基于TRIZ理论对GDX2小包透明纸长边热封装置的设计
2016-02-22 20:27曾学淑刘红王圆明
科技视界 2016年4期
曾学淑 刘红 王圆明
【摘 要】由于GDX2小盒透明纸包装机(4350CH)长边包装存在透明纸包裹不紧、正面松弛、侧面长边搭口皱纹、熨烫不平等缺陷,严重影响了小盒硬包的外观质量。因此需要对GDX2包装机长边包装热封装置进行全面创新设计,就要以产品设计理论和创新理论为理论依据,进行创新设计。本文基于TRIZ理论对GDX2包装机长边热封装置进行创新设计。
【关键词】GDX2包装机;热封装置;外观质量;创新设计;TRIZ理论
GDX2小盒透明纸包装机存在透明纸包裹不紧、正面松弛、侧面长边搭口皱纹、熨烫不平等缺陷,严重影响了小盒硬包质量。究其原因分析,主要体现在以下几个方面:
(1)热封稳定性差;
(2)热封时间相对较短;
(3)烙铁结构设计不合理;
(4)维修费用高。
因此应用TRIZ理论和方法[1-3]分析现有GDX2小盒硬包透明纸长边热封机构原理解,对GDX2包装机长边热封包装装置进行创新设计。
1 利用物质—场分析方法确定小盒长边热封装置的系统技术冲突
1.1 问题分析
烟包通过通道输送带送入压紧装置内,再经过提升后,推烟器协调地将烟包推入有同步齿形带的4350CH小透明纸包装机输入通道。接着双推送器将烟包朝前推,烟包就带着输送到位的已裁切好的并粘有拉带的透明纸穿过通道的上下压板进入成型转塔的包装槽(盒模)内,此时完成了透明纸的“]形包装和烟包两端面的第一折(短边折叠)。烟包侧面长缝的第一折由活动的长缝折叠器完成,随着成型转塔的转动,侧面长缝第二折由固定的弧形瓦板内壁完成。在成型轮顺时针旋转60°和120°的两个停止工位上,烙铁对烟包先后进行了两次侧面长缝的热封,然后在180°工位上烟包被推出成型转轮而进入折叠通道。在烟包前进过程中完成烟包两端面的另一短边折叠(第二折)和下翼边折叠(第三折)。其后烟包在提升过程中两端完成了上翼边的折叠(第四折)和叠包。双包烟垛在端面热封通道中输送时被热封两端面,随后被推入输出转盘。由于热封稳定性差、热封时间相对较短、烙铁设计的不合理等因素,造成了小盒在包装时存在透明纸侧面封装有皱纹、气泡、漏气、熨烫不平等现象。
1.2 利用物质—场(Substance—field)分析模型确定小盒长边热封装置的系统技术冲突。
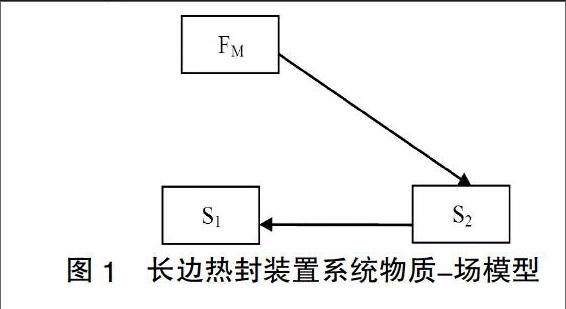
图1 长边热封装置系统物质-场模型
小盒透明纸长边热封装置系统的物质—场模型如图1。FM为机械能,S2为热封装置,S1为烟包。表明热封装置通过机械能作用于烟包,完成透明纸在热封装置中的热封。与烟包直接作用的为烙铁,成型转塔,弧形瓦板,其中的温度,时间和压力就成为了系统中的主要冲突,热封装置系统中的冲突分析如下:
