
消除穿孔毛管尾端“铁耳子”的新工艺
2015-12-28 12:03罗德金褚光胜王雪飞
钢管 2015年6期
罗德金,褚光胜,王雪飞
(1.攀钢集团成都钢钒有限公司,四川 成都 610303;2.济南斯帝图普冶金工程技术有限公司,山东 济南 250100)
在热轧无缝钢管生产中,供给延伸机轧制的空心坯料(穿孔毛管)一般是由二辊斜轧穿孔机穿轧生产[1]。穿孔机穿制毛管是热轧无缝钢管生产中的重要工序。穿孔毛管的质量好坏直接影响成品无缝钢管的质量和产量。由于穿孔变形的固有特点及其金属材料的内应力[2],穿制毛管尾端常常产生“铁耳子”或者“铁圈圈”,对延伸工艺造成危害,是长期困扰热轧无缝钢管生产的难题。
1 毛管“铁耳子”分布形态及危害
穿孔机在穿制毛管过程结束时,穿孔毛管尾部往往产生“铁耳子”、“铁圈圈”。这种“铁耳子”、“铁圈圈”多数在穿孔结束时脱落在穿孔机底座,被冷却水冲入氧化铁皮沟排到铁皮沉淀池。穿孔机下部氧化铁皮沟内被水冲不走的“铁耳子”、“铁圈圈”勾结在一起,生产时间长了通常采用氧割清除。穿孔结束未脱落而被毛管带出的“铁耳子”、“铁圈圈”呈3种形态分布在穿孔毛管尾端:①与管尾内壁端撕裂的“铁耳子”,一头自由伸出,一头与管尾体仍然连接,毛管尾端“铁耳子”如图1所示;②“铁圈圈”的一部分与管尾内壁端撕裂离开管尾体,未撕裂部分仍然与管尾体内壁端连接,毛管尾端“铁圈圈”(撕裂)如图2所示;③“铁圈圈”完好但已经伸出管尾体,仍然与管尾体内壁端连接,毛管尾端“铁圈圈”(未撕裂)如图3所示。

图1 毛管尾端“铁耳子”

图2 毛管尾端“铁圈圈”(撕裂)

图3 毛管尾端“铁圈圈”(未撕裂)
毛管尾端“铁耳子”、“铁圈圈”的危害:
(1)伸出管体外的“铁耳子”、“铁圈圈”在输送到轧管机途中没有脱落,因冷却而变硬,进入延伸机轧制孔型中容易划伤轧制工具,造成产品缺陷。特别是在采用隧道式机座安装机架的三辊连轧管机中容易卡住轧辊,造成停产故障。
(2)伸出管端的“铁耳子”、“铁圈圈”,在装入芯棒的瞬间被芯棒头带入毛管内,轧制时造成荒管内表面结疤或者内凹坑,产生轧制废品。
(3)伸出管端的“铁耳子”、“铁圈圈”,在装入芯棒时虽然没有被芯棒带入毛管,但很容易划伤芯棒表面,或者刮落芯棒表面的石墨润滑剂薄膜。特别是未撕裂的“铁圈圈”,因内径小更容易刮落芯棒表面的石墨润滑剂薄膜,严重者插不进芯棒,出现生产故障,毛管报废。
2 毛管“铁耳子”、“铁圈圈”形成机理
2.1 穿孔毛管尾端轧卡件的几何形状
