
非晶带材磁性卷取辊吸附特性数值模拟
2015-12-20 05:31宋言明杨洋
北京航空航天大学学报 2015年3期
宋言明,杨洋
(北京航空航天大学 机械工程与自动化学院,北京100191)
非晶带材以其优异的磁性能和物理特性被广泛地应用于电气行业和航空航天行业中[1-3].非晶带材是由熔融状态的合金液通过快速冷却凝固的方法制成的,冷却速度可以达到106℃ /s[4-5],其厚度为 25 ~35 μm[6].非晶带材自动生产线主要由合金熔炼部分、制带部分和自动卷取部分组成.卷取辊是自动卷取部分的核心部件,其主要作用是在高速运行状态下对非晶带材进行高速起卷和同步卷取,起卷成功率决定了生产线的生产效率.非晶带材工业化制取生产过程的线速度为30 m/s左右[7],采用何种吸附方式达到高速起卷目的是卷取辊设计过程中的一个关键问题.
目前,非晶带材起卷方式为负压吸附方式,此吸附起卷方式噪声大、功耗高、成功率和生产效率较低.由于非晶带材是一种软磁金属材料[8],可以采用磁力吸附方式实现卷取辊对非晶带材的吸附作用.近年来,磁力吸附方式被广泛地应用于爬壁机器人和管道机器人中[9-11],磁吸附力能够为机器人本体提供足够附着力.永磁电机[12-13]及磁力轴承[14-15]是利用磁场力支承载荷或悬浮转子的一种支承形式,在高速运行状态下具有较高的稳定性.由于磁场力具有较高的可靠性和稳定性,在非晶带材自动化生产线用卷取辊结构设计中,采用磁性卷取辊吸附实现非晶带材起卷的方式是可行的.
本文通过对非晶带材生产工艺及薄带起卷过程进行受力分析,设计出永磁型磁性卷取辊结构.利用有限元方法建立不同起卷卷取模型分析磁性卷取辊的吸附特性,得到卷取辊的磁吸附力变化及磁场分布状态.最终,通过实验对比验证数值模拟的可靠性.同时,模拟实验证明磁性卷取辊能够达到自动化起卷的要求.
1 非晶带材起卷卷取条件
图1所示为非晶带材制备及卷取过程示意图,非晶带材的制备和自动卷取设备主要由中频炉、漏钢包、冷却铜辊、剥离喷嘴、卷取辊等组成.

图1 非晶带材制备及卷取过程示意图Fig.1 Schematic of preparation and take-up process of amorphous ribbon
融化状态的合金母液从中频炉倒入保温状态下的漏钢包;合金母液通过漏钢包底部的喷嘴喷射到高速旋转的冷却铜辊表面,瞬间凝固成固态非晶带材;成型的非晶带材与冷却铜辊同步旋转到剥离喷嘴位置时,剥离喷嘴喷射的高压气体将成型非晶带材从冷却铜辊表面剥离,非晶带材沿水平方向飞出,改变高压气体的压力可以改变非晶带材与卷取辊之间的气隙距离(L);同时,卷取辊需要瞬间将高速飞出的非晶带材起卷并同步卷取.
卷取辊需要提供足够的吸附力才能够达到瞬间起卷目的.非晶带材起卷卷取过程主要由两个步骤组成:①非晶带材与冷却铜辊分离后接近卷取辊,受卷取辊吸附过程;②非晶带材吸附到卷取辊表面并与卷取辊同步转动过程.
1.1 非晶带材受磁性卷取辊吸附条件
图2所示为第一吸附步骤受力分析图,其中ω为卷取辊转速.非晶带材在与冷却铜辊分离后,沿水平方向以速度v向前移动,取带材微元dl作为研究对象,其主要受到卷取辊的磁吸附力dFm,重力dG,卷取辊转动产生的气流作用力dFp.当作用在非晶带材上的合力F满足式(1),非晶带材能够靠近卷取辊表面并吸附到其表面.

图2 第一吸附步骤受力分析图Fig.2 Force analysis image of the first adsorption step

1.2 非晶带材与卷取辊同步转动不分离条件
当非晶带材受力满足式(1)被吸附到卷取辊表面与卷取辊同步转动时,带材微元dθ在转动过程中主要受到卷取辊的磁吸附力dFm,离心力dFc和重力dG的影响,第二吸附步骤受力分析图如图3所示.
