
ABS色差影响因素分析和控制
2016-03-03 05:26刘格宏陈伟峰张琦李鹏
橡塑资源利用 2016年6期
刘格宏 陈伟峰 张琦 李鹏
(天津大沽化工股份有限公司 天津塘沽 300450)
ABS色差影响因素分析和控制
刘格宏 陈伟峰 张琦 李鹏
(天津大沽化工股份有限公司 天津塘沽 300450)
ABS树脂的色差是评判产品质量好坏的重要依据之一,我公司生产的ABS因色差大且不稳定影响了产品的市场竞争力。影响ABS色差的因素很多,我公司充分利用基层技术人员,在全面彻底分析ABS色差影响因素的基础上找准自身短板,对症下药,提高了ABS的色差质量水平,得到了客户的认可,增强了产品的竞争力。
ABS树脂;色差。
一、引言
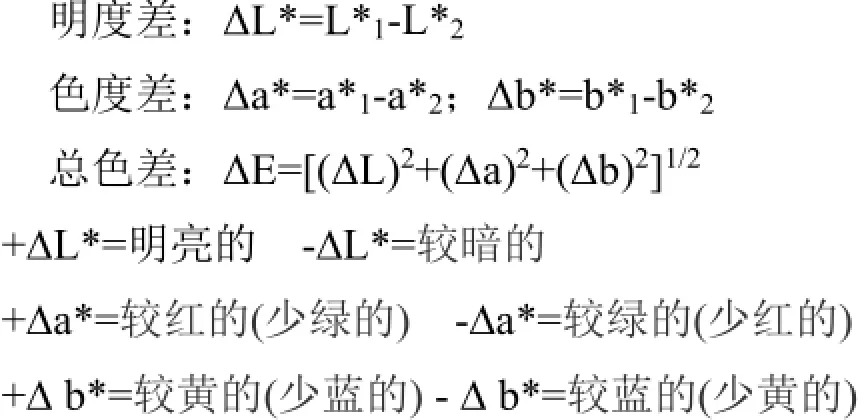
ABS是一种应用广泛的热塑性树脂,ABS色差是衡量ABS质量好坏的一个重要的参数。色差是指试样颜色与标准颜色在色度坐标中的几何距离之差,并可用数据来表示,色差的单位为NBS,若2个色样样品都按L、a、b标定颜色,则两者之间的总色差ΔE=h,各项单项色差可用下列公式来计算:
ABS产品的色差对于下游工序十分重要,如下游用户直接使用本色ABS进行成型,那么色差大会导致制件基色发黄发暗,视觉效果不佳,如果下游用户对ABS制件采用配色或喷涂的话,那么色差不稳定就不便于客户稳定配方,所生产的制件也就很难保证质量的统一。所以提高和稳定ABS产品的色差水平就成为大沽化工亟需解决的问题。
二、ABS生产工艺简介
