
基于 Windchill系统的推土机 BOM管理研究
2016-01-16 22:49程冠艳樊庆琢张晋修
智能制造 2015年12期
程冠艳+樊庆琢+张晋修
介绍了 BOM管理在企业信息化建设中的重要性,探讨 Windchill系统中产品结构管理的功能,分析推土机基础数据的特点,比较在 W indchill PDM系统和 Oracle ERP系统中 EBOM到 MBOM各种转换方案的优劣。介绍了推土机 MBOM在 Windch ill系统中重构的实现方法。
一、引言
在企业信息化的过程中,实施产品数据管理(PDM)系统是实现企业信息化的基础。产品结构数据 BOM则是企业信息化建设的管理核心,是任何管理系统中最重要的基础数据,是贯穿各信息系统的主线,也是联系与沟通企业各项业务的纽带。其组织格式设计的合理与否直接影响到系统的处理性能,甚至对企业信息化的实施都会有较大影响。因此,根据实际的使用环境,灵活地设计合理有效的 BOM是十分重要的。
二、BOM定义及分类
物料清单 BOM(Bill Of Material)是产品结构的技术性描述文件。它表明了产品组件、子件、零件直到原材料之间的结构关系,以及每个组装件所需要的各下属部件的数量,BOM是一种树型结构,称为产品结构树。根据不同部门对 BOM的不同需求,主要存在以下几种 BOM:设计BOM、工艺 BOM和制造 BOM等。
设计 BOM(又称 EBOM),是设计人员根据客户需求或设计要求,进行产品设计而形成的,反映产品的设计结构和设计属性。零部件的“视图”属性标记为“设计视图(Design)”简称 D视图。
工艺 BOM(又称 PBOM),是工艺工程师根据工厂的加工能力,在 EBOM基础上再设计出来的 BOM。PBOM主要完成零部件的装配工艺与自制件的加工工艺。确定路线、工序、工位和工装等信息。“视图”属性标记为“工艺视图(Process)”简称 P视图。
制造 BOM(又称MBOM),是根据零部件供货状态、加工和制造过程对产品 PBOM调整后得到的 BOM。增加详细的分工、工艺、定额、材料及制造资源(工装、刀具、量具和设备等)等信息,是详细描述产品制造过程和制造数据的基础性数据。其部件的“视图”属性标记为“制造视图(Manufacturing)”,简称 M视图,重点反映产品的制造层次和制造过程。
三、存在问题
研发人员根据专业(电气、液压和功能等)划分设计而非面向制造的模块化设计,EBOM和MBOM存在距大差异。
公司原 PDM和 CAPP系统中只有超级 EBOM管理,没有 MBOM和 PBOM。工艺和设计数据只能基于 EBOM进行管理,无法满足实际生产工艺的需求。
采购合件、配料明细等制造数据只能在系统外依靠Excel表格管理,这些离散数据靠手工系统外维护,造成基础数据的重复、冗余和变更不同步等问题。
产品物料编码是根据公司标准进行,人为操作造成产品编码混乱,存在不符合标准的产品编码。
用户个性化的需求影响了产品的设计,导致企业产品配置众多引起的设计数据庞大,而单个配置的销量很少。
四、Windchill系统概述
