
旋轧扩径工艺生产大直径中薄壁P91无缝钢管实践
2016-03-03 02:03姚家华何彪肖功业赵庆权王国亮张俊萍
钢管 2016年6期
姚家华,何彪,肖功业,赵庆权,王国亮,张俊萍
(天津钢管集团股份有限公司,天津300301)
旋轧扩径工艺生产大直径中薄壁P91无缝钢管实践
姚家华,何彪,肖功业,赵庆权,王国亮,张俊萍
(天津钢管集团股份有限公司,天津300301)
介绍了采用Ф460mm PQF连轧管机组热轧,再经Ф720mm斜轧扩径机组旋轧扩径,生产大直径中薄壁P91无缝钢管的生产工艺;分析了生产的P91无缝钢管的性能。结果表明:采用旋轧扩径工艺生产的P91无缝钢管,其化学成分、成品几何尺寸和力学性能等均满足相关标准要求;其持久强度与常规热轧管机组生产的相当,产品可以在高温高压环境下应用。
无缝钢管;大直径;中薄壁;P91;旋轧;性能
众所周知,P91因其w(Cr)为9%和w(Mo)为1%,在高温抗氧化和高温强度上有突出表现。同时通过添加V、Nb、N等微合金化元素,在晶界和晶内形成了大量形状复杂的Nb、V(C,N),该析出相具有高温长时长大不明显的优点,从而大大提高P91钢的高温持久强度[1],同时还保持了原9Cr-1Mo钢的优良的抗高温腐蚀性能[2]。因此,P91经常被用于主蒸汽管道、再热蒸汽管道热端及其他高温承压设备。
P91的合金含量高,其冶炼以及轧制过程比较困难,虽然国产大直径厚壁P91无缝钢管的各项性能能满足相关标准要求[3],但是大直径中薄壁无缝钢管由于变形量大,在国际上也很少有适合轧制该产品的热连轧机组,而大多是采用热轧或热挤压后进行冷拔(轧)的工艺。冷拔(轧)是在再结晶温度以下进行的加工工艺。由于冷加工后钢管的晶粒很细小,而在随后的热处理过程中晶粒又很难长大[4],虽然细小的晶粒使P91的高温抗氧化性能更优异[5],但在超过晶界和晶内等强温度时,会明显降低高温持久强度。
采用推制式扩管工艺生产大直径中壁厚P91无缝钢管时,由于热扩管的变形过程中外表面没有约束力,因此钢管径向变形为拉应力变形,制管时会将母管的缺陷扩大,使原有轧制紧密的结构变疏松,从而大大影响了P91无缝钢管的安全使用[6]。采用该工艺生产的大直径P91无缝钢管,一般不建议在450℃以上环境中使用。