我公司采用乳液接枝-本体SAN-掺混法生产ABS产品,丁二烯经过碱洗后开始聚合反应,后经物理复聚生产出合格粒径的PBL胶乳,HRG单元用PBL胶乳和苯乙烯、丙烯腈反应,经过絮凝和干燥生成HRG粉末,SAN单元采用本体聚合生产SAN粒子,在掺混单元,根据牌号的不同按照一定比例将HRG粉和SAN粒子经过挤出机生产出ABS产品,如下图所示。

三、ABS色差影响因素分析
一个水桶无论有多高,它盛水的高度取决于其中最低的那块木板,这个理论被称作水桶原理或短板理论。它用在ABS色差的分析上非常贴切,ABS色差的优劣取决于整个ABS生产过程中最薄弱的环节。在实际生产过程中,一些辅助的岗位、边缘的操作、细小的环节往往容易被我们忽视或者没那么重视,但是根据木桶原理,这反而容易成为ABS生产过程中的短板。所以,要提高ABS的色差就一定要准确的找到最短的那块木板,增强薄弱环节。
1、影响因素全面排查
因为影响ABS色差的因素非常多,而且任何一个因素都有可能成为ABS色差的短板,所以我们要对影响ABS色差因素进行全面的排查,排查要求对所有可能的因素要有一律不放过,一律不排除,宁可信其有,不可信其无的态度。
经过对整个ABS生产全过程的排查,包括丁二烯胶乳聚合过程、胶乳接枝过程、SAN粒子生产过程、掺混包装过程,共排查出影响ABS色差的因素近百项。各过程影响因素分析如下表
1)丁二烯胶乳聚合过程影响因素
2)胶乳接枝过程
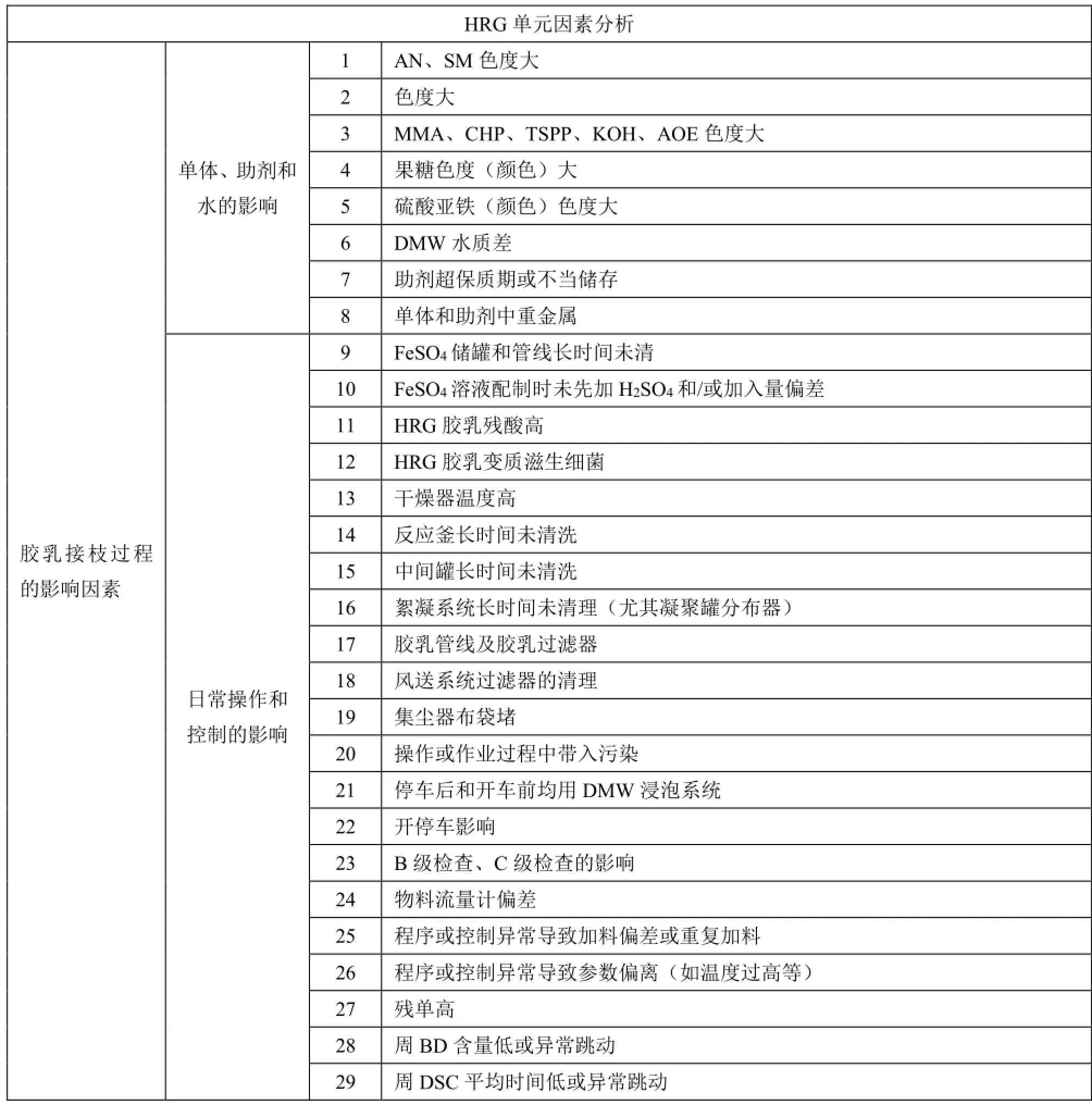