Windchill包括 PDMLink和 MPMLink等应用模块,是美国参数技术公司(PTC)推出的一款产品开发系统(PDS),用来管理产品和工序的整个生命周期。允许在Windchill和 ERP系统之间互换零件原件、材料清单和工程变更信息。在整个产品制造过程中,产品生命周期事件会自动触发与产品有关的信息的互换。
PDMLink是一个功能完善的基于 Web的产品数据管理平台。该系统基于 Java技术,以授权控制为基础,为企业用户提供了一个动态的协作环境。它可以管理从概念设计、详细设计到生产制造各个阶段产生的各类数据。采用了先进的 B/S(Browser/Server)3层体系结构,即客户端 /应用服务器 /数据库。在 PDMLink中将产品结构和设计内容相关联,以EBOM为核心,关联设计图样、模型和文档管理。
MPMLink是 Windchill中用于制造数据管理的设计环境,是定义和管理用于制造部件、装配最终产品和执行检查的制造过程。在产品生命周期管理系统中,MPM过程是连接产品设计和产品执行(从生产计划到资源和库存)的桥梁。在 MPMLink中,工艺数据以 MBOM为核心,关联路线、资源和文档等进行结构化管理。
五、BOM管理方案
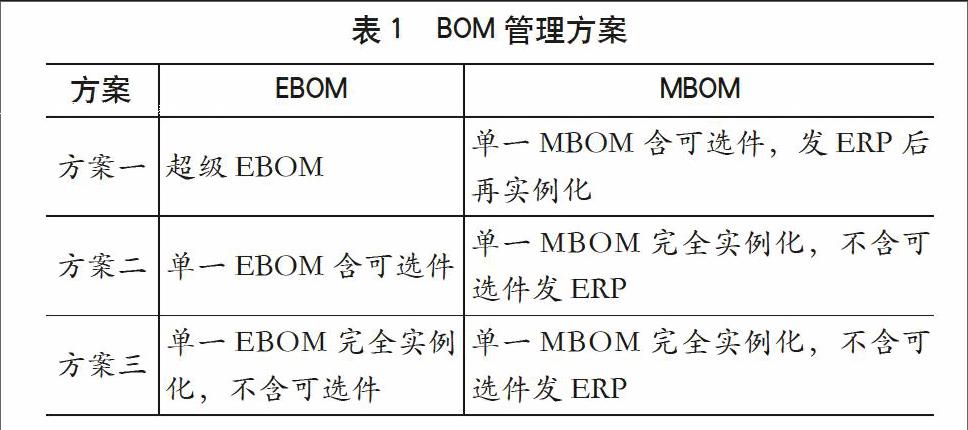
根据产品实际业务需求,在 Windchill系统实施和基础数据整理过程中,提出表 1所示的三种 BOM管理理方案。对各方案分析对比,其各自特点如下。
1.方案一
在 Windchill系统中按超级 EBOM、单一 MBOM含可选件进行管理,发 ERP后 MBOM再实例化。
(1)优点:超级EBOM管理所有的变型产品,逻辑性强。可选件在 ERP进行选择,支持按订单弹性变化,减少在 Windchill系统中 BOM的数量。
(2)缺点:原有数据的配置信息体现在图样的技术要求或明细栏备注中,配置层次也不确定。配置规则的逻辑关系难以整理。EBOM的配置管理专业性强,对配置人员要求高,风险大。
2.方案二
在 Windchill系统中单一 EBOM,含可选件;单一MBOM完全实例化,不含可选件发 ERP。
(1)优点:EBOM的必选件具有唯一性,不存在配置关系混乱的问题。可选件为面向客户的可装可不装的零部件。可以通过系统的 BOM“另存为”功能,实现变型产品的 BOM构建,BOM关系可追溯。
(2)缺点:需要基于原有超级 EBOM根据必选件配置关系拆分出多个 EBOM。需要增加新的产品编号。
3.方案三
在 Windchill系统中,EBOM和 MBOM均为单一BOM,不含可选件,也就是完全实例化。
(1)优点:BOM具有唯一性,设计工艺间信息传递简单。可以通过系统的 BOM“另存为”功能,实现变型产品的 BOM构建,BOM关系可追溯。
(2)缺点:这样会导致系统中 BOM数量众多,数据整理的工作量大,系统中可能会存在大量客户根本不会点装的 BOM。需要增加新的产品编号。
4.方案选择
经过项目成员的分析讨论,对比三种 BOM管理方式的优劣,选择方案二。MBOM完全实例化发 ERP,Windchill作为 BOM管理的唯一数据源,ERP系统只需接收,不用处理 BOM。
六、方案的实现
1.EBOM管理
EBOM是按产品的结构和功能进行划分设计的,包括机架总成、电气系统、翼板总成、台车总成、液压系统、操纵系统、发动机和传动系统等。在 PDMLink中将产品结构和设计内容相关联,EBOM中所有的部件的视图属性为D,以 EBOM为核心,关联设计图样、模型和文档进行管理。