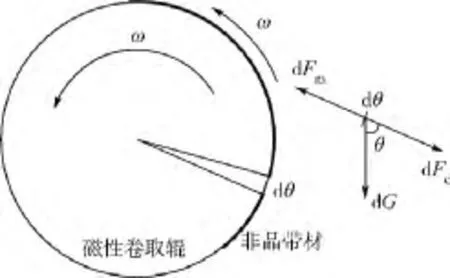
图3 第二吸附步骤受力分析图Fig.3 Force analysis image of the second adsorption step
当作用在非晶带材上的合力F满足式(2)时,非晶带材与卷取辊能够实现同步转动而不被甩出脱离卷取辊.

式中

其中,θ为带材包覆圆周角度;ρ为非晶带材密度;W为非晶带材宽度;t为非晶带材厚度;R为卷取辊半径.
在磁性卷取辊的吸附起卷过程中,当磁吸附力满足式(1)和式(2)条件时,卷取辊才能够顺利实现高速起卷卷取的功能.
2 磁性卷取辊结构及参数
磁性卷取辊主要由卷辊本体、边压环、中压环、螺钉和永磁铁组成,磁性卷取辊结构示意图如图4所示.为便于装配,每3段弧形边压环共同组成一整圈边压环(与中压环结构相同),通过螺钉压紧边压环将永磁铁固定于卷辊本体的凹槽内.

图4 磁性卷取辊结构示意图Fig.4 Structure schematic of magnetic take-up roll
永磁铁采用具有高磁能积的钕铁硼(NdFeB)永磁材质;卷辊本体及边压环、中压环采用20碳素结构钢材质.磁性卷取辊结构参数如表1所示.
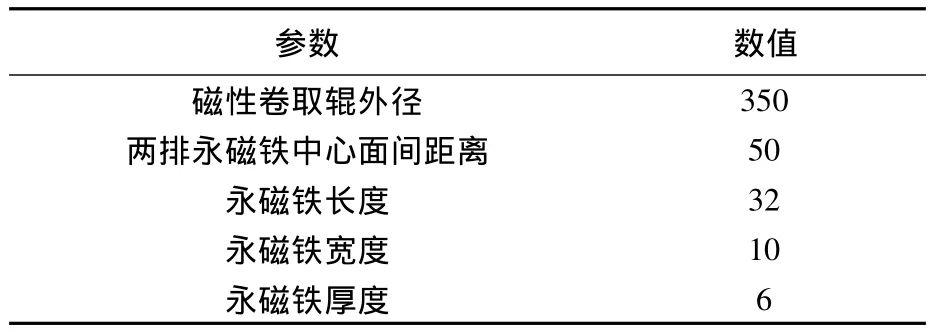
表1 磁性卷取辊结构参数Table1 Structure parameters of magnetic take-up roll mm
3 计算模型
根据所设计的磁性卷取辊结构,采用有限元分析方法,利用Ansoft Maxwell磁场分析软件对不同位置及气隙下非晶带材受到磁性卷取辊的吸附特性进行分析.
3.1 分析模型及参数
为了研究磁性卷取辊的吸附特性,选取非晶带材样品尺寸(长×宽×厚)为150 mm×30 mm×0.03mm,分别建立不同起卷卷取步骤的分析模型:
1)通过初步实验验证,非晶带材主要受到磁性卷取辊下方10块永磁铁的吸附作用.将磁性卷取辊简化,并假设非晶带材在吸附过程中不发生弯曲变形.图5所示为第一吸附步骤简化模型示意图,在第一吸附步骤中,非晶带材与卷取辊相对运动,把非晶带材某时刻进入到卷取辊范围的位置作为坐标系原点O,简化卷辊本体绕O1O2轴转动,非晶带材沿x向行进.非晶带材进入卷取辊范围时,z向位置同样会影响卷取辊的吸附特性.