表3-2胶乳接枝过程的影响因素
3)SAN粒子生产过程

表3-3 SAN粒子生产过程的影响因素
4)掺混过程
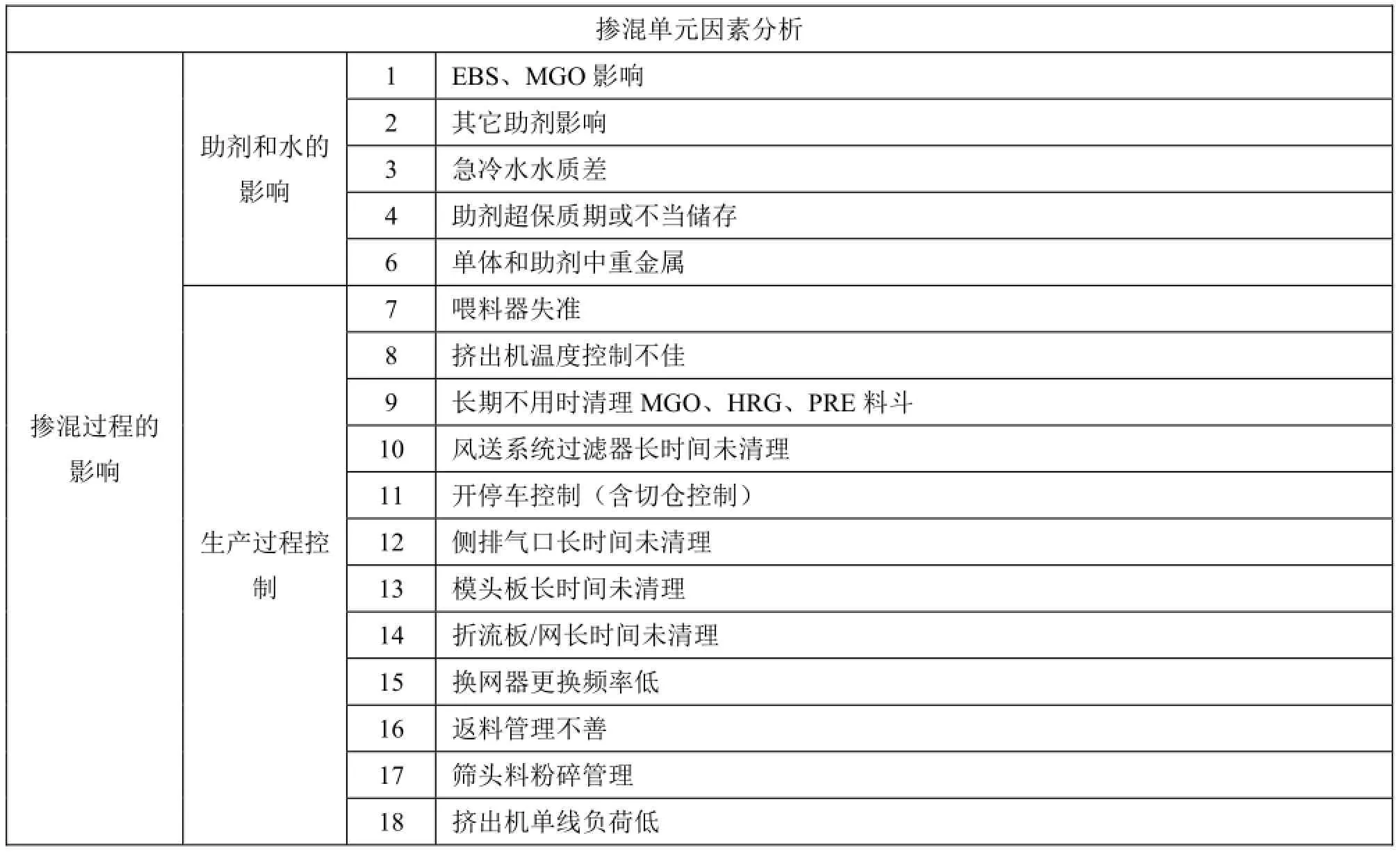
表3-4 掺混过程的影响因素
通过上表我们发现,影响ABS色差的因素很多,我们既要做好全面的质量管理工作,同时也要找准影响色差的主要因素,深入的分析和研究,抓住主要矛盾,对症下药,提高工作效率。
四、主要因素确定
1.色差与HRG粉白度的关系
当生产的ABS色差较大时,我们留取了原料SAN和HRG,当生产的ABS色差较小时,我们同样留取了原料SAN和HRG,然后我们在分析室将这两批料进行了分析对比。经分析发现,SAN和HRG的主要理化指标没有明显差异且都在合格范围内,SAN的黄色指数也基本相同,但HRG粉的颜色有差异。生产色差较大ABS所用的HRG粉目测颜色发暗发黄,而生产色差较小ABS所用的HRG样品目测颜色较好。由于在此之前,我公司没有针对HRG颜色的分析手段和标准,所以我们没有办法量化这种差异。因此,我们借鉴了PVC产品的白度检测标准《GB 2913-1982 塑料白度试验方法》对两个批次的HRG粉进行了白度分析,其结果如下:

表4-1 ABS色差异常时原料对比
通过上表我们发现,ABS色差与HRG粉的白度是负相关的关系,HRG粉的白度越高,ABS产品的色差越小。为了验证这个结论,同时也为了检验ABS色差与SAN粒子黄色指数的关系我们又做了以下两组实验。