天津钢管集团股份有限公司采用锻坯进行轧制,并在Ф720mm斜轧扩径机组上进一步旋轧,生产出了符合标准要求的大直径中薄壁P91无缝钢管。本文对该P91无缝钢管的生产情况进行介绍。
1 生产工艺
Φ508mm×20.62mm规格P91无缝钢管的具体生产工艺流程为:EAF电弧炉冶炼+LF精炼+VD精炼+模铸+锻造→环形炉加热+穿孔+Φ460 mm PQF连轧+定(减)径+探伤→坯管加热+旋轧扩径+均整+定(减)径+超声波探伤→热处理+性能检验+内外修磨+探伤+水压+人工检验+入库。
1.1 炼钢
冶炼P91原料采用优质废钢或返回料+铁水,炼钢过程除精确控制合金元素外,尤其对S、P以及“五害”元素进行严格控制,以防止其影响P91钢的高温性能[7];同时,严格要求VD精炼时的高真空脱气时间以及破空喂丝后的弱搅时间,保证钢中的夹杂物充分上浮。
1.2 轧管
Φ508mm×20.62mm规格P91无缝钢管是大直径中薄壁钢管,很难一次成型;因此,经Ф460 mm PQF连轧管机组热轧后,坯管加热,再由Ф720mm斜轧扩径机组旋轧,经旋轧扩径、均整、定(减)径3道次热变形后,轧制成成品规格。
由于上述3道次变形的外表面均有轧辊约束;因此,P91无缝钢管的径向变形为压应力,钢管组织更加致密,有益于钢管的高温使用性能。
1.3 热处理
采用步进梁式连续热处理炉进行热处理。相对于箱式炉,步进梁式连续热处理炉的炉温更均匀,钢管由于旋转前进,管体受热也更均匀,从而使得钢管管体性能均匀。参考文献[8-9]并结合生产实际情况,制定P91无缝钢管的热处理工艺:正火1 040~1 080℃,回火770~790℃。
2 产品性能分析
2.1 化学成分
分析Φ508 mm×20.62 mm规格P91无缝钢管的化学成分,取两个试样,结果见表1。从表1可以看出:P91无缝钢管的化学成分符合ASTM A 335/A 335M—2013《高温用无缝铁素体合金钢管技术条件》要求。“五害”元素含量较低,钢的纯净度好。残余元素控制要略好于国外产品[10]。
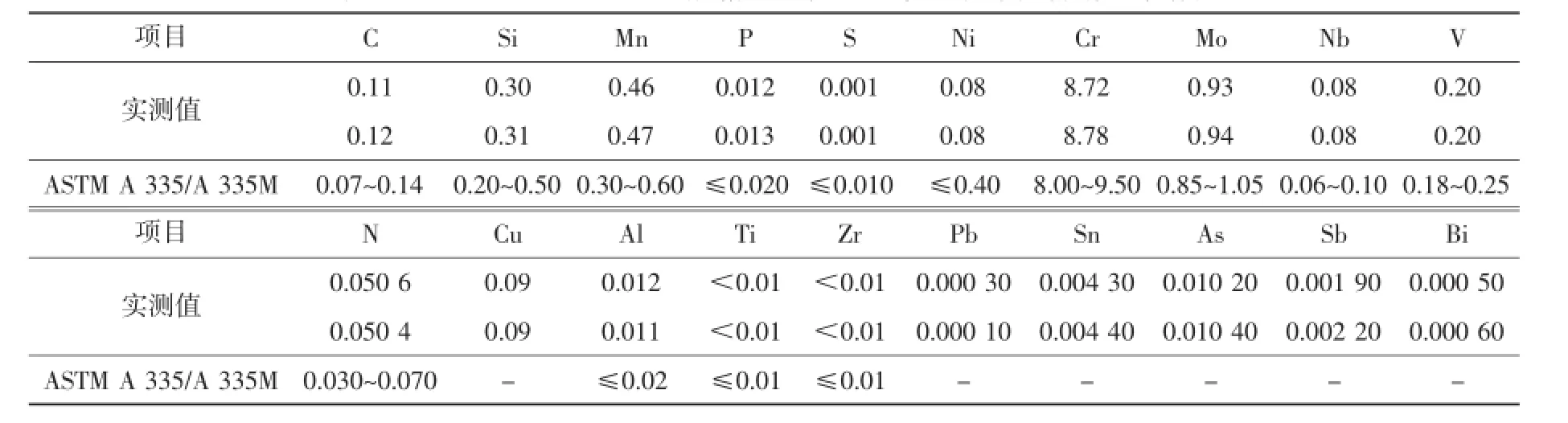
表1 Φ508 mm×20.62mm规格P91无缝钢管的化学成分(质量分数)%
2.2 几何尺寸