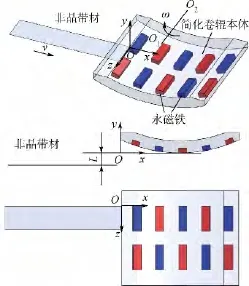
图5 第一吸附步骤简化模型示意图Fig.5 Simplified model schematic of the first adsorption step
2)第二吸附步骤中,非晶带材吸附在卷取辊表面并与卷取辊以相同转速绕O1O2轴转动.第二吸附步骤简化模型示意图如图6所示.
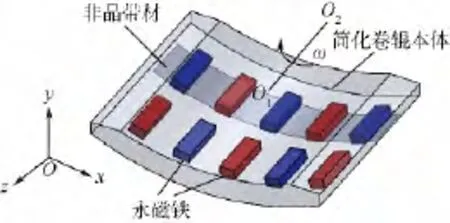
图6 第二吸附步骤简化模型示意图Fig.6 Simplified model schematic of the second adsorption step
3.2 边界条件及网格划分
非晶带材沿x向行进线速度v=27 m/s;卷取辊角速度ω=154.4 rad/s;对不同位置的永磁体建立各自独立子坐标系,以便设置永磁体磁极方向指向或背离卷取辊轴线方向;永磁体矫顽力Hcb= -880 kA/m,剩磁 Br=1.18 T;为减少计算量,添加距离卷取辊周边500mm处为无穷远边界条件.
对指定物体边界内指定剖分规则划分各自网格并进行求解器设置,进行卷取辊磁吸附特性计算.
4 结果与分析
4.1 第一吸附步骤磁性卷取辊吸附特性
以气隙L=1 mm为例,非晶带材沿x向行进所产生的x,y,z向磁吸附力变化情况,如图7所示.不同气隙下的磁性吸附力分布除数值大小不同外,分布趋势与图7相同.
由图7(a)可以看出,非晶带材以速度v经过磁性卷取辊时,由于磁感应强度及重合面积的增大,沿x向磁吸附力(Fmx)首先增大到达峰值;当卷取辊与非晶带材重合时,由于吸附结构对称效应,x向磁吸附力减小并降为0;当非晶带材远离磁性卷取辊时,由于磁场对非晶带材反向作用出现磁吸附力反向增大至峰值;由于重合面积进一步减小,磁吸附力随之减小直至非晶带材彻底离开磁场的作用范围吸附力降为0.
图7(b)为非晶带材受到y向的磁吸附力(Fmy)曲面图.可以看出,随着x向行进值的增大,磁吸附力总体呈现先增长后减小的趋势.在z向位置不变的情况下,最大磁吸附力出现在非晶带材与简化卷辊重合的位置.总体上,磁吸附力呈现出以对称面(z=26mm,与zy坐标面平行面)对称分布.
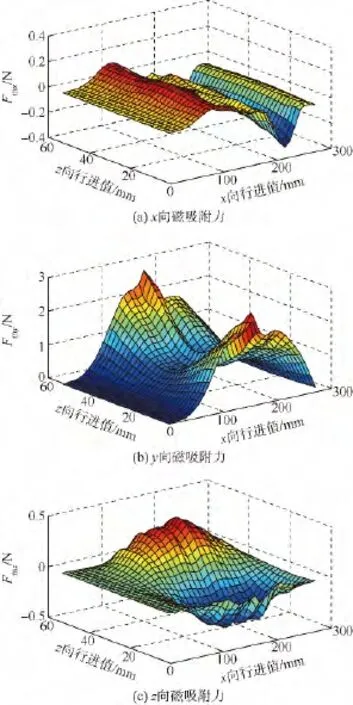
图7 非晶带材受磁吸附力变化图(L=1 mm)Fig.7 Variation image of magnetic adsorption force on amorphous ribbon(L=1 mm)
在不同位置下z向磁吸附力(Fmz)如图7(c)所示,随着z向值增大呈现出先增长后减小现象,到达对称面后,吸附力出现反向增长再减小的过程.这与所设计卷取辊结构的对称性有关.
由于靠近双排永磁铁中间位置处磁场强度较弱,此处x,y,z向磁吸附力较小.同时可以看出,在相同位置下y向的磁吸附力远大于x,z向的值,y向吸附力在吸附过程中起到了主导作用.
图8所示为第一吸附过程磁感应场强度分布(L=1 mm),离永磁体较近的非晶带材部位磁感应强度高于带材尾部的磁感应强度;永磁铁附近的磁感应强度明显高于非晶带材表面的磁感应强度.