实验1:用同一批次黄色指数近似的SAN粒子和收集到的不同白度的HRG粉生产相同批号的ABS,其他助剂和条件保持一致。
实验1结果如下:
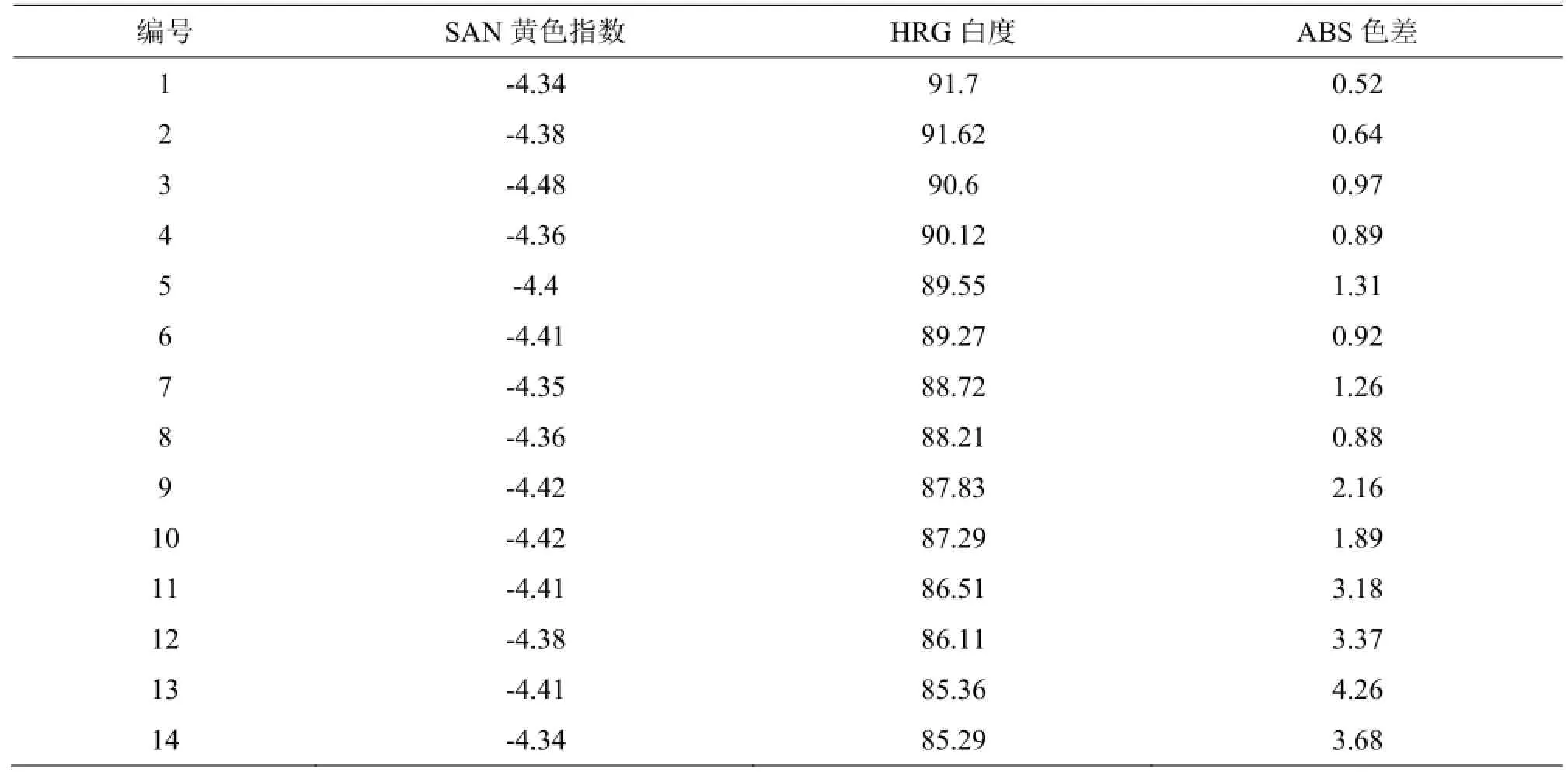
表4-2 HRG白度对ABS色差影响实验结果
从表4-2我们验证了前述结论,ABS色差与HRG粉的白度是负相关的关系,HRG粉的白度越高,ABS产品的色差越小。根据实验1结果我们绘制出了HRG粉白度与ABS色差关系曲线图4-1

图4-1 HRG粉与ABS白度的关系
从图4-1我们进一步得出结论: HRG粉的白度在87以上时,ABS色差比较小,ABS色差除了受HRG粉影响外,其他因素也对ABS色差产生较大的影响,但当HRG粉的白度小于87时,ABS色差显著提高,其他因素对ABS色差影响较小。即当HRG粉的白度小于87时,HRG粉的白度成为了影响ABS色差的主要因素。因此,为了控制ABS色差,我们首先要确保HRG粉的白度至少在87以上。
实验2:用同一批次白度近似的HRG粉和收集到的不同黄色指数的SAN粒子生产相同批号的ABS,其他助剂和条件保持一致。
实验2结果如下:
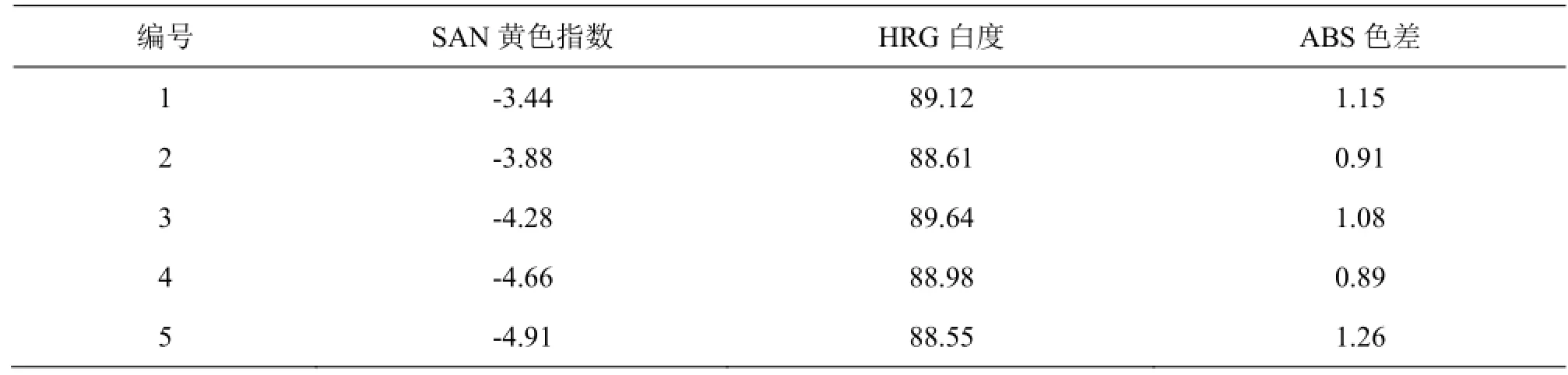
表4-3 SAN黄色指数与ABS色差的关系
从表4-3可以看出,在保证一定HRG白度的基础上, SAN黄色指数在允许范围内波动不会影响ABS的色差(如果SAN黄色指数更大或者极端异常,最终一定会对ABS色差产生影响,但此种情况在我公司的日常生产中极少出现,故在此不予讨论分析)。
