
锻造操作机钳臂设计分析
2015-12-16 07:17解文科
锻压装备与制造技术 2015年5期
解文科
(太原重工股份有限公司技术中心,山西 太原 030024)
0 引言
锻造操作机是锻件精确制造的基本装备之一,与自由锻造压机配合进行锻造作业可极大提高锻造生产效率和锻件制造质量,降低制造成本。近年来,我国核电、火电、化工、造船、航空航天等产业对极端条件下的节能、节材制造技术以及巨型重载装备提出了迫切需求[1],也对锻造操作机的发展提出了新的要求。在现代化的锻造车间,尤其在大型自由锻造液压机上配备锻造操作机已是必不可少,而且锻造压机机组设备中配备双锻造操作机已逐步成为一个新的发展趋势。国内外很多厂家通过配备锻造操作机,大幅提升了锻造效率,如日本神户制钢厂采用1600kN/4000kN·m锻造操作机后,比采用两台锻造天车效率提高了1.6~2倍;上海重型机器厂有限公司的统计也表明,使用锻造操作机可显著提高锻造生产效率[2-3]。
锻造操作机是一种在极端载荷条件下作业的重载机械,工作过程中其速度性能、承载能力以及刚度特性随机构位形的变化而变化[4-8]。实际使用中操作机的钳臂有不少断裂的例子[9],因此钳臂的强度计算显得尤为重要。
1 锻造操作机夹钳装置
目前使用较多的锻造操作机的本体结构可以分为夹钳、台架和大车三部分。为了满足锻造工艺要求,锻造操作机一般具有以下五个动作:钳口夹紧和松开、钳杆旋转、夹钳平行升降及倾斜、台架回转或夹钳摆移、大车行走[10]。其中除台架回转和大车行走外,其他动作都与夹钳装置有关。
夹钳装置主要由以下几部分组成:钳口、钳臂、钳壳、推拉连杆、联结销轴等。两个钳口分别通过销轴装在两个钳臂上,钳口上的销轴孔径比销轴大的多,夹紧锻件时主要靠钳臂与钳口上面的圆弧台阶面受力,销轴不受力;钳臂又由销轴固定在钳壳里,钳壳后端大法兰与钳杆由螺栓连接在一起。钳臂由连杆连接到夹紧缸上。夹钳装置大都采用这种结构。具体结构形式如图1所示。
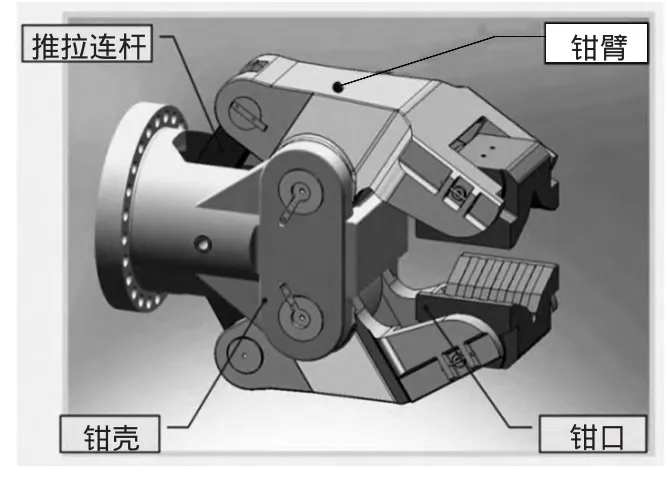
图1 夹钳装置三维模型
夹钳装置中的钳臂是夹持钢锭完成各种锻造动作的关键零件,其强度能否满足要求十分关键。下面详细分析夹钳装置中钳臂在不同工况下的受力状况。
2 钳臂受力分析
钳臂主要受到来自钳口的夹紧力。由于在锻造过程中钳头经常旋转,钳口的位置也随着变化,因此要计算钳口在水平位置和垂直位置两种情况时的夹紧力,而取其中较大夹紧力作为实际夹紧力计算。因此首先分析钳口受力。
2.1 钳口在水平位置受力
根据夹紧力计算公式[10]:
P水夹=2L0Gtan(α-ρ)/y
式中:L0—锻件重心至钳口销轴中心的距离;
G—操作机的公称载重量;
α—钳口夹角的一半;
ρ—摩擦角,ρ=tan-1f,f为钳口与锭子之间的摩擦系数[11]。
2.2 钳口在垂直位置受力
根据夹紧力计算公式:

式中:G—操作机的公称载重量;
δ—上下两钳口销轴中心间距离;
φ—允许锻件下坠转动的角度,取为0°。
由以上计算得到钳口在垂直位置的夹紧力为4.9MN,钳口在水平位置的夹紧力为6.15MN。所以取钳口在水平位置受到的最大夹紧力来校核钳臂的强度。
3 钳臂力学模型
夹钳装置为典型的对称件,为缩短计算时间取一半模型计算,同时为了准确、方便地加载力,将钳臂、连杆、钳口等件装配到一起按接触分析计算。以下针对夹钳装置实际工作中的各种动作,分四种工况分别建立模型。
(1)工况一。当夹持力矩最大,钳口开口最小时,根据力的平衡关系,以钳臂作为研究对象,它受到钳口处工件的反作用力P夹/2和夹紧缸的夹紧力P推/2由此得出O处受力大小和方向。钳臂计算力学模型如图2所示。
(2)工况二。当夹持力矩最大,钳口开口最大时,同上根据力的平衡关系,得到钳臂计算力学模型如图3所示。
(3)工况三。锻造时,由于锻件变形使得钳杆强行向下运动,提升缸大腔的油排入蓄能器,使蓄能器内液压油压力升高产生一个附加力偶矩,将该附加的力偶矩叠加到工况一上,由此建立力学模型。