从穿孔轧卡件分析,穿孔顶头未穿透管坯底端的轧卡件形状如图4所示,未穿透的底端中心区在顶头尖的作用下是突出的,管坯底端外表面受轧辊影响而缩进,底端中心部分凸出,底端中心边缘凹下;穿孔顶头已经穿透管坯底端的轧卡件形状如图5所示,顶头尖部周边金属受顶头作用力影响,内壁金属被拖着变形而伸出管坯底端,金属伸出部分尖锐锋利。

图4 未穿透管坯底端的轧卡件形状示意
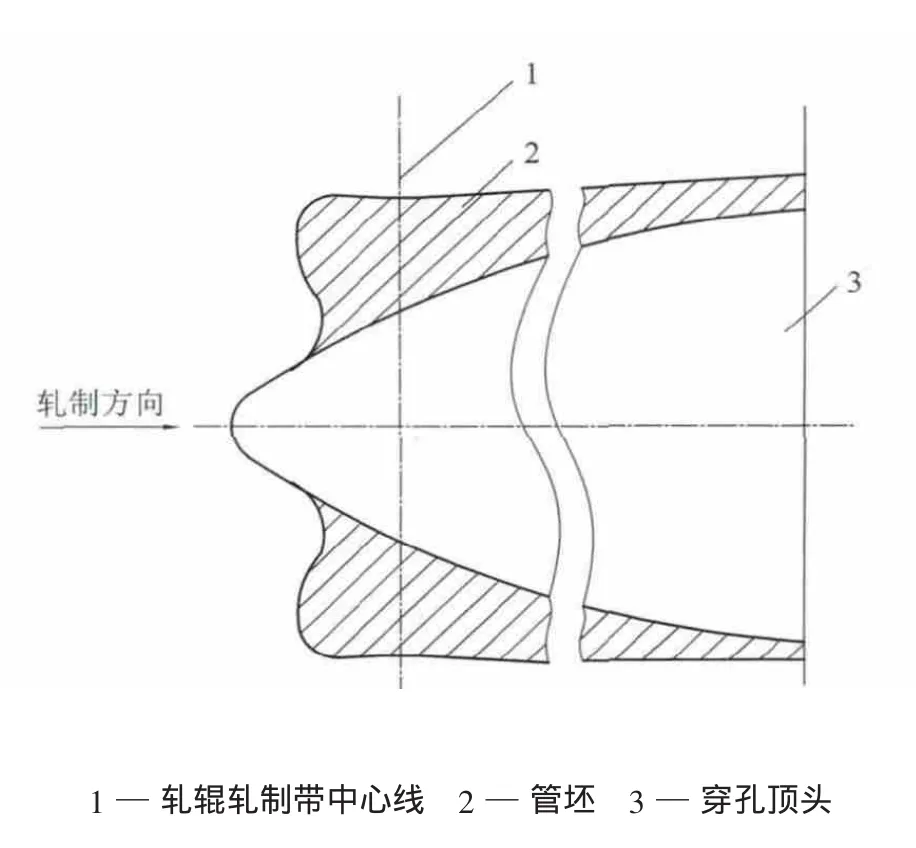
图5 已穿透管坯底端的轧卡件形状示意
2.2 穿孔管坯尾端金属的支撑效应
实心圆管坯穿孔成一定几何尺寸的空心毛管,金属是在旋转的轧辊、导板(或者导盘)和顶头组成的狭缝(孔型)中双面受力产生纵向变形,轧辊拉着金属向前延伸,顶头阻止金属轴向流动,实际是拉着金属向后流动。同轧辊和顶头接触的金属流动速度大于内层金属的流动速度,当穿孔过程快终结时,管坯底端金属失去了支撑效应,与轧辊表面接触的金属向前延伸缩进,顶头未穿透管坯底端时,管坯底端中心的金属呈顶头尖形状突出,管坯底端其余金属凹进;当顶头尖穿透管坯底端时,包在顶头尖部表面的金属明显伸出,其边部锋利。观察现场穿孔薄壁毛管和穿孔厚壁毛管两个尾端轧卡件形状(氧割剥离顶头后测量两个纵剖面的顶头尖距离管坯外端部基本相等条件下),穿孔薄壁毛管轧卡件尾端凸出严重,厚壁毛管轧卡件尾端凸出微小。说明穿孔薄壁毛管,穿透管坯底端瞬间时金属的支撑效应低;穿孔厚壁毛管,穿透管坯底端瞬间时金属的支撑效应较高[3-4]。
2.3 穿孔尾端金属的切向剪切应力
在整个的穿孔过程中,金属的有用变形是轴向延伸变形、毛管周向的直径变形、毛管径向的壁厚变形,三大主变形是直观的有形变形,将实心圆管坯穿制成需要的毛管,并提供给延伸机轧制。由于金属内应力的存在,穿孔过程在产生有用变形的同时也产生了不可见的、无用的附加变形,如扭转变形、纵向剪切变形、切向剪切变形。附加应力引起附加变形,致使金属产生变形缺陷[5-6]。
当顶头尖穿透管坯底端中心金属的瞬间,穿孔尾端金属失去了支撑效应,与穿孔顶头尖部周围接触的金属伸出。管坯继续穿轧,壁厚辗薄,顶头尖部周围伸出的金属在延伸的同时也愈来愈薄。在交变切向(周向)剪切应力的作用下,当切向剪切应力大于金属的强度时,那块伸出的金属在毛管旋转前进的作用下就被撕裂而形成“铁耳子”或者“铁圈圈”。
3 消除毛管尾端“铁耳子”的新工艺
3.1 试验研究
1990年,原成都无缝钢管厂(现攀钢集团成都钢钒有限公司,简称攀成钢)研究了圆管坯头尾端定心对穿孔毛管质量的影响。选择同一炉号、同一几何尺寸的圆管坯,分为头端、头尾端冷定心和头尾端不定心的同一数量的3类圆管坯,同时加热,并在曼式穿孔机上的同一调整孔型中穿制成同一规格的毛管。试验结果表明:头端定心管坯穿孔后的毛管头部壁厚均匀,端部整齐;头端不定心管坯的穿孔毛管头端壁厚不均;管坯尾端定心后穿孔的毛管,尾部形状整齐,无锯齿类毛刺,无“铁耳子”、“铁圈圈”;管坯尾端没有定心的毛管,尾部形状不整齐,严重的产生“铁耳子”,或者出现“铁圈圈”;双头定心管坯穿孔毛管的成材率较高[7-9]。