通过两组对比实验,我们可以得出结论:在保证其他条件一致的情况下,ABS色差与HRG粉的白度是负相关的关系,HRG粉的白度越高,ABS产品的色差越小。在保证一定HRG白度的基础上,保证其他条件一致的情况下,SAN粒子黄色指数在一定范围内波动对ABS色差的影响不大。既然HRG粉的白度是影响ABS产品色差的重要因素,那么我们将重点分析HRG白的影响因素。
2.HRG单元絮凝用水与HRG粉白度的关系
在得知了HRG粉白度的重要性后,我公司将HRG粉的白度测试编入中控指标中,定期对HRG粉的白度进行检测。在一次生产过程中,质检部门检测出HRG粉的白度异常,将此情况通知了生产部门。生产部门高度重视,立即开展了对工艺的彻底排查。经排查发现,此批次HRG粉絮凝用水中铁离子含量较高。为了验证HRG粉白度和絮凝用水中铁离子的关系,我们做了以下对比实验。
实验3:用不同铁离子含量的无离子水(其余离子均符合无离子水标准)对同一反应釜的胶乳进行絮凝,脱水干燥后进行白度测试,其结果如下:
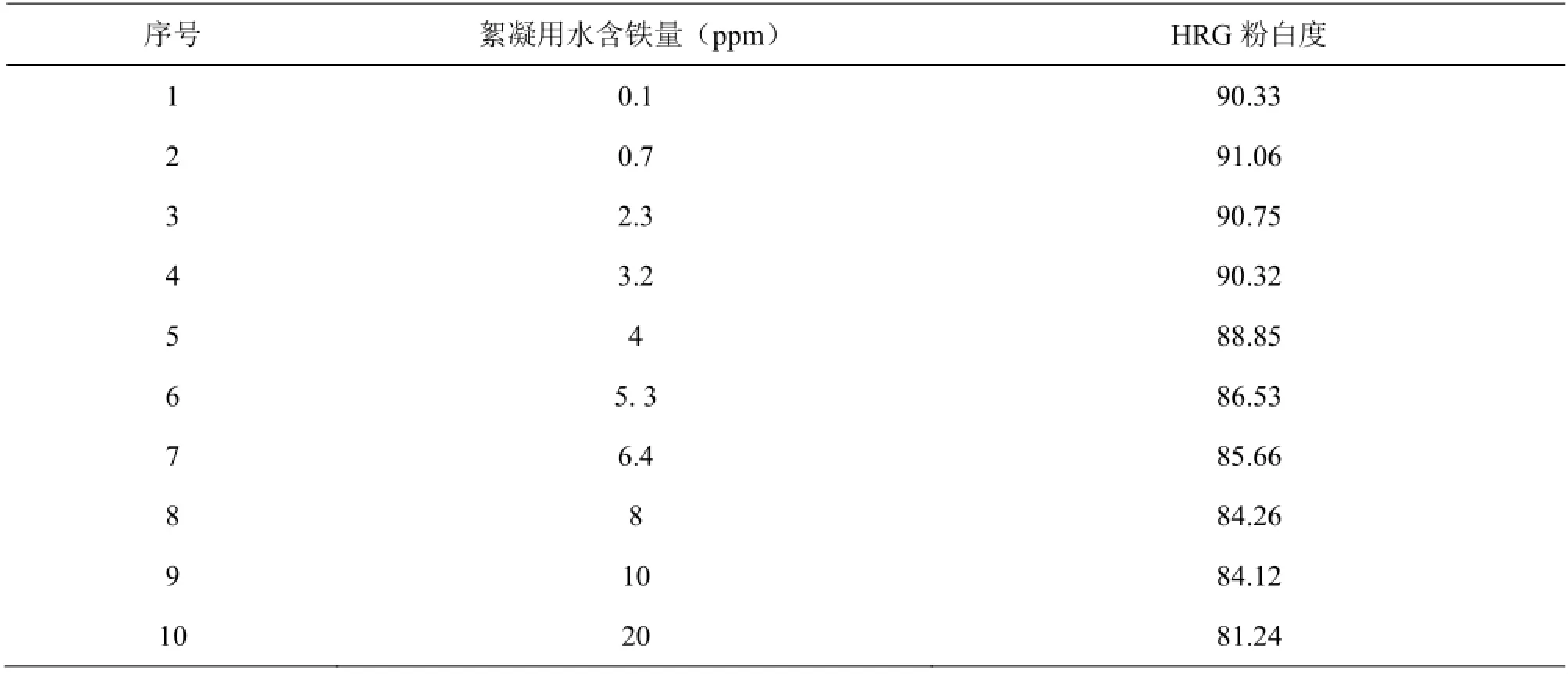
表4-4 絮凝用水含铁量与HRG粉白度的关系
从表4-4我们得出结论:HRG单元絮凝用水含铁量与HRG粉的白度是负相关的,絮凝用水含铁量越高,生产出的HRG粉白度越低。当絮凝用水含铁量在4ppm以内时,可以将生产的HRG粉白度控制在87以上。但是为了确保ABS产品的色差,我们要尽量减少絮凝用水的含铁量。
我们又用白度较低的HRG粉生产出了ABS,对该批次ABS做了色差分析,其结果如下:

