)上的标识与此相同
螺纹常用的加工方法:加工内孔螺纹的是管螺纹丝锥加工外螺纹的有板牙。
三、螺纹质量控制的一点想法
螺纹精度是监督抽查主要项目之一,而且是历次监督抽查不合格最多的项目。下面,对散热器产品螺纹精度质量问题提出一点个人看法。螺纹精度不合格的原因主要是管理和制造问题,首先生产企业应严格按产品标准规定组织生产,从配件开始控制,做到螺纹精度和形位偏差不合格的零配件不采购、不进厂,在焊装螺纹配件时严格执行工艺文件,确保螺纹配件的装配质量。严把产品出厂检验关,各类监督检验和验收检验的检验都是以出厂状态的产品为检验样品。散热器螺纹精度检测应使用产品标准规定的螺纹检具(塞规)来进行控制螺纹质量,即对GB/T 7307标准规定的螺纹和GB/T 7306.1标准规定的螺纹,检验时使用的螺纹检具是不同的。由于加工制作和表面喷涂工序过程控制不严格,是散热器螺纹精度不合格的主要原因。如何做好出厂前检验工作非常关键,各企业都应引起足够重视。一些企业在进行散热器内外表面喷涂时,对螺纹孔不采取任何防护措施,致使螺纹表面喷涂上塑粉,严重影响螺纹精度和连接的可靠性。正确做法应在喷涂前,用带有保护螺纹和悬挂装置的专用工具等方法把各螺纹孔保护起来,有效地避免塑粉喷涂到螺纹孔上,这样做的企业不太多。这些方法看起来麻烦,但较好地保护了螺纹的加工精度。有的企业在包装前,用丝锥铰削掉螺纹表面上的涂层,矫正螺纹焊接热变形也是可行的。但供货紧张时,也曾出现过萝卜快不洗泥的漏洞。我们在这里再次重申,凡是因为塑粉影响螺纹精度的产品一律按不合格处理。
加强散热器螺纹标准化研究和管理,统一标准,统一检测方法、正确使用螺纹检具,也是我们提高散热器螺纹精度工作一个非常重要环节。
最后让我们共同携起手来,为强化质量监督,针对重点区域、重点项目、重点企业加强管理,为提升散热器产品质量而努力工作!
【文献标识码】C
【文章编号】1671-3362(2015)07-0042-04
猜你喜欢
作文成功之路·教育前言(2022年4期)2022-05-27
少年博览·小学低年级(2020年10期)2020-11-06
数码设计(2020年3期)2020-08-21
数学大世界·下旬刊(2020年5期)2020-08-04
小学生作文辅导·中旬刊(2020年6期)2020-07-24
科学与财富(2018年18期)2018-08-09
环球市场信息导报(2017年6期)2017-06-15
微型计算机(2009年4期)2009-12-23
中国质量万里行(2009年11期)2009-12-17
现代计算机(2009年8期)2009-08-12
中国建筑金属结构·上半月2015年7期