3.2 研究成果的应用
20世纪90年代初,原成都无缝钢管厂在Φ318 mm周期轧管机组、Φ216 mm周期轧管机组的穿孔机前设计安装了双头液压热定心机。攀成钢新建的Φ159 mm、Φ340 mm连轧管机组和搬迁改造的Φ180 mm Accu Roll机组的穿孔机前也设计安装了管坯尾端热定心机或者双头液压热定心机[10-12]。实际生产发现:管坯尾端定心后穿孔毛管尾端平整,没有“铁耳子”和“铁圈圈”,铁皮旋流池的铁皮脱水坑中再也找不到“铁耳子”和“铁圈圈”[13]。
3.3 管坯尾端热定心消除毛管尾端“铁耳子”的原理
管坯尾端热定心后,穿孔顶头尖部穿透定心孔的形态如图6所示。因为定心孔底部是球形面,球面半径通常较顶头尖的球面半径大,两个球面体相反,顶头尖部穿透时,顶头尖周围的金属被挤压到管坯体中,无多余金属伸出。定心孔是一个圆锥形,顶头尖穿透后,顶头头部周围即与成喇叭口的金属接触产生周向变形。喇叭口体(圆锥形)金属的支撑效应强度高,金属周向变形时不会被顶头的轴向阻力带出,也就不会产生“铁耳子”或者“铁圈圈”[14]。

图6 穿孔顶头尖部穿透定心孔的形态示意
3.4 热定心孔尺寸的确定
根据试验研究和应用成果分析,管坯尾端热定心孔形状如图7所示。
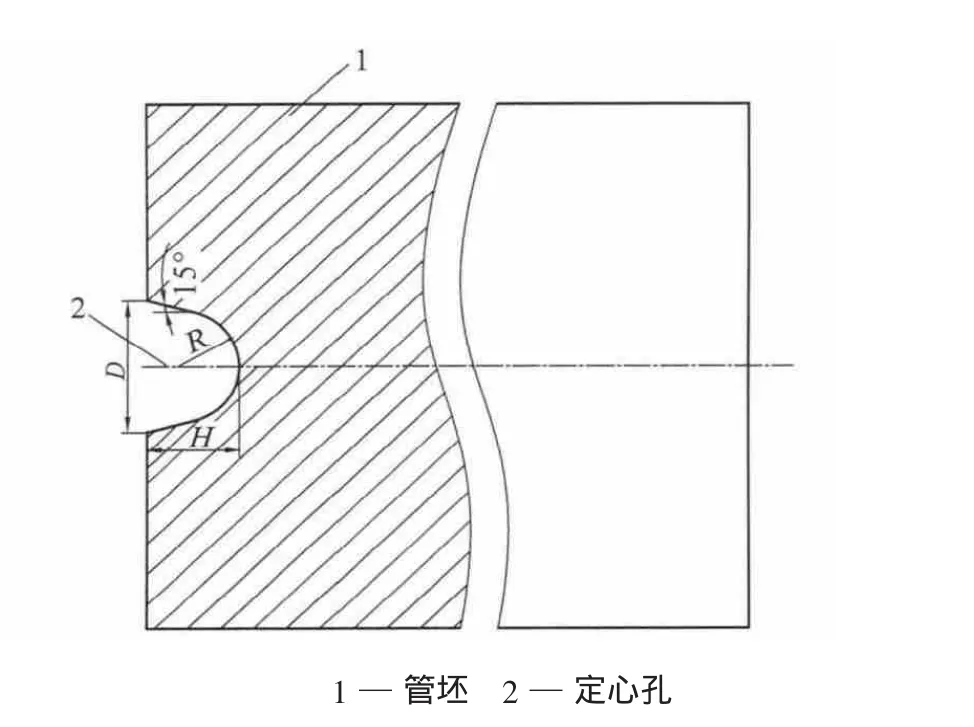
图7 管坯尾端热定心孔形状示意
定心孔直径D比顶头尖部直径d大5%~10%,而顶头尖部直径为管坯直径D0的15%~25%,定心孔深度H不小于定心孔直径的60%~70%,定心孔圆锥角度不小于 30°[15]。
4 结 论
(1)增加管坯尾端热定心工艺可有效地消除穿孔毛管的“铁耳子”、“铁圈圈”。
(2)增加管坯尾端热定心工艺可以改善穿孔毛管尾端几何形状,有利于装芯棒轧制,提高作业率。因吊离一根有严重“铁圈圈”(图2)的毛管需5~12 min,如果插不入芯棒,影响作业时间则更长。
(3)采用管坯尾端热定心工艺消除穿孔毛管的“铁耳子”、“铁圈圈”,提高了穿孔毛管成材率和轧管机轧制荒管的成材率。某厂采用Φ310 mm坯料,穿孔Φ340 mm×12 mm管坯,轧制成品Φ325 mm×8 mm,称量“铁耳子”的平均质量约0.52 kg/块。热定心后穿孔毛管因不产生“铁耳子”使成材率提高约0.06%(管坯长度1 600 mm)。如果轧制前“铁耳子”被芯棒带入毛管内轧制,造成废品长度300~500 mm,切废率达2.03%~3.37%。