表4-5 絮凝用水含铁离子HRG粉生产的ABS色差数据
从表4-5中可以看出,该批次ABS色差较大的原因为L值偏低(发暗),a值偏高(发红),b值偏高(发黄),正是受到了铁离子颜色的影响,这也验证了上述结论。
3.HRG单元胶乳储存时间与HRG粉白度的关系
原料经HRG反应釜反应后进入HRG中间罐,中间罐可以储存10釜HRG胶乳。通常,我们把进入中间罐最后一釜料的结束时间作为中间罐储存的起始时间,把中间罐胶乳絮凝干燥后产出HRG产品的时间作为结束时间。为了保证絮凝及后续生产的连续性,HRG生产时一般要保证中间罐储存10釜HRG胶乳才开始进行絮凝和后续生产。但HRG胶乳也是有保质期的,为了探索HRG胶乳在中间罐储存时间对HRG白度的影响,我们做了如下实验:
在确保中间罐胶乳白度合格的前提下,我们对不同储存时间的HRG胶乳进行白度测试,其结果如下:

表4-6 胶乳储存时间与HRG粉白度的关系
从表4-6中我们可以看出,随着储存时间的增加,HRG粉的白度下降,而且当储存时间超过36小时后,HRG粉的白度接近87的最低要求。另外通过对不同时间胶乳PH的测试我们还发现,随着储存时间的增加,HRG胶乳的PH也有所下降,这也许是导致最终HRG粉白度下降的原因,因为PH下降后为细菌的增长提供了更好的条件。通过实验,我们还发现,把超时存放的胶乳通过加碱的方式将PH调节到初始状态时,HRG粉白度不能恢复。所以在生产过程中,要控制胶乳储存时间在36小时内。
五、ABS色差控制措施