随机抽取1支Φ508 mm×20.62 mm规格P91无缝钢管,测量4个截面的几何尺寸,其检测结果见表2。从表2可以看出:P91无缝钢管经Ф720 mm斜轧扩径机组旋轧后,其几何尺寸偏差完全满足ASTM A 335/A 335M—2013标准要求。
2.3 室温力学性能及工艺性能
室温拉伸试样采用纵向圆棒试样,试验方法执行ASME SA 370—2013《钢制品力学性能试验的标准方法和定义》。Φ508 mm×20.62 mm规格P91无缝钢管的室温力学性能结果见表3。
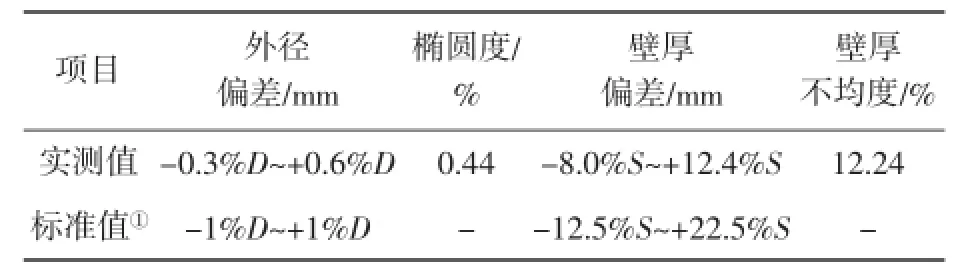
表2 Φ508mm×20.62mm规格P91无缝钢管的几何尺寸实测值
研究发现,当P91无缝钢管的硬度为160 HBW时,其组织中含有大量铁素体块,由于位错发生了回复,很难再观察到位错,导致钢管的持久强度大大降低[11-12]。因此,P91无缝钢管的硬度不能太低。从表3可以看出:Φ508 mm×20.62 mm规格P91无缝钢管的硬度在210 HBW左右,硬度值适中。
虽然ASTM A 335/A 335M—2013标准没有对P91无缝钢管的冲击韧性进行要求,但钢的纯净度、组织均匀性以及有害气体含量等均会对冲击韧性有影响。生产的Φ508 mm×20.62 mm规格P91无缝钢管的冲击功在200 J以上,冲击韧性良好。

表3 Φ508mm×20.62mm规格P91无缝钢管的室温力学性能
2.4 高倍分析
P91无缝钢管的热处理态金相组织如图1所示。P91无缝钢管热处理后的显微组织为回火马氏体,晶粒度8.5级,组织正常[13];非金属夹杂物等级:A系(细)、D系(细)均为0.5级,B系(细)≤1.0级,其余为0级。同时,由于化学成分配比及轧制工艺设计合理,P91无缝钢管在热处理后并未发现δ铁素体。
文献[5]结果表明:晶粒细小的P91无缝钢管,晶界多,有利于高温下Cr元素向钢管表面扩散,从而提高抗蒸汽氧化性能。但同时P91在高温运行时晶界强度要小于晶内强度,因此晶粒细小对于钢的持久强度不利。8.5级的晶粒度能够使P91无缝钢管具有最佳的抗氧化性和持久性能配比。
2.5 系列冲击试验
