粒度和含水率对秸秆成型燃料生产能耗的影响
2016-03-29 07:10左鹏鹏杨俊红黄涛韩奎王朴方巩启涛
化工进展 2016年3期
左鹏鹏,杨俊红,黄涛,韩奎,王朴方,巩启涛
(1中低温热能高效利用教育部重点实验室,天津大学机械工程学院,天津 300072;2西安市长安区新区热力有限公司,陕西 西安 710100)
粒度和含水率对秸秆成型燃料生产能耗的影响
左鹏鹏1,杨俊红1,黄涛2,韩奎2,王朴方1,巩启涛1
(1中低温热能高效利用教育部重点实验室,天津大学机械工程学院,天津 300072;2西安市长安区新区热力有限公司,陕西 西安 710100)
摘要:针对成型燃料规模化生产中原料参数的优化问题,以陕西某年产2万吨的秸秆成型燃料加工生产线为例,采用离散系统仿真软件ExtendSim对成型燃料生产线进行仿真。研究了粉碎粒度和干燥后的含水率对成型燃料的生产率及整体比能耗的影响,得出理论能耗的最优参数组合并与调研的生产性试验结果进行比较。敏感性分析发现,压块燃料的整体比能耗对参数变化更敏感,而颗粒燃料的生产率对参数变化更敏感。因此,按对参数变化敏感性更高的性能指标进行最优化参数选择。结果表明:与原经验参数相比,压块燃料按参数(15%,20~30mm)优化后理论节能11.64%,相关生产性试验节能10.36%;颗粒燃料按参数(10%,10mm)优化后理论节能5.58%,相关生产性试验节能6.36%。本文提出的按对参数变化更敏感的性能指标选择最优参数组合的方法使生产能耗更低,为成型燃料原料参数选择提供理论依据,指导工程实践。
关键词:生物燃料;生产;粒度;含水率;整体比能耗;模拟
第一作者及联系人:左鹏鹏(1989—),男,硕士研究生,主要从事生物质成型燃料研究。E-mail 13820058072@163.com。
我国具有丰富的农作物秸秆资源,秸秆通过压缩成型可生产生物质成型燃料。生物质成型燃料一定程度上可以替代燃煤[1-3],与天然气相比也有明显的价格优势。我国现阶段生物质成型燃料生产正向着规模化方向发展,应用较多的压块和颗粒两种形态燃料的工艺环节大体相同,主要包括原料粉碎、筛分、干燥、输送、成型、冷却、质检八道工序。