图2 工况一钳臂模型图
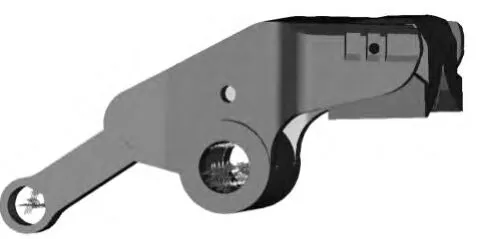
图3 工况二钳臂模型图
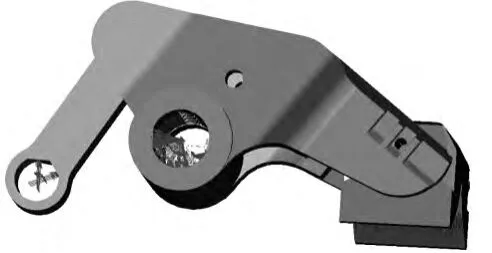
图4 工况三钳臂模型图
(4)工况四。锻造时,压机压住工件,而钳杆在旋转马达的驱动下带动钳臂旋转时附加扭矩,将该附加的扭矩叠加到工况一上,由此建立力学模型如图5所示。
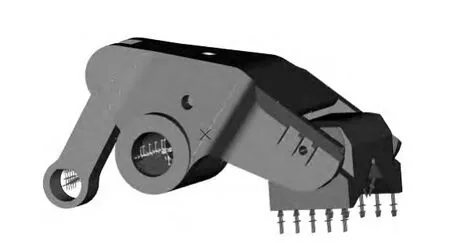
图5 工况四钳臂模型图
4 钳臂有限元计算及结果
采用NX I-deas软件对钳臂进行分析,用四节点四面体网格对模型进行数据处理,共划分139966网格。钳臂所用材料为一种特殊合金铸钢,极限强度为900~1100MPa,屈服强度为830MPa。在连杆、销轴、钳口与钳臂之间建立接触对,设置好载荷、约束等边界条件后进行计算。如图6所示为计算后得到的应力云图。

图6 各工况下钳臂应力云图
上图各工况中左边云图所显示为该工况下钳臂最高应力值区域,右边云图为该工况下钳臂次高应力值区域。
由图可以清晰看到,在连杆和钳臂连接的销轴孔处应力值最高为407MPa,从材料的屈服极限计算,钳臂的安全系数为2。从零件该处的受力分析,它主要是受到连杆传过来的夹紧缸的力,该处以压应力为主。钳臂的次高应力值区域是一个由窄变宽的圆弧过渡区域,应力值最高达348MPa,该处以拉应力为主,因此该处的圆弧半径在结果许可时尽量取大值。
5 结论
锻造操作机夹钳装置中的钳臂在实际工作中受力复杂,在整台锻造操作机中它是比较关键的部分。本文根据实际使用分四种工况分析钳臂的受力,并经有限元计算得到钳臂各部位应力分布,经多次计算对应力值较高部位进行优化,使得钳臂设计最终满足强度要求。
[1] 高 峰,郭为忠,宋清玉,等.重型制造装备国内外研究与发展[J].机械工程学报,2010,46(19):92-107.
[2] 余发国,高 峰,郭为忠,等.锻造操作机的回顾与展望[J].机械设计与研究[J],2007,专刊:12-15.
[3] 蔡 墉.我国自由锻液压机和大型锻件生产的发展历程[J].大型铸锻件,2007(1):37-44.
[4] Yong-Ming Guo.Analyses of forging processes by a rigid-plastic finite-boundary element method.Materials Processing Technology,1998,34(9):29-33.
[5] CHEN G L,WANG H,LIN Z Q,et al. Performance analysis of a forging manipulator based on the composite modeling method [J]. Intelligent Robotics and Applications,2008,5314:152-160.
[6] 李 刚,陈高杰.锻造操作机钳臂结构的多轴疲劳分析[J].哈尔滨工业大学学报,2011,43(1):100-105.
[7] 赵 勇,林忠钦,王 皓.重型锻造操作机的操作性能分析[J].机械工程学报,2010,46(11):69-75.
[8] 孙文杰,李 刚.基于综合操作性能指标的操作机多目标优化[J].机械工程学报,2014,50(17):52-60.
[9] 王江波,王 建,侯立萍,等.莱钢40t锻造操作机钳臂断裂分析与改进[J].莱钢科技,2007,6:23-26.
[10] 万胜狄,王运鹏,沈元彬,等.锻造机械化与自动化[M].北京:机械工业出版社,1983:178-183.
[11] 王 红,张 涛,杨文玉,等.锻造操作机夹持界面接触力学数值分析[J].锻压装备与制造技术,2010,44(1):77-81.
猜你喜欢
锻压装备与制造技术(2022年1期)2022-03-24
一重技术(2021年5期)2022-01-18
设备管理与维修(2021年24期)2021-02-10
矿山机械(2020年12期)2020-12-19
中国钢铁业(2020年9期)2020-12-16
装备制造技术(2020年2期)2020-12-14
煤矿机电(2020年5期)2020-11-02
重型机械(2020年4期)2020-06-29
煤矿现代化(2020年3期)2020-05-13
中国特种设备安全(2019年2期)2019-04-22