按照ASME SA 370—2013标准,对P91无缝钢管进行横向全尺寸系列冲击试验。P91无缝钢管的冲击试验结果见表4,Boltzmann函数拟合曲线如图2所示。从图2可以看出,P91无缝钢管的韧-脆转变温度约为-57℃。
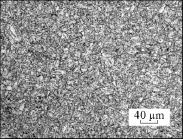
图1 P91无缝钢管的热处理态金相组织
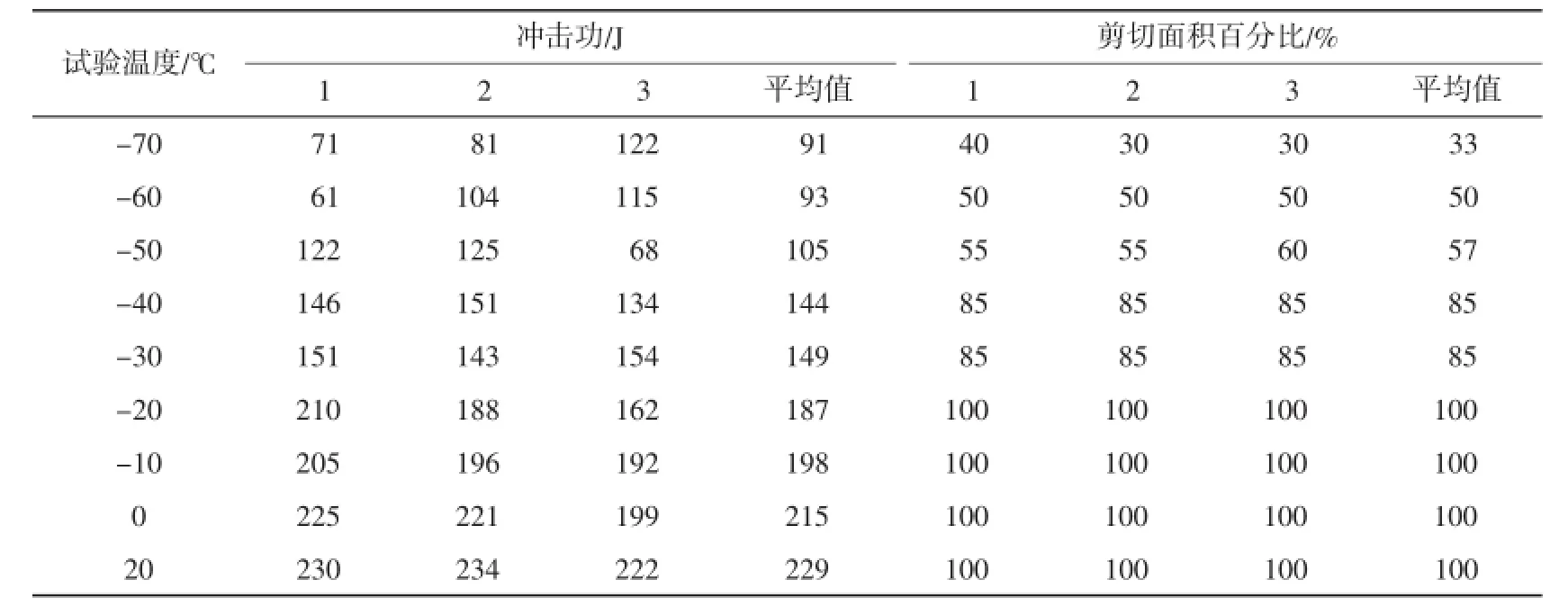
表4 P91无缝钢管的冲击试验结果
2.6 短时高温拉伸
对热处理后的P91无缝钢管进行了系列短时高温拉伸试验。P91无缝钢管的短时高温拉伸曲线如图3所示。从图3可以看出:P91无缝钢管在各温度下的实测屈服强度均满足GB 5310—2008《高压锅炉用无缝钢管》(参考10Cr9Mo1VNbN的性能)要求,且有较大富余量。
2.7 持久强度试验
对P91无缝钢管进行了620℃下的持久强度试验。P91无缝钢管在不同应力下的断裂时间见表5,持久强度外推曲线如图4所示。用Origin软件进行持久强度外推,得出的外推方程为:
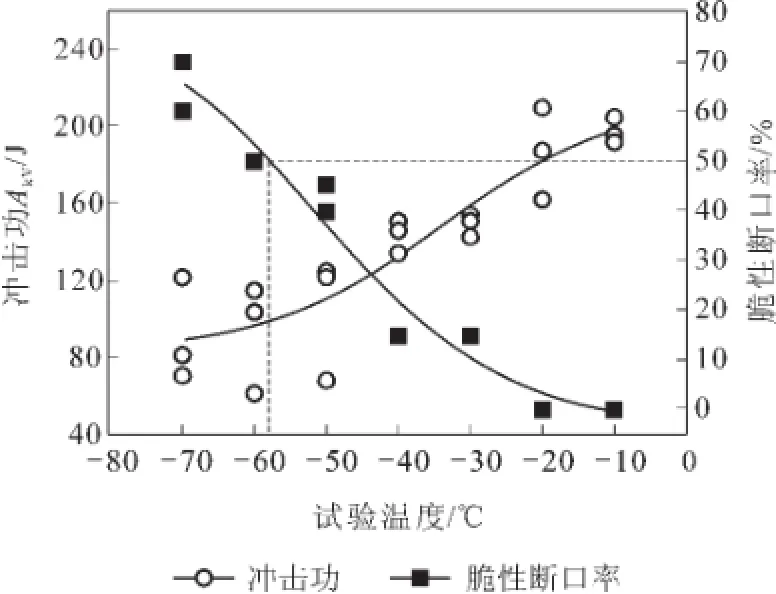
图2 P91无缝钢管的冲击Boltzmann函数拟合曲线

图3 P91无缝钢管的短时高温拉伸曲线

表5 P91无缝钢管在不同应力下的断裂时间
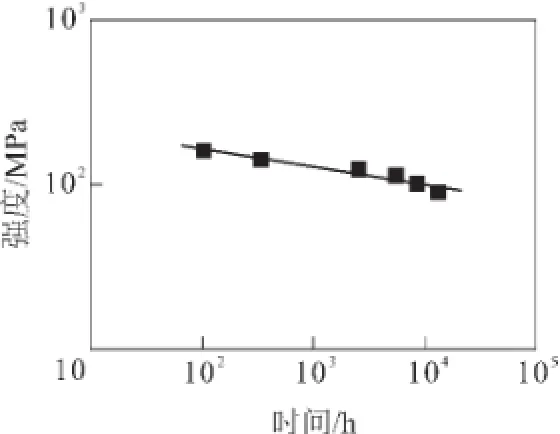
图4 P91无缝钢管的持久强度外推曲线

式中σ——外推105h后的断裂强度;
由公式(1)可计算出P91无缝钢管外推105h的持久强度为76.8 MPa,大于GB 5310—2008推荐的74.0 MPa。与常规热轧管机组生产的P91无缝钢管比,两者在620℃下的持久强度水平相当[14]。
3 结论
Ф720 mm斜轧扩径机组生产的大直径中薄壁P91无缝钢管的各项性能指标满足相关标准要求,620℃下的持久强度外推值也满足GB 5310—2008的推荐值,且与常规热轧管机组轧制的P91无缝钢管持久强度相当。因此,Ф720 mm斜轧扩径机组生产的大直径中薄壁P91无缝钢管可以应用于高温高压环境。
[1]朱丽慧,赵钦新,顾海澄,等.10Cr9Mo1VNbN耐热钢强化机理研究[J].机械工程材料,1999,23(1):6-8.
