
车削细长轴的对策研究
2016-01-16 09:45马元普
中国市场 2016年2期
马元普
[摘要]文章从细长轴的结构特点出发,分析了影响细长轴加工精度的因素,并针对产生误差的根源,从装夹方法、跟刀架、车削方式、车刀角度等方面提出改进措施,从而满足了加工要求,提高了生产效率。
[关键词]细长轴;加工精度;影响因素
[DOI]10.13939/j.cnki.zgsc.2016.02.058
“车工怕杆,钳工怕眼”是大家都熟悉的口头语,细长轴工件长径比(L/D)较大(≥25),刚性差,对于切削力、振动和切削温度十分敏感。车削加工时,很容易产生弯曲变形和振动,从而影响加工精度,得不到准确的几何形状精度和理想的表面质量。尤其是加工丝杆和精车长轴外圆,若不能提高其机械加工精度,将极大地影响产品质量。
通过多年生产和实训教学,笔者在这方面进行了研究和探讨。
1影响细长轴加工精度的因素
1.1切削力
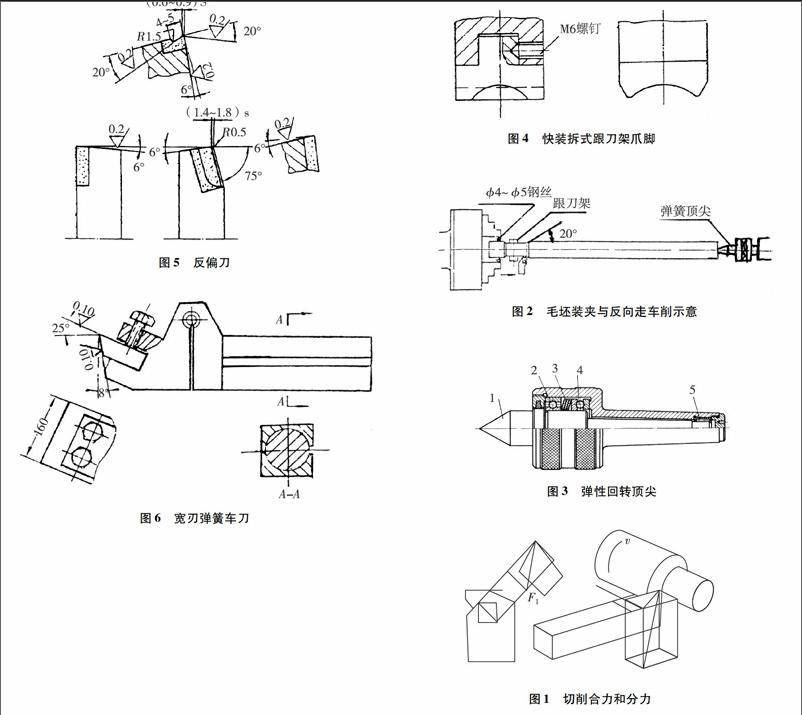
在切削过程中,有大小相等、方向相反的力分别作用在刀具和工件上,这个在切削过程中产生的力,称为切削力。切削力是怎样产生的呢?原来切削时,在刀具的作用下,切削层金属、切屑和工件表面层金属都会产生弹性变形和塑性变形。又由于切削沿前刀面流出,故有摩擦力作用于前刀面。同时,又因刀具和工件间的相对运动,还有摩擦力作用于后刀面。所以,变形抗力和摩擦阻力形成了切削合力Fr。切削合力可以分解成3个互相垂直的力:切向力(主切削力)Fz,径向力(切深抗力)Fy,轴向力(进给抗力)Fx,如图1所示。一般情况下,主切削力Fz最大,Fy、Fx小一些,随着刀具几何参数,切削用量、刃磨质量的不同,Fy、Fx相对于Fz的比在很大范围内变化:
Fy=(0.15~0.7)Fz
Fx=(0.1~0.6)Fz
车削外圆时,Fz是计算切削功率的重要依据。Fy虽不作功,但能使工件变形或造成振动,对加工精度或已加工表面质量产生影响。
图1切削合力和分力
Fx作用在进给机构上,用于设计或校核机床进给机构强度。由于细长轴刚性很差,车削加工时,Fy会使车刀同时在y、z方向产生变形,形成加工误差,Fx在轴向对工件产生作用,如果轴的两端为固定支承,会将工件“压弯”。总之,装夹不当,细长轴很容易因切削力及重力作用而弯曲变形,产生振动,特别是长径比较大时,自重力越大,这种弯曲变形和振动就更为显著,从而降低加工精度,造成表面粗糙。
1.2切削热
车削时,由于切削热的影响,工件随温度升高而逐渐伸长变形,这就叫“热变形”。工件热变形伸长量可按下式计算:
从上式可看出,在车削一般轴类时可不考虑热变形伸长问题,但是车削细长轴时,因为工件长(L长),散热性差(Δt高),轴向尺寸在切削热的作用下,会产生相当大的膨胀,如果轴的两端为固定支承,则会因受挤而弯曲变形。当轴以高速旋转时,这种弯曲所引起的离心力将进一步加剧轴的变形与振动。
此外,加工细长轴一次进给所需的时间长,刀具磨损大,从而增加了工件的几何形状误差。