从以上分析我们看出,影响ABS色差的主要是HRG粉的白度,而HRG粉的白度主要受HRG粉絮凝用无离子水含铁量和HRG胶乳储存时间影响,因此我们制定了相应的控制措施。
一、对于进入质检料仓的HRG粉增加白度测试,合格后方可送至掺混单元,对于白度合格但有波动的情况也要及时向工艺人员反应,以便及时查找原因。
二、对于絮凝用无离子水,每天由质检部门对生产用无离子水进行取样分析,确保 HRG絮凝所用无离子水含铁离子在4ppm以下。同时针对无离子水含铁问题进行分析研究,从根本上解决无离子水含铁问题。
三、对于HRG胶乳储存时间过长方面,我们要求工段在HRG胶乳储罐分析合格后,要及时进入后续工艺,保证36小时之内将储罐内胶乳使用完毕,如遇特殊情况,需要将本批次料做好标记,后续要对该批次做额外的白度测试,合格后方可进入掺混单元正常生产。如果白度达不到要求,就要进入指定料仓进行黑色ABS树脂的生产。
六、总结
在有效的实施了色差控制措施后,我公司ABS色差下降显著,月平均色差由控制前的1.5以上下降至1以下。色差波动也明显减小,每日各生产线色差基本控制在1.5以内。以下是我公司在采取色差控制措施前后的色差数据对比。

图6-1 改善前后月平均色差对比
如图所示,自4月份采取色差控制措施后,月平均色差均控制在1以下。

图6-2 控制前每日色差曲线

图6-3 控制后每日色差曲线
