
铁路货车铸钢件缺陷分析与焊修技术研究
2015-12-27 07:35张瑞增,王秀琴,杨海林
金属加工(热加工) 2015年8期
铸钢件在铁路货车转向架、钩缓制动装置及车体中常用于关键配件,如摇枕、侧架、从板座、冲击座、钩体、钩舌、钩尾框及缓冲器等。由于上述配件在铁路货车的运行中主要承受交变动载荷或频繁的冲击摩擦,因此车辆运用一段时间后在段修或厂修时常常发现上述铸钢配件产生疲劳裂纹或接触面磨损等问题,需要进行检修。
传统的铸钢件缺陷检修是将缺陷清除后采用焊条电弧焊的方法,但近年来,为满足铁路货车重载技术的需求,采用的铸钢件强度级别越来越高,为铸钢件焊修带来了较大的难度,如2004年以前一般是ZG230-450或B级钢,之后主要有铸造C级、CC级钢、E级钢、锻造E级钢,缺陷焊修后经常出现裂纹或车辆在使用过程中再次出现裂纹的情况。为此,我们针对铁路货车铸钢配件缺陷进行调查分析、对缺陷焊修技术开展工艺研究。
1. 铁路货车采用的主要铸钢件
(1)铸钢件种类 铁路货车产品允许对缺陷进行修复的主要铸钢件有摇枕、侧架、钩体、钩舌、钩尾框、摇动座及轴箱等配件,具体如表1所示。
(2)铸钢件的化学成分及力学性能 铁路货车采用的铸钢件化学成分如表2所示,力学性能如表3所示。
2. 检修车铸钢件缺陷调查分析