由此可知,车削细长轴对刀具、机床精度、辅助工具精度、切削用量的选择、工艺安排与具体操作技能都应有较高的要求,是一项工艺性较强的综合技术。“车工怕杆”的原因也就在此。为消除和减少上述误差,解决细长轴的加工精度问题,在实践工作中我们从提高产品质量和生产效率入手,总结了一套车削细长轴的加工方法,并改进了工艺装备,保证了细长轴的加工质量。
2提高细长轴加工精度的措施
2.1校直
校直可使车削余量均匀,减少车削振动,提高车削质量。坯料校直后,要求在任意1000mm的长度内其直线度误差不大于2mm,这可使切削后的表面残余应力保持较均匀,减少工件在使用中产生变形。
2.2调整尾座
使工件开始车削的一端外径比另一端外径大0.02mm~0.04mm,减少由于跟刀架爪脚或车刀磨擦所造成的锥形误差。
2.3改善装夹方法
(1)细长轴加工往往采用一夹一顶安装工件,用这种装夹方法时,由于顶尖孔与卡爪基面往往不同轴,因而会形成装夹过定位而使工件弯曲变形。所以工件不宜夹得过长,一般在15mm左右,最好在毛坯的外圆上套上一个开口的φ4mm~φ5mm的钢丝圈,再伸入卡盘用卡爪夹紧(钢丝应在卡爪凹槽的同一圆周位置上),使毛坯与卡爪间成线接触,起万向调节作用,从而避免了接触面过大。如图2所示。
图2毛坯装夹与反向走车削示意
(2)在尾座上改用弹性回转顶尖来适应工件热变形伸长。
弹性顶尖的结构见图3。顶尖1用深沟球轴承2、滚针轴承5支承径向力,推力球轴承4承受轴向推力。在深沟球轴承和推力球轴承之间,放置三片厚2.5mm的碟形弹簧3。当工件变形伸长时,工件推动顶尖通过深沟球轴承,使碟形弹簧压缩变形。生产实践证明,用弹性回转顶尖加工细长轴,可有效地适应工件热变形伸长,工件不易弯曲,车削可顺利进行。不过,顶尖顶住工件的松紧也要合理以既能随工件转动,又能用右手食指和拇指捏停顶尖为宜。
图3弹性回转顶尖
1-顶尖;2-深沟球轴承;3-碟形弹簧;4-推力球轴承;5-滚针轴承
2.4跟刀架的改进与正确使用
(1)快装拆式三爪跟刀架。跟刀架是加工细长轴极其重要的附件。夹角90度的三爪结构比夹角105度的两爪结构,易平衡径向切削力,支承均衡性好。跟刀架爪脚采用耐磨的球墨铸铁材料,在粗加工和半精加工时爪脚都要研磨,使其对工件有较大的接触弧面,根据工件不同的直径,多配几套级数的爪脚,并做成快装拆式,如图4所示,可减少研磨时间。
图4快装拆式跟刀架爪脚
(2)对跟刀架爪脚进行预磨损。研磨时将跟刀架的爪脚支紧工件上车过的一段外圆(这段外圆要表面粗糙,长度100毫米左右,其尺寸大小接近于加工所要求的尺寸而位置要尽量靠近卡盘),由大拖板作纵向来回移动,干磨跟刀架爪脚面(注意适时调整跟刀架爪脚,始终与工件接触)。当接触面达65%左右,再加乳化液精磨,直到爪脚圆弧有80%~90%部位与工件表面吻合,以增大爪脚和工件的接触面积,减少爪脚在车削中的磨损。
(3)车支撑处外圆的要求:直径圆度好,光洁,不能有其他变形等缺陷,支撑处外圆的长度一般比支撑爪长15mm左右。支撑处外
圆与毛坯外圆相交处,宜车一个40度左右的锥度(见图2),以使接刀时切削力逐步增加,不会受突然冲撞力造成让刀和工件变形。