[1]李连诗,韩观昌.小型无缝钢管生产(上册)[M].北京:冶金工业出版社,1989.
[2]王廷溥.轧钢工艺学[M].北京:冶金工业出版社,1981.
[3]贾豹.二辊斜轧穿孔机穿孔过程的力学分析和数值模拟[D].鞍山:辽宁科技大学,2008.
[4]李胜祗,陈大宏,孙中建,等.二辊斜轧穿孔时圆管坯的变形与应力分布及其发展[J].钢铁研究学报,2000,12(5):26-30.
[5]李连诗.钢管塑性变形原理(上册)[M].北京:冶金工业出版社,1985.
[6]刘雨龙,王辅忠.二辊斜轧穿孔中心金属的裂断机理和穿孔变形工艺实质[J].中国冶金,2013,23(8):14-19
[7]邸军,李道刚.消除穿孔毛管尾端“铁耳子”方法的探讨[J].钢管,2010,39(5):55-56.
[8]王晓丽.消除穿孔机轧后“铁耳子”的研究[J].内蒙古科技与经济,2006(18):110-111.
[9]张芸,潘跃,侯建国.管坯冷定心孔电火花加工系统设计及工艺研究[J].机电工程,2010,27(9):61-64.
[10]高英南,谭立.穿孔机管坯热定心设备的改进[J].钢管,2012,41(2):64-67.
[11]常在晨,刘轩,李红梅.包钢无缝厂管坯双向热定心机设计与研究[J].包钢科技,2006,32(6):34-36.
[12]张玉宝,郭书平.无缝轧管机组管坯双向热定心机的设计[J].冶金设备,2006(6):45-47,58.
[13]殷伟勤,王福昌,黄达,等.管坯定心工艺实践[J].钢管,1999,28(4):4-15.
[14]乔爱云,井溢农.关于在管坯尾端增加定心工序的探讨[J].包钢科技,2004,30(6):40-42.
[15]丁军,穆树亮,杨力.管坯热定心顶锥推力的计算[J].钢管,2013,42(3):59-62.
猜你喜欢
钛工业进展(2021年1期)2021-03-13
中学语文(2019年33期)2019-12-03
发明与创新·中学生(2019年3期)2019-03-20
制造技术与机床(2018年12期)2018-12-23
天津冶金(2018年3期)2018-07-27
内蒙古教育·综合版(2017年5期)2017-05-17
中国有色金属学报(2017年12期)2017-03-02
小学生导刊(低年级)(2016年11期)2016-11-14
制造技术与机床(2015年10期)2015-04-09
物流技术(2015年13期)2015-02-18