对2010年上半年我公司检修的13A车钩钩舌、钩尾框和13B钩舌缺陷情况进行了统计,统计结果表明,装配面磨耗厚度减薄和配件弯角部位或受拉伸部位裂纹较多。
3. 铸钢件缺陷焊修技术
(1)焊接性分析 根据成分计算碳当量可间接预测其焊接性,碳当量如表4所示。
由表4可知,ZG230—450、铸造B级钢焊接性一般,焊接时可根据工件厚度、环境温度情况采取相应的预热措施;铸造B+级钢焊接性比B级钢稍差,预热需根据具体情况确定;铸造C、CC、E级钢均属中碳调质钢,其碳当量均在0.7%左右,焊接性较差,焊接时均须采取相应的工艺措施,如焊前预热、焊后保温缓冷或回火热处理。
由于ZG230-450焊接性良好,所以我们仅对其余型号的铸钢件进行斜Y形坡口抗裂性试验。分别在室温环境下和焊前预热下进行焊接试验。
焊接参数如表5所示,试验结果如表6所示。
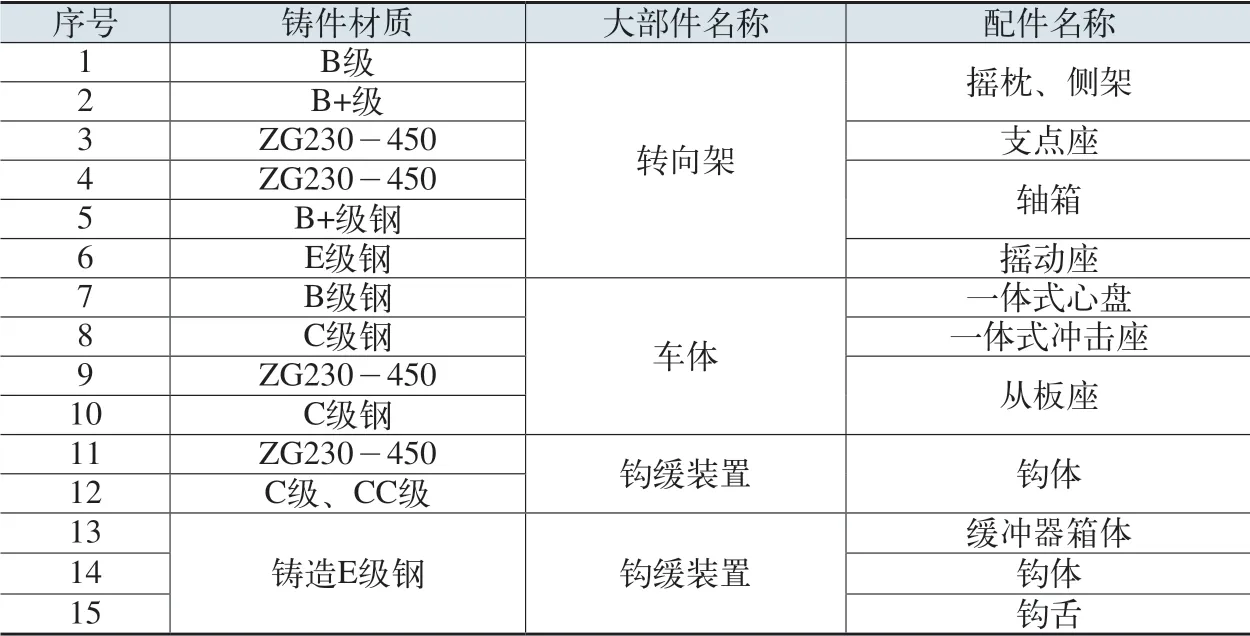
表1 铁路货车主要铸钢件种类
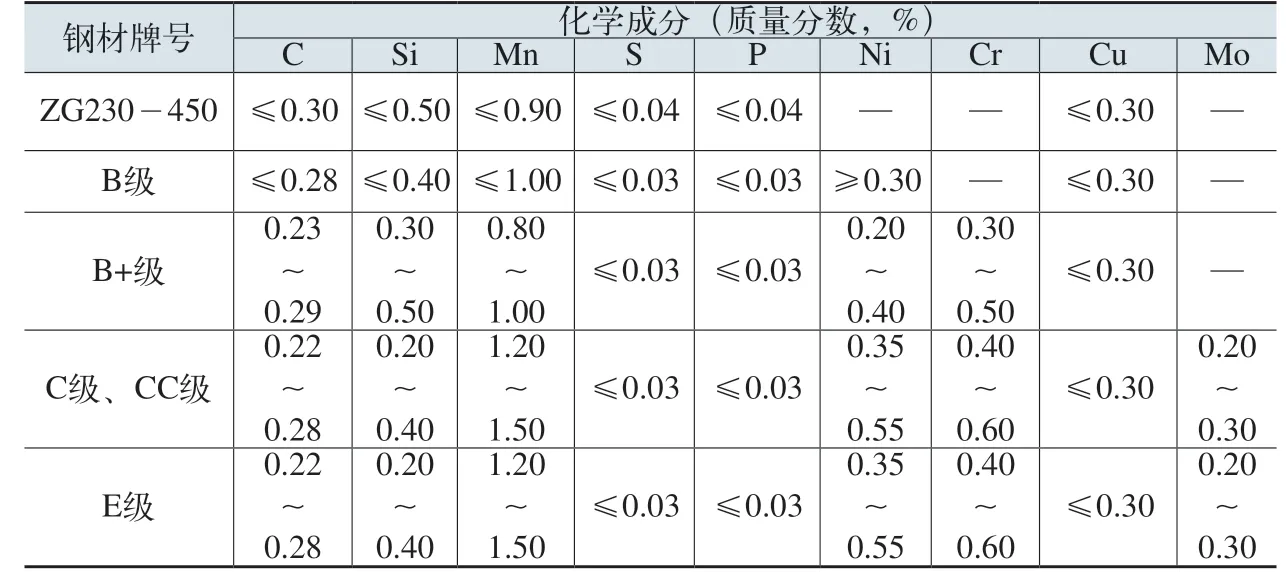
表2 铁路货车采用的铸钢件化学成分
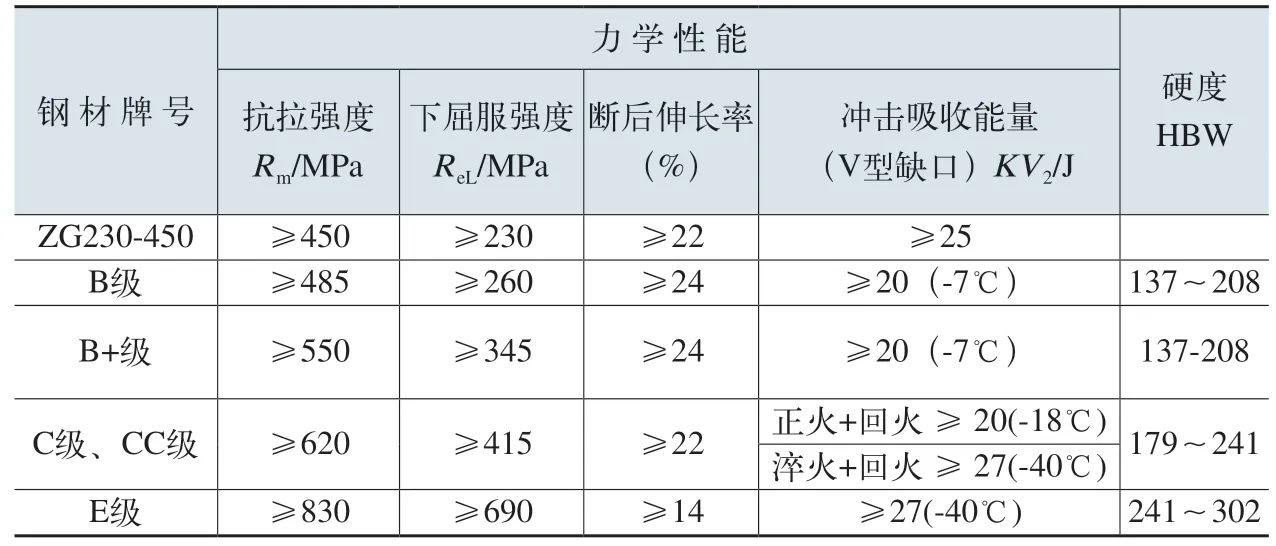
表3 铁路货车采用的铸钢件力学性能及硬度