(4)跟刀架爪脚(宽度约为零件直径的1~1.5倍)应支于已加工表面,位于车刀后面0.5mm~2mm处,并逐步压向工件,以手感无振为宜,并加油润滑。粗车时,应将毛坯一次进给车圆,以免影响跟刀架的正常工作。当采用宽刃大进给车刀精车时,爪脚可位于车刀的前面,以防工件精车过的表面出现划痕,间距同上。
2.5采用反向进给法
细长轴用一夹一顶法装夹时,若用正向进给方式,则工件在轴向力Fx的作用下产生压缩变形而弯曲。如采用反向进给方法,此时Fx对工件的作用(卡盘至切削所在点的一段)是拉伸而不是压缩,同时采用弹性的尾座顶尖,有效补偿了刀具至尾座一段工件的受压变形和热伸长,这样就不至于将工件压弯。反向进给法适于中速粗车和大走刀低速精车,并具有适应性强,对机床精度要求不高,加工效率较高等特点。
2.6选用合适的刀具角度和切削用量
粗车使用的刀具采用图5所示的反偏刀,刀片材料为YT15硬质合金,主偏角κr=75~90度,以减小径向切削力Fy,从而减小Fy引起的振动,前刀面上4mm~5mm断屑槽,其目的也是减小切削力和切削温度,防止工件的变形和振动。
精车使用图6所示的宽刃弹簧车刀,弹性刀杆有利于减振和避免扎刀。采用W18Cr4V高速钢刀片,同时,刀刃要光滑平直,前角大,切削轻快,使切屑排出流畅,这样可解决由于切削热产生线膨胀和径向力使工件弯曲的问题。
刀具安装时,粗加工和半精加工刀尖应高于工件中心0.2mm~
0.5mm,精加工刀尖应高于工件中心0.1mm~0.2mm,这样安装不仅增大了工作前角,而且使主后刀面起到约束工件上下窜动的作用,减少工件的低频振动。如用低速宽刃车刀精车时,刀尖应等于或低于主轴中心。
切削用量的选择:
粗车时,ap=1.5~3mm,f=0.3~0.5mm/r,v=25~35m/min,采用2%~3%乳化液充分冷却。
精车时,ap=0.15~0.3mm,f=3~5mm/r,v=1.8m/min,采用30号机油充分冷却。
需要强调的是,切削细长轴必须加注切削液充分冷却,以降低工件的温度,减小热变形。并且还可防止跟刀架爪脚拉毛工件,提高刀具的使用寿命和工件的加工质量。
图5反偏刀
图6宽刃弹簧车刀
3实施效果
采用以上措施和精心操作,使细长轴的加工精度大大提高,如车削45钢φ40Cp=CB×N×f1×f2×f3×…×fm×2000mm的细长轴,圆度0.01mm,圆柱度0.04mm,直线度0.05mm,Ra0.8um~1.6um,达到设计要求,提高效率4~6倍。
4结论
本文提出的加工方法,具有操作简单、成本低、加工精度高等特点,并且符合普通加工厂家的实际生产状况,具有良好的应用前景。
需要提出的是,由于细长轴加工工艺系统复杂,稍有疏忽就可能出现问题。在加工中,除了提供必要的工艺保证措施外,还应随时眼看、耳听、手摸发现问题和解决问题,不断提高细长轴的加工工艺水平。
参考文献:
[1]机械工业部.中级车工工艺学[M].北京:机械工业出版社,1998:20-25.
[2]高喜贤.车工基本技术[M].北京:金盾出版社,1996:31-35.
[3]韦富基.零件普通车削加工[M].北京:电子工业出版社,2010:80-83.
猜你喜欢
科学与财富(2016年26期)2016-12-01
考试周刊(2016年82期)2016-11-01