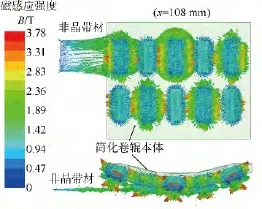
图8 第一吸附过程磁感应场强度分布(L=1 mm)Fig.8 Magnetic flux density distribution of the first adsorption step(L=1 mm)
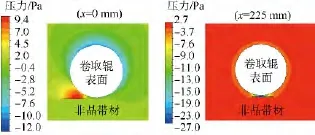
图9 不同x向行进距离下的流场压力场分布(L=1 mm)Fig.9 Pressure field distribution of flow field under different x-direction distances(L=1 mm)
卷取辊高速旋转对周围的空气扰动产生对非晶带材的气流作用力,采用CFD(Computational Fluid Dynamics)方法[16-17]对卷取辊周围流场进行计算(过程省略).图9为L=1 mm时,不同x向行进距离下的流场压力场分布.可以看出,非晶带材进入卷取辊吸附范围初期时,带材上表面压力高于带材下表面压力从而产生向下的推力;当非晶带材行进到卷取辊正下方时,卷取辊与非晶带材之间产生负压力,从而对带材产生了向上的吸力,增大了卷取辊的吸附作用,利于起卷卷取.
通过卷取辊周围压力场分布情况可以计算出作用在非晶带材表面的气流作用力(Fp),图10所示为气隙L=1mm时,非晶带材表面气流作用力分布(正值为力方向向下,负值为力方向向上).

图10 非晶带材表面气流作用力分布(L=1 mm)Fig.10 Air pressure force distribution on surface of amorphous ribbon(L=1 mm)
根据式(1)可以计算出作用在非晶带材表面的合力F.图11所示为气隙L=1 mm时,非晶带材的合力分布(其他气隙合力分布略),根据合力分布情况可以推断出磁性卷取辊在此气隙下的某区间范围内能否顺利地完成第一起卷步骤.

图11 非晶带材合力分布(L=1 mm)Fig.11 Total force distribution on amorphous ribbon(L=1 mm)
通过对各气隙下作用在非晶带材上的合力计算分析,结果表明:气隙小于30 mm时,在图5中给出的空间坐标中,x向大于25 mm,z向0~52 mm的区间范围内,磁性卷取辊对非晶带材的磁吸附力满足式(1)的要求.
4.2 第二吸附步骤磁性卷取辊吸附特性
第二吸附步骤磁感应强度分布如图12所示.可以看出,非晶带材在靠近永磁铁周围形成感应磁场,最大磁感应强度为4.05 T.

图12 第二吸附步骤磁感应强度分布Fig.12 Magnetic flux density distribution of the second adsorption step
在此步骤中,不同z向位置下第二吸附步骤磁吸附力变化曲线如图13所示.可以看出,当z=0时,非晶带材覆盖在永磁铁表面,此时磁感应强度最大,磁吸附力最大为10.1 N;当z=26 mm时,此时磁感应强度较弱,磁吸附力最小为4.85N;当z向值逐渐增加时,磁性卷取辊对薄带的吸附力逐渐增大.计算得到非晶带材在高速转动时产生的离心力为4.41N,重力为0.011N.因此,在第二吸附步骤中,磁性卷取辊产生的磁吸附力能够满足式(2)的要求.
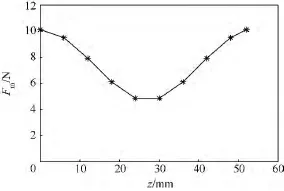
图13 不同z向位置下第二吸附步骤磁吸附力变化曲线Fig.13 Magnetic adsorption force variation curves with different z-direction locations of the second adsorption step
通过模拟计算结果可以清楚地看出,卷取辊在给定的空间区间范围内能够达到起卷条件式(1)和式(2)的要求.
5 实验验证
由于非晶带材相对于卷取辊的位置点众多,x,z向磁吸附力对带材的吸附影响较小,实验仅对y向磁吸附力进行实验验证.实验系统在非晶带材生产现场搭建,主要由磁性卷取辊、卷取机、力传感器、传感器支架、样品托板、PC及A/D转换器组成,如图14所示.为了排除其他元器件对磁场的干扰,样品托板及力传感器采用铝合金及不锈钢制品.非晶样品通过厌氧结构胶粘贴在样品托板上.