[2]杨华春,屠勇.P91钢管特殊性能试验研究[J].东方锅炉,2003,21(3):1-9.
[3]崔正强,王延峰,赵双群,等.国产P91大直径无缝钢管的性能水平[J].发电设备,2014,28(2):111-114.
[4]彭声通.超(超)临界锅炉用10Cr18Ni9NbCu3BN钢制管工艺研究[J].特钢技术,2014,20(2):19-31.
[5]岳增武,傅敏,李辛庚,等.晶粒度对P91钢水蒸气氧化性能的影响[J].腐蚀科学与防护技术,2008,20(3):162-165.
[6]师汉奎.中频感应加热推挤式钢管热扩径工艺及亟待解决的几个问题[J].天津冶金,2004(2):9-12.
[7]刘立民,朱洪,刘志国.法国T91、P91钢管性能评定[J].电站系统工程,2002,18(1):63-64.
[8]曹仁焕,徐岩,马洪悌,等.10Cr9MoVNb钢的组织和性能[J].特殊钢,1995,16(3):29-31.
[9]孙智,董小文,张绪平,等.奥氏体化温度对9Cr-1Mo-V-Nb钢组织与性能的影响[J].金属热处理,2001,26(8):12-14.
[10]束国刚,刘树涛,范长信,等.国产9Cr-1Mo-V-Nb-N钢的静力强塑性研究[J].中国电力,2002,35(7):26-30.
[11]高立新,李炜丽,侯小龙,等.P91钢高温蒸汽管道低硬度对其理化性能的影响[J].华北电力技术,2015(7):37-66.
[12]董鹏.P91钢管硬度检测值偏低原因分析[J].内蒙古电力技术,2015,33(3):74-76.
[13]杨富,赵卫东,蔡文河.依据ASME标准准确识别P91钢管[J].中国电力,2007,40(5):47-50.
[14]何彪,肖功业,王国亮,等.P91热轧无缝钢管的研制开发[J].天津冶金,2008(5):37-40.(收稿日期:2016-09-01)
Prac tice of Producing Large-sized,Med ium and Light-wa ll P91 Seam less Steel Pipe w ith Rotary Expand ing M ill
YAO Jiahua,HEBiao,XIAOGongye,ZHAO Qingquan,WANGGuoliang,ZHANG Junping(Tianjin Pipe(Group)Corporation,Tianjin 300301,China)
Elaborated here in the paper is themanufacturing process ofФ460 mm PQF hot-rollingmill+Ф720 mm rotary expandingmill to produce large-sized,medium and light-wall P91 seam less steel pipes.Also analyzed are the properties of the said P91 pipe.As a result it is identified that the chem ical composition,the geometric dimensions and the mechanical properties of the pipe as made by the above mentioned process are in compliance with applicable specification,and that its rupture strength is equivalent to thatof the pipe asmade with the conventional hot-rolling process.The pipe is app licable to service in the hi-temperature/hi-pressure environment.
seam less steel pipe;large-sized;medium and light-wall;P91;rotary rolling;properties
TG335.71
B
1001-2311(2016)06-0005-04
姚家华(1966-),男,高级工程师,主要从事纯净钢的冶炼工艺研究以及科研管理等工作。
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24
汽车工程(2021年12期)2021-03-08
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
模具制造(2019年7期)2019-09-25
重型机械(2019年3期)2019-08-27
中国建筑金属结构(2019年4期)2019-05-15
制造技术与机床(2019年4期)2019-04-04
邢台职业技术学院学报(2016年5期)2017-01-07
现代冶金(2016年6期)2016-02-28
