
钻机结构件K形坡口全熔透焊缝焊接质量控制
2016-01-09 21:11杨晓哲
焊管 2016年10期
杨晓哲
(宝鸡石油机械有限责任公司,陕西 宝鸡721002)
1 K形坡口全熔透焊缝工艺要求
近几年,在公司海洋工程结构设计中,对材质为Q345D中厚板的焊接多采用承载能力强、无缺口效应的全熔透焊缝(CJP),其焊接坡口形式为45°~55°K形坡口,钝边 2 mm,正面焊,背面碳弧气刨清根,并用砂轮打磨清理后完成焊接,且要求100%UT探伤合格。常见焊缝形式如图1所示,工件接头形式如图2所示。

图1 焊缝形式示意图

图2 工件接头形式
2 K形坡口全熔透焊缝常见的焊接缺陷
2.1 尺寸缺陷
包括焊接结构的尺寸误差和焊缝形状不佳等,焊缝表面凸凹不平、宽度不均、波纹粗大,这些缺陷不仅使焊缝成形不美观,而且易造成应力集中,降低焊材与母材的结合强度,从而影响焊缝质量。
2.2 结构缺陷
主要包括气孔、夹渣、根部未熔合或未焊透、咬边、裂纹等,是焊接过程中最容易出现的缺陷,这些缺陷的存在不仅降低了焊接接头的力学性能,而且造成应力集中,易形成裂纹,导致结构破坏,使焊接结构无法承受正常载荷。
3 K形坡口全熔透焊缝质量缺陷原因分析
(1)打底焊采用富氩混合气体保护焊(80%Ar+20%CO2),如图3所示。由于喷嘴直径相对较大,焊丝不易伸入到接头根部,易造成根部未熔合。
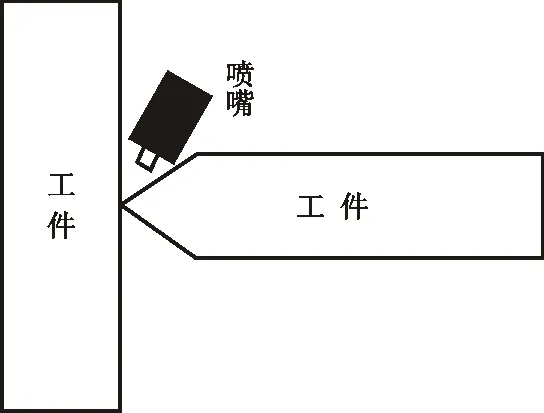
图3 富氩混合气体保护焊示意图
(2)采用富氩混合气体保护焊打底时,焊丝伸出长度过长,不符合工艺要求,致使气体保护不到位,易产生气孔;另外,焊丝伸出长度过长,焊接电流变小,易引起未焊透,电弧不稳;焊丝伸出长度较短时,喷嘴易粘附飞溅,导电嘴易损坏,看不清焊接电弧,焊枪无法摆动,同时,焊丝伸出长度短,焊接电流增大,弧长变小,熔深变深,而且焊丝不易于伸入到接头根部。
(3)电弧电压和焊接电流的影响。电弧电压是短路过渡的关键参数,短路过渡的特点是:采用较低电压,电弧电压与焊接电流相匹配,可以获得飞溅少、焊缝成形良好的稳定焊接过程。
焊接过程中合理控制电弧长度是保证焊缝质量稳定的重要因素。电弧电压主要由电弧长度决定,电弧长度越大,电压越高;电弧长度越短,电压越小。电弧过长对熔化金属保护差,空气中的O、H、N等有害气体容易侵入,使焊缝易产生气孔,金属的力学性能降低;若弧长过短,电弧对溶池的表面压力过大,使熔池中气体及熔渣上浮受阻,从而引起气孔、夹渣等缺陷的产生。
焊接电流大小选择恰当与否直接影响到焊后的焊缝质量。焊接电流过大,虽然可以提高生产效率,并使熔透深度增加,但易出现咬边、焊穿,增加焊件变形和金属飞溅,也会使焊接接头的组织由于热量过大而变化,并增大气孔倾向;电流过小使电弧不稳、熔深减小,易出现未焊透、成形不良、夹渣等缺陷。
4 防止K形坡口全熔透焊缝缺陷的措施
4.1 做好焊前准备
(1)在工件上加工相应的坡口和钝边,坡口角度在45°~60°较合适。清理焊缝周围(焊道两边30 mm以内)母材上的铁锈及油污,直至露出金属光泽。工件装配定位焊接时,按规定留出间隙(预留4~5 mm),以保证根部熔透。为了便于操作,定位焊点在焊缝的两端,防止收缩变形,造成尺寸误差。
另外,由于大坡口焊缝在焊接及清根过程中,热输入量过大会产生焊接变形。因此,需要将对称工件背对背点焊牢固,焊接工装控制变形,以达到控制反变形目的(如图4和图5所示)。
(2)对焊缝根部及拐角处砂轮无法清理部位,采用机加绞刀安装在角磨机上进行清理,清理效果显著,保证了焊缝内在质量,为全熔透焊缝超声波探伤(UT)奠定了良好的基础。