图14 磁吸附力实验系统Fig.14 Magnetic adsorption force test system
实验过程中,样品托板及非晶样品固定,卷取机水平移动同时磁性卷取辊转动.改变样品托板与磁性卷取辊下方的距离即改变不同的气隙距离.实验测得z=1 mm时,不同气隙下的y向最大磁吸附力(Fmymax)如图15所示.可以看出,z=1 mm时,由于受到气隙增大造成磁性卷取辊空间磁感应强度减小的影响,磁吸附力随气隙的增大而减小;由于磁性卷取辊高速转动时产生扰动气流以及实际永磁铁与卷辊本体装配间隙产生漏磁效应,造成了实验值小于模拟值,但是总体趋势是相同的.实验值与模拟值的最大相对误差出现在气隙L=1 mm时,二者的相对误差为10%.
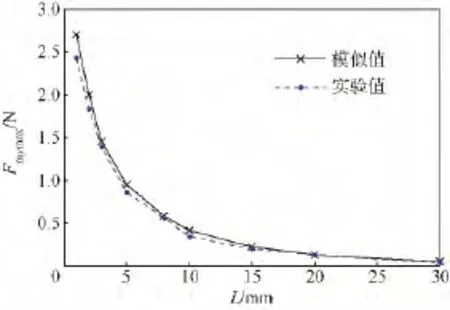
图15 不同气隙下的y向最大磁吸附力(z=1 mm)Fig.15 Maximum magnetic adsorption force in y-direction with different air gaps(z=1 mm)
为了验证所设计的磁性卷取辊符合生产工艺要求,进行起卷卷取成功率实验,磁性卷取辊成功率实验装置如图16所示.电机驱动两滚轮转动从而输送非晶带材向磁性卷取辊方向行进,带材输送速度为27 m/s.辅助支撑板起到过渡及支撑作用并能够明显地提升起卷的成功率.通过效率实验,当气隙距离小于20mm时,磁性卷取辊能够达到100%的起卷成功率;当气隙距离在20~30 mm范围内,起卷成功率随气隙距离增大而急剧下降;当气隙距离大于30 mm时,磁性卷取辊无法实现起卷的功能.
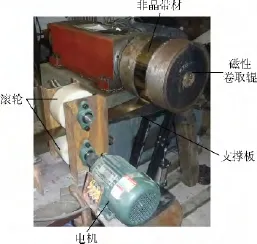
图16 磁性卷取辊成功率实验装置Fig.16 Efficiency test facility of magnetic take-up roll
6 结论
本文的研究为非晶带材高速卷取提供了重要的数值模拟和实验方法,通过对简化吸附模型进行有限元数值模拟和实验得到以下结论:
1)当气隙范围小于30 mm时,在给定的空间坐标范围内,磁吸附力大于起卷过程中的阻力.
2)在第二吸附步骤中产生的磁吸附力相对于卷取辊对称面呈对称分布.
3)实验与数值模拟方法测得不同气隙下的y向最大磁吸附力的变化趋势相同,二者的最大相对误差为10%.
References)
[1] Ishikawa K,Seki Y,Kita K,et al.Hydrogen permeation in rapidly quenched amorphous and crystallized Nb20Ti40Ni40alloy ribbons[J].International Journal of Hydrogen Energy,2011,36(2):1784-1792.
[2] Satyajeet S.Amorphous phase formation in mechanically alloyed Fe-based systems[D].Florida:University of Central Florida,2008.
[3] 王绪威,刘广玉.非晶态合金压力敏感元件和传感器[J].航空学报,1988,9(4):115-122.Wang X W,Liu G Y.Amorphous alloy pressure sensors and transducers[J].Acta Aeronautica et Astronautica Sinica,1988,9(4):115-122(in Chinese).
[4] Nicholas D.Amorphous metals in electric-power distribution applications[J].Materials Research Society,1998,23(5):50-56.
[5] 刘峰,张晋渊,张珂,等.Fe83B17非晶带材冷却速率的量化与表征[J].西安工业大学学报,2010,30(1):34-60.Liu F,Zhang J Y,Zhang K,et al.The cooling rate quantification and characterization of Fe83B17amorphous ribbon[J].Journal of Xi’an Technological University,2010,30(1):34-60(in Chinese).