(1)小盒烟包进入包装折叠成型轮完成“]”形包装后,在第二、三工位实现小盒透明纸侧面长边热封,由于烙铁宽度小于烟包侧面宽度,受热封合的透明纸与未受热封合的透明纸收缩比率不同,造成小盒侧面长边搭口皱纹、不平,且设备高速和低速的烙烫效果差异性较大,需经常进行调整,导致该系统热封稳定性极差。
(2)在GDX2(CH)包装机上,生产率为400包/分,经过计算得到每小盒烟包包装的时间为0.15秒。小盒烟包进入包装折叠成型轮完成“]”形包装后,在第二、三工位对小盒透明纸侧面长边热封时间相对较短,烙铁加热后对透明纸的烙烫不充分,造成小盒侧面长边搭口皱纹,严重影响产品美观和设备作业效率。
(3)现有的GDX2的热封烙铁的结构形式与热封机构运动过程的配合不合理,导致热封过程中烙铁的运动形式与小盒烟包的运动之间,在热封的时候采用线接触热封,热效率和热封面部不均匀,影响热封效果。
2 解决技术冲突—热封装置方案的提出
当要改造GDX2包装机的热封装置时,必须找出改造过程中会遇到的矛盾问题,例如这种热封装置精度要高,强度要大,速度要快,结构要简单,安全可靠,是否能提供安全警示等。按照将上述需要解决的问题以其重要性排列:
◇热封的烟包品质好;
◇热封过程中速度快;
◇简化结构;
操作过程中安全。
用TRIZ理论的39个通用工程参数将这些问题和上述热封装置系统物质—场分析可以得到2组通用的工程参数[4]。第1组为:需要改进的通用工程参数为“物体产生的有害因素” ,恶化的通用工程参数为“装置的复杂性”,交叉处的发明原理为19,1,31,由阿奇舒勒矛盾矩阵表得到这三个发明原理分别为“周期性作用”、“分割”和“多孔材料”;第2组为:希望改进的通用工程参数为“运动物体作用时间”,恶化的通用工程参数为“结构的稳定性”,交叉处发明原理编号为13,3,35,发明原理为“方向”、“局部质量”、“参数变化”。
3 GDX2小包透明纸长边热封机构的构型设计
3.1 针对60o第二工位的预封烙铁如何消除起皱现象[5-8],根据TRIZ理论中的“多孔材料”和“局部质量”原理对尺寸、凹槽及传动凸轮的改进
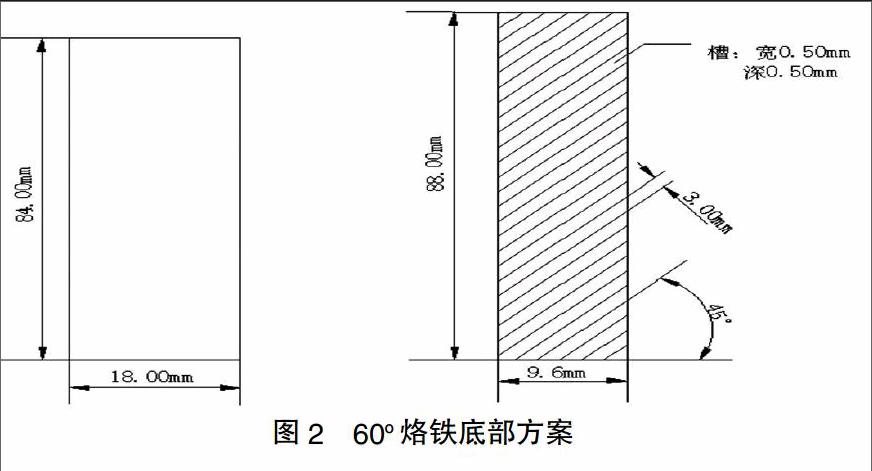
设备原第二工位烙铁的封接面尺寸为84mm×18mm,其长度比烟包标准长度88mm短4mm,封接时两端容易形成明显的烫痕,边上两角的皱纹也比较大;GDX2包装机烟盒烟包的厚度为23mm,烟包侧面封接区有两层薄膜,其宽度约为9.6mm,如果烙铁过宽,封接区内外薄膜受热收缩不一致,将使薄膜起皱;将第二工位烙铁底部封接面的尺寸加长减宽,改为88mm×9.6mm,这样就解决了两端烫痕和端部两角皱纹过大的问题。烙铁宽度改小后,通过调整烙铁,可使烙铁底部封接面刚好与封接区重合,这样就达到了与封接区刚好接触热合的目的,使侧面薄膜收缩一致,封接面平整无皱。在第二工位烙铁底部封接面上每隔3.0mm划一道宽0.5mm、深0.5mm的凹槽,封接时,空气就可以从凹槽中排出,减少了封接区内的气泡。这样,经最终封接后,封接面内空气就被排尽,封接面也就变得平整,如图2。