图4 背对背点焊

图5 工装固定
4.2 选择合理焊接方法和工艺要求
由于采用焊条电弧焊时,焊条可以伸入接头根部(如图6所示),还可以在小范围内调整焊接角度,能很好地保证接头根部质量。经过多次实践,我们决定对坡口深度大于12 mm的焊缝,采用焊条电弧焊打底+富氩混合气体填充、盖面。为了保证熔透,采取小钝边(0~1 mm),先用焊条电弧焊后,背面碳弧气刨清根,然后焊条电弧焊打底,富氩混合气体保护焊填充、盖面。经多次试验后,得出最佳工艺参数,见表1。
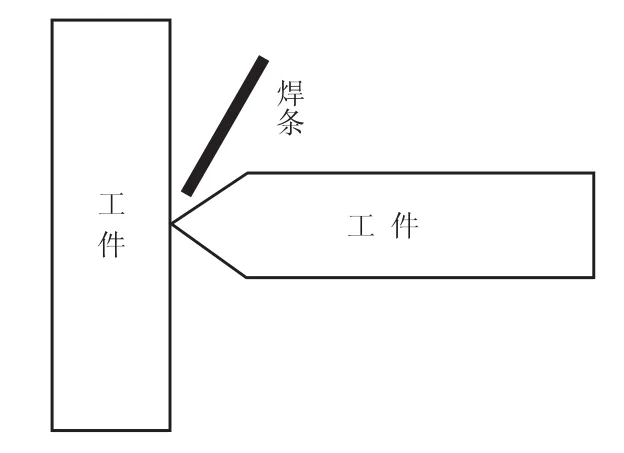
图6 焊条电弧焊示意图

表1 最佳焊接工艺参数
4.3 焊后不去除工艺撑(工装)进行去应力处理
为了消除焊后工件产生大的内应力,采用整体高温回火,即将构件整体加热到600~650℃。在这样的温度下,其屈服点降低,内部由于应力的作用而产生一定的塑性变形,然后再缓慢冷却下来,从而使应力得到消除。整体焊后热处理,一般可将80%~90%的残余应力消除掉,减少焊后工件变形。
5 结 论
采用上述焊接工艺和操作方法焊接K形坡口全熔透焊缝,既保证了焊接质量,又控制了焊接变形,产品的一次探伤合格率从以前的50%提高到了90%以上,进一步降低了焊缝返修率,提高了生产效率,节约了制造成本。
[1]王德军.CO2气体保护焊在焊接工艺的应用浅析[J].中国科技财富,2009(2):12.
[2]李生银.工字梁角焊缝接头的研究分析[J].宁夏机械,2006(1):17-19.
[3]曾尚兵.焊接过程质量控制分析[J].科技资讯,2008(34):125.
[4]姚杞,罗震,罗辉.焊接工艺对T形接头构件焊接应力分布的影响[J].焊接技术,2013,42(2):17-20.
[5]罗立伟,付小超.焊接残余应力的产生及其消除方法[J].山西建筑,2008,34(20):134-135.
[6]张应立,周玉华.焊接质量管理与控制读本[M].北京:化学工业出版社,2010.
[7]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
[8]王文翰.焊接技术手册[M].郑州:河南科学技术出版社,2001.
[9]方洪渊.焊接结构学[M].北京:机械工业出版社,2008.
[10]刘春玲.焊工实用手册[M].合肥:安徽科学技术出版社,2009.
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
电焊机(2022年5期)2022-06-01
金属加工(热加工)(2020年9期)2020-11-04
焊管(2020年8期)2020-09-08
精密成形工程(2020年4期)2020-08-05
科学技术创新(2020年16期)2020-06-28
金属加工(热加工)(2018年2期)2018-03-22
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2017年11期)2017-06-13
山东工业技术(2017年5期)2017-03-16