表4 各类铸钢件碳当量 (%)
根据碳当量,斜Y形坡口抗裂性试验,铸造B、B+、C、CC、E级钢,在焊前不预热和预热两种情况下进行焊接试验,结果如下。
首先,焊前不预热时,B级钢试验焊缝表面、根部、断面均未发现裂纹。其次,C、CC、E级钢,焊前不预热时焊缝表面经目视并辅助磁粉探伤下发现通长裂纹;焊前预热150℃时,C、CC级钢经表面及断面解剖和根部检查,未发现有裂纹,E级钢在根部位置存在裂纹,经检测根部裂纹率为10%。
(2)模拟配件缺陷焊修工艺试验 为便于试验研究,我们分别铸出B+、C、E级钢钢坯,利用其上的原始铸造气孔、夹砂等缺陷在不同工艺条件下模拟配件缺陷进行焊修或堆焊,在钢坯上打磨沟槽模拟裂纹进行焊修,进行对比试验,焊接时均开V形坡口焊接;为对比环境温度、焊接层数对焊接接头的影响,模拟进行了不同始焊温度、不同焊接层数的堆焊试验,具体焊接参数如表7所示。

表5 斜Y坡口试验焊接参数

表6 斜Y坡口抗裂性试验结果
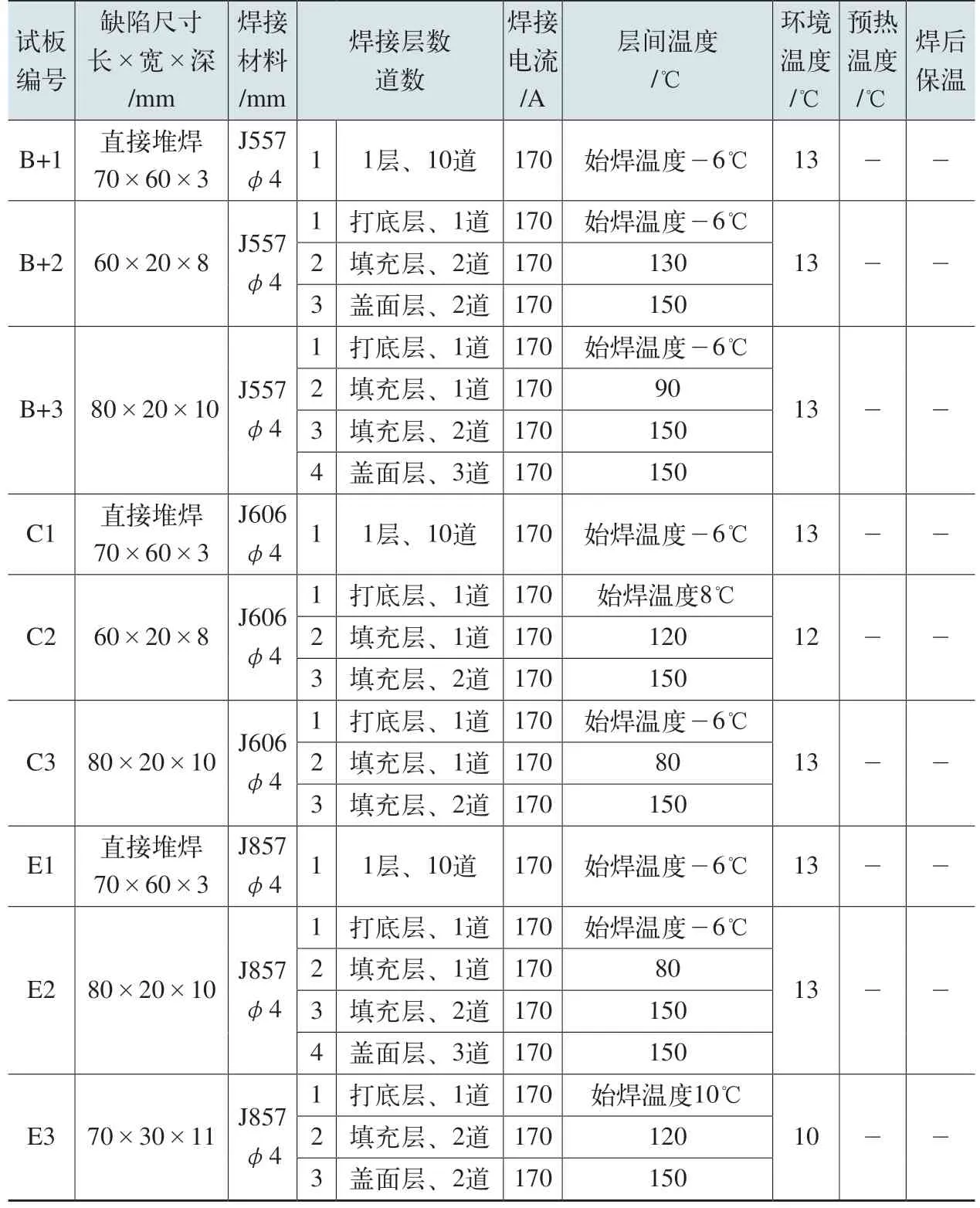
表7 铸钢件模拟缺陷焊修或堆焊参数
首先,宏观金相。对焊接接头进行宏观金相试样制备,具体如图1~图3所示。
通过观察图1~图3宏观金相试样,证明焊接接头熔合良好。