图2 60o烙铁底部方案
3.2 针对60o第二工位弧形瓦板槽宽的改进
同理采用TRIZ理论中“局部质量”原理,第二工位上的弧形瓦板槽口的宽度根据第二工位烙铁的宽度(9.6mm)可以确定为11.00mm,保证第二工位上的烙铁与弧形瓦板之间能够有足够的间隙,让烙铁能够顺利落下;同时弧形瓦板尽可能多地压住透明纸的两侧,让透明纸始终不脱离弧形瓦板的束缚。这样透明纸的反弹量就非常小,小盒烟包在第二工位预封时就能达到收缩效果。
3.3 针对成型转塔的连续周期运动的改进[9]
成型转塔对烟包的透明纸进行两长边的折叠和熨烫,利用TRIZ理论的“周期性”和“参数变化”,在设定的连续周期运动频率下,速度越快,整套设备的振动越厉害,温度也越高,稳定性越差,产生的有害物质也增多,烟包难以准确的到达熨烫的准确位置。为了改善这一现象,可以把连续周期运动改为脉冲信号的周期运动,同时在法兰座上加一个减震装置,消除烟包到达熨烫位置的振动,同时可以改善在此过程中的噪音,在允许的范围内,熨烫时间增长,熨烫的更为充分,同时可以把温度设定在最优的范围之内,能够保证熨烫效果最好。
4 总结
利用TRIZ发明问题解决理论设计的GDX2小包透明纸长边热封是小包透明纸熨烫加工的一种新型方法,其特点是对烙铁,弧形瓦板和成型转塔的改进,在保证整套设备的高速运转的情况下,既保证了工作效率,又保证了小包烟包长边熨烫的质量。
【参考文献】
[1]张士运,林岳.TRIZ创新理论研究与应用[M].1版.北京:华龄出版社,2010.
[2]王传友.TRIZ新编创新40法及技术矛盾与物理矛盾[M].1版.陕西:西北工业大学出版社,2010.
[3]檀润华.创新设计TRIZ:发明问题解决理论[M].1版.北京:机械工业出版社,2002.
[4]王德吉,张根勤.TRIZ在GDX2包装机剔除装置改造中的应用[J].技术纵横,2011,10:88-92.
[5]王向伟,迟车仁.GDX2香烟包装机盒包薄膜平整度影响因素的研究[J].包装工程,2008,7:56-58.
[6]董世谦.Foeke350包装机组小包透明纸起皱现象的消除[J].烟草科技M2001, 2:22-23.
[7]鲁俊义.GDX2小包透明纸整形装置[J].科技与经济,2006,9:123-123.
[8]刘伟锋,王维平.GDX2小盒透明纸包装折叠部件的改进[J].烟草科技,2004,7:21-48.
[9]周奎田.Foeke401透明纸包装机侧边成型热封装置的改进[J].烟草科技,2007, 12:24-26.
[责任编辑:杨玉洁]