通过对比可以看出,采取色差控制措施后,色差波动明显减小。生产实践证明,我公司找到了影响其ABS色差的主要因素。目前,各项控制措施已形成了制度性文件,并严格落实于日常的生产工作中。经过不断的努力,我公司ABS色差质量显著提升,色差逐渐减小而且保持稳定,赢得了客户的认可,扩大了市场占有率,销售价格也有所提升,提高了经济效益和品牌价值。

图6-4 ABS色差管理中的木桶原理
我公司通过全面排查和用分段控制变量的方法找到了自身ABS色差偏大且不稳定的因素。但是从整个查找过程中我们可以发现,影响ABS色差的
[1] 王荣伟,杨为民等ABS树脂及其应用 [M],北京:化学工业出版社.
[2] 张玉龙,张文栋等 实用工程塑料手册[M],北京:机因素确实很多,所以我公司的问题不一定是其他企业的问题。在此,仅提供一种思路和方法供大家参考。械工业出版社.
[3] 吴立峰,陈信华等 塑料着色配方设计[M],北京:化学工业出版社.
刘格宏,天津大沽化工股份有限公司副总经理,毕业于武汉工程大学化学工程与工艺专业,现从事化工生产技术管理工作。
猜你喜欢
粮油食品科技(2022年5期)2022-09-27
山东冶金(2022年4期)2022-09-14
纺织高校基础科学学报(2021年2期)2021-07-13
铁道建筑技术(2020年11期)2020-05-22
橡胶工业(2018年11期)2018-07-23
中成药(2018年2期)2018-05-09
作文与考试·小学高年级版(2017年21期)2018-01-05
纺织检测与标准(2016年3期)2016-08-16
橡塑资源利用(2015年1期)2015-12-24
橡胶工业(2015年4期)2015-07-29