[6] Li D,Zhuang J,Liu T,et al.The pressure loss and ribbon thickness prediction in gap controlled planar-flow casting process[J].Journal of Materials Processing Technology,2011,211(11):1764-1767.
[7] Zhang H W,Zhang W Y,Yan A,et al.The hard magnetic properties of nanocomposite Nd3.6Pr5.4Fe83Co3B5ribbons prepared by melt spinning[J].Materials Science and Engineering AStructural Materials Properties Microstructure and Processing,2001,304:997-1000.
[8] Keyvanaraa A,Gholamipour R,Mirdamadi S,et al.Effect of quenching wheel speed on the structure,magnetic properties and magnetoimpedance effect in Co64Fe4Ni2B19-xSi8Cr3Alx(x=0,1 and 2)melt-spun ribbons[J].Journal of Magnetism and Magnetic Materials,2010,322(18):2680-2683.
[9] 桂仲成,陈强,孙振国.多体柔性永磁吸附爬壁机器人[J].机械工程学报,2008,44(6):177-182.Gui Z C,Chen Q,Sun Z G.Wall climbing robot employing multibody flexible permanent magnetic adhesion system[J].Journal of Mechanical Engineering,2008,44(6):177-182(in Chinese).
[10] Shen W M,Gu J,Shen Y J.Proposed wall climbing robot with permanent magnetic tracks for inspecting oil tanks[C]//IEEEInternational Conference on Mechatronics& Automation,2005,4:2072-2077.
[11] Md R A M Z,Khairul S M S.Development of a low cost small sized in-pipe robot[J].Procedia Engineering,2012,41:1469-1475.
[12] Guo H,Wang W,Xing W,et al.Design of electrical/mechanical hybrid 4-redundancy brushless DC torque motor[J].Chinese Journal of Aeronautics,2010,23(2):211-215.
[13] Yan H S,Wang H,Liu J Y.Structural synthesis of novel integrated DC gear motors[J].Mechanism and Machine Theory,2006,41(11):1289-1305.
[14] 房建成,孙津济.一种磁悬浮飞轮用新型永磁偏置径向磁轴承[J].北京航空航天大学学报,2006,32(11):1304-1307.Fang J C,Sun J J.New permanent magnet biased radial magnetic bearing in magnetic suspending fly wheel application[J].Journal of Beijing University of Aeronautics and Astronautics,2006,32(11):1304-1307(in Chinese).
[15] 刘虎,房建成.新型永磁偏置轴向磁轴承的磁力特性[J].机械工程学报,2010,46(8):167-174.Liu H,Fang J C.Magnetic force characteristics of a novel permanent magnet biased axial magnetic bearing[J].Journal of Mechanical Engineering,2010,46(8):167-174(in Chinese).
[16] 陈亮,梁国柱,邓新宇,等.贮箱内低温推进剂汽化过程的CFD数值仿真[J].北京航空航天大学学报,2013,39(2):264-268.Chen L,Liang G Z,Deng X Y,et al.CFD numerical simulation of cryogenic propellant vaporization in tank[J].Journal of Beijing University of Aeronautics and Astronautics,2013,39(2):264-268(in Chinese).
[17] 冯德利,招启军,徐国华.基于CFD方法的直升机前飞状态配平分析[J].航空学报,2013,34(10):2256-2264.Feng D L,Zhao Q J,Xu G H.Trim analysis of helicopter in forward flight based on CFD method[J].Acta Aeronautica et Astronautica Sinica,2013,34(10):2256-2264(in Chinese).
猜你喜欢
中国钢铁业(2022年8期)2022-12-21
舰船科学技术(2022年21期)2022-12-12
传感器世界(2022年6期)2022-11-25
中国钢铁业(2022年6期)2022-09-03
中国钢铁业(2022年4期)2022-07-06
中国钢铁业(2022年3期)2022-07-06
民族文汇(2022年14期)2022-05-10
军民两用技术与产品(2019年11期)2019-12-12
建材发展导向(2019年11期)2019-08-24
山东工业技术(2016年15期)2016-12-01