其次,硬度测试。焊后对试件进行加工取样,对焊接接头进行HV10硬度测试。
(3)试验结果分析 首先,B+级钢在单层多道堆焊、或多层多道堆焊时,工件始焊温度为-6℃、环境温度为13℃时,硬度均未超过380HV,但是单层多道焊焊缝硬度高于母材本体,多层多道焊随着焊接道数的增加,焊缝和热影响区的硬度逐渐降低。
其次,C级钢在单层多道堆焊或多层多道堆焊时,工件始焊温度:图2a,图2c为-6℃,图2b为8℃、环境温度为13℃时,只有在单层多道堆焊时,硬度超过350HV,其余均未超过350HV,与B+级钢具有相同的规律,即:多层多道焊时,硬度会逐渐降低,但随着始焊温度的提高,硬度降低。
最后,铸造E级钢在单层多道堆焊或多层多道堆焊时,工件始焊温度为-6℃、环境温度为13℃时,只有在单层多道堆焊时,硬度超过350HV,其余均未超过350HV,与B+级钢具有相同的规律,即:多层多道焊时,硬度会逐渐降低。
4. 结语
(1)铸钢ZG230-450、B、B+级钢焊接性良好,焊接时只要注意避免在5℃以下的温度焊接;如果在5℃以下焊接,则需采取焊前预热、焊后保温缓冷措施,也可保证焊接接头性能。
(2)铸造C、CC、E级钢经斜Y形坡口试验证明,焊接性较差,易出现冷裂纹,所以焊前预热提高起始焊接温度、焊后采取保温缓冷措施非常重要。