2.MBOM的生成
首先将超级 EBOM转视图为 MBOM,MBOM的数据与 EBOM完全相同,再根据产品配置删除不需要的可选部件。生成单一 MBOM主机。
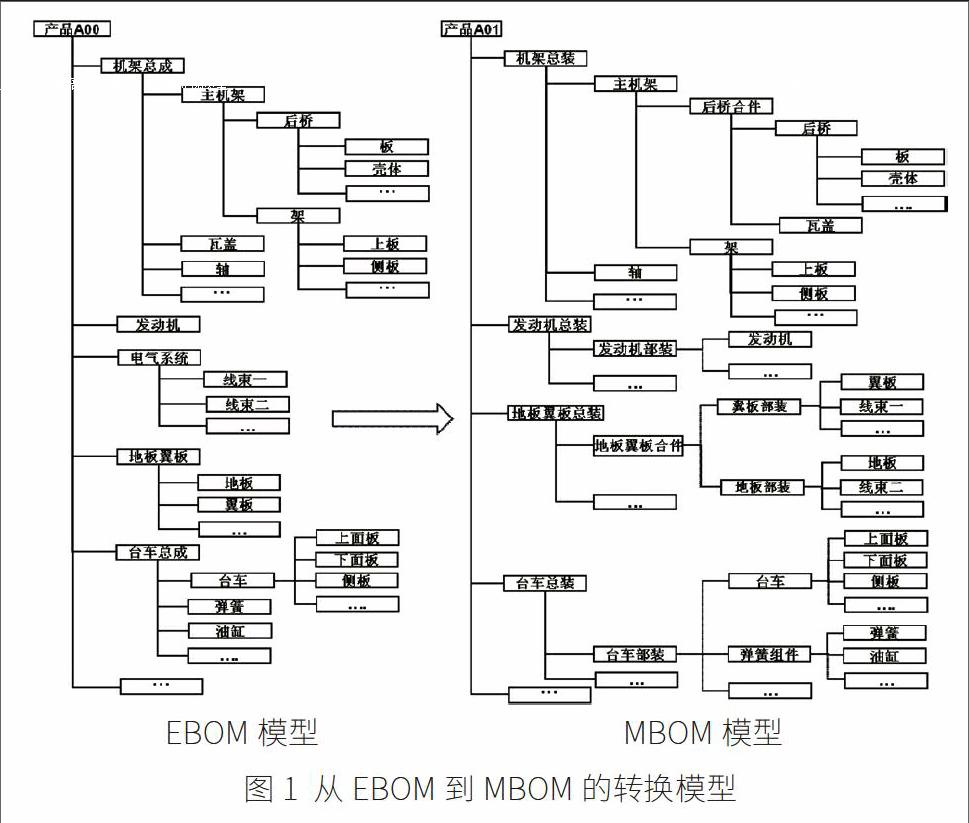
3. MBOM重构
MBOM的重构是根据装配、采购及制造过程重构形成。添加工艺分工,关联工艺路线、工艺文档等(图 1)。
(1)按实际装配层次结构重构 MBOM,并且体现总装和部装结构。在构型结点处添加装配合件。
MBOM的结构为机架总装、发动机总装、地板翼板和台车总装等结点。发动机部装、地板翼板部装和台车部装等。
(2)根据采购状态重构MBOM添加采购合件。如“弹簧组件”。
(3)根据制造过程和制造层次重构 MBOM。如“后桥合件”、“主机架”。
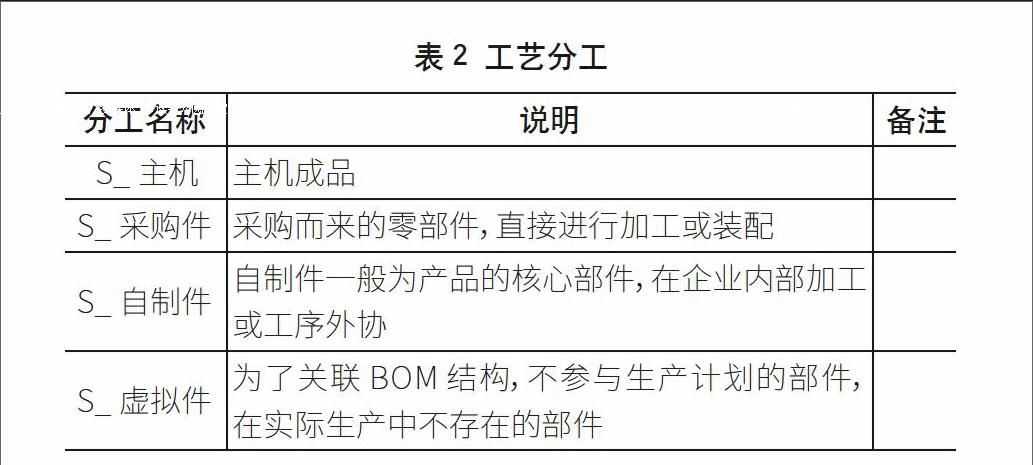
(4)添加工艺分工工艺分工作为零件的属性存在,要对每一个零部件进行分工,具体的分工类别如表 2所示。
(5)MBOM中部件的视图:MBOM中涉及重构的部件为 M视图,其它则保留 D视图,系统内数据具有唯一性,D视图的部件当设计变更时,工艺无需再变更。为避免重复计算物料,在PDM中将总成采购件和采购合件的子件过滤,再发 ERP。
(6)关联工艺路线:根据实际业务需要,为分工为主机、自制件和虚拟件的部件添加工艺路线和工艺资源,发放ERP组织生产。
七、工艺 BOM(PBOM)
分工为自制的部件需要转 P视图,由 MBOM转成PBOM(或由 EBOM转),再根据制造和工艺的需要在工艺路线的工序下面创建工步,关联工艺资源、工艺附图,最后生成结构化工艺指导生产。根据业务需要 PBOM不发ERP。
八、结语
研究 Windchill系统产品结构管理功能,提出基于Windchill和 Oracle的 BOM转换方案,进行对比,做出合适的选择。EBOM到 MBOM的重构也从手工编辑 EXCEL表格完成形式到利用 Windchill系统工具,从 EBOM结构树直接重构 MBOM结构树,保证了系统内数据的唯一性和正确性。在系统实施过程中整理并健全历史数据,提高了准确性和完整性。启用了Windchill和ERP系统的编码系统,保证零部件编码的唯一性。
利用系统实现了推土机以 BOM为核心的工艺、设计数据管理,以及数据变更流程闭环管理。给公司的管理带来巨大变化,实现了研、产、供、销、服统一数据库管理。向无纸化和三维化迈近。 IM
猜你喜欢
摄影世界(2022年1期)2022-01-21
知识经济·中国直销(2018年12期)2018-12-29
制造技术与机床(2018年9期)2018-09-19
中学生数理化·中考版(2017年6期)2017-11-09
非公有制企业党建(2017年10期)2017-11-03
商周刊(2017年6期)2017-08-22
海外华文教育(2017年6期)2017-08-07
现代兵器(2017年4期)2017-06-02
现代兵器(2017年4期)2017-06-02
山东大学法律评论(2016年0期)2016-08-16