(3)多层多道焊有利于后道对前道的回火作用,同时前道焊缝对后道具有预热作用,因此对于配件磨耗时,采取多层多道堆焊焊缝性能较好;而对于裂纹的焊修如果坡口开制较小时,单焊道焊淬硬倾向较为显著。
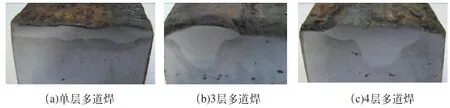
图1 B+级钢模拟缺陷焊修或堆焊时宏观金相
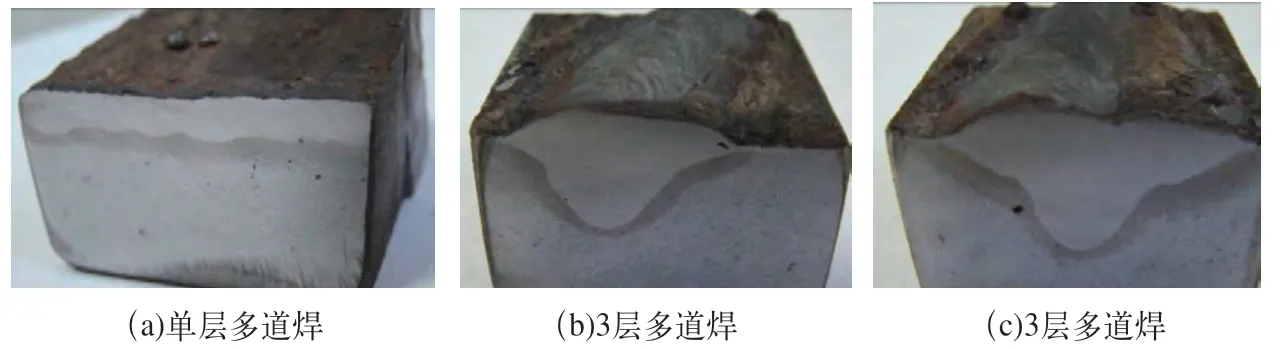
图2 C级钢模拟缺陷焊修或堆焊时宏观金相
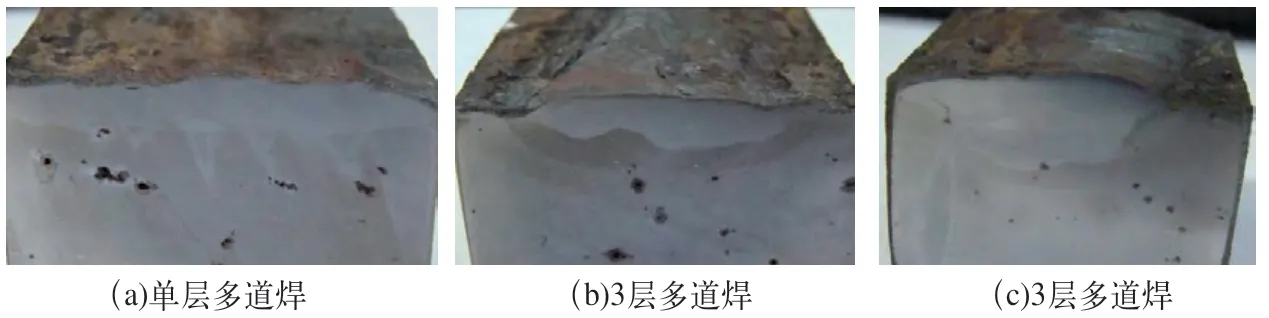
图3 E级钢模拟缺陷焊修或堆焊时宏观金相
猜你喜欢
中国金属通报(2022年1期)2022-06-02
锻压装备与制造技术(2021年2期)2021-07-19
金属加工(热加工)(2020年12期)2020-02-06
山东冶金(2019年3期)2019-07-10
新世纪水泥导报(2016年1期)2016-07-01
大型铸锻件(2015年4期)2016-01-12
大型铸锻件(2015年4期)2016-01-12
中国铸造装备与技术(2015年5期)2015-12-10
中国铸造装备与技术(2015年5期)2015-12-10
中国铸造装备与技术(2015年5期)2015-12-10