目前,现有文献大多针对原料参数对生产中某个环节能耗或生产率的影响[4-9]进行研究,且实际生产中由于成型环节能耗较大,常按成型环节节能兼顾生产率的经验值选取系统生产的原料参数[5-7]。据文献报道,原料粒度较大时粉碎能耗较低,但成型能耗高[6];含水率在一定范围降低时干燥能耗升高[7],粉碎能耗降低,成型能耗先降后升[8-9];不同工艺对原料参数有不同要求。对于从系统生产角度考虑原料粉碎、干燥、成型、输送等环节的整体比能耗及生产率最优时原料参数优化选择的研究还很少见。
本文以陕西某生物质区域供热企业拟建的年产2万吨生物质成型燃料加工生产线为例,以降低成型燃料系统能耗为目标,利用离散系统仿真软件ExtendSim对生产线进行仿真。
1 案例分析
以陕西某年产2万吨的生物质成型燃料加工生产线为例,生物质原料可以考虑周边的林间剩余物、农作物秸秆等,成型燃料主要针对应用较多的压块与颗粒两种形态。本文具体参数分析,以玉米秸秆为例,有压块、颗粒两条生产线,工艺流程如图1。
通常,压块燃料一般截面为方形且边长大于25mm,原料粉碎粒度低于50mm时都可成型;颗粒燃料直径通常在5~10mm之间,粉碎粒度低于10mm时都可成型;原料含水率一般要求在10%~25%[2-3]。
文献调研报道,现有生产线在保证颗粒、压块燃料生产率前提下[10-12]按成型环节节能的优化经验[5-7]选择秸秆原料参数。颗粒燃料选取含水率10%、粒度6mm,压块燃料选取含水率15%,粒度20~30mm作为现行生产参数;其颗粒燃料单吨平均能耗为127.3kWh[5],压块燃料单吨平均能耗为72.4 kWh[9]。
实际规模化生产中,成型设备常在室温下保持恒定压辊间隙,并于额定功率下运转。因此,在原料确定的情况下,含水率和粉碎粒度成为影响成型燃料生产率和整体比能耗的主要因素。两条生产线拟选主要设备型号及参数见表1。
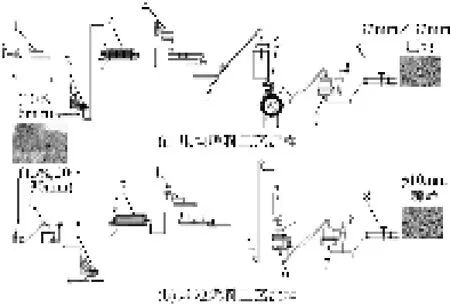
图1 生物质成型燃料生产工艺流程1—粉碎;2—筛分;3—干燥;4—搅拌;5—输送;6—成型;7—冷却;8—质检
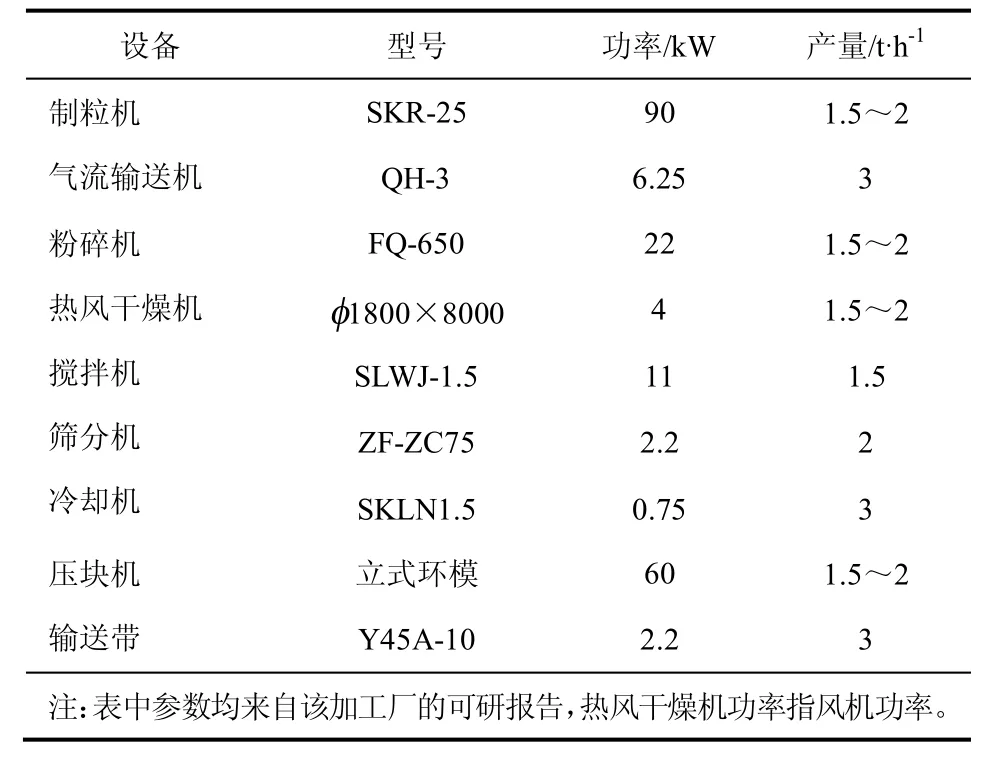
表1 主要设备型号及参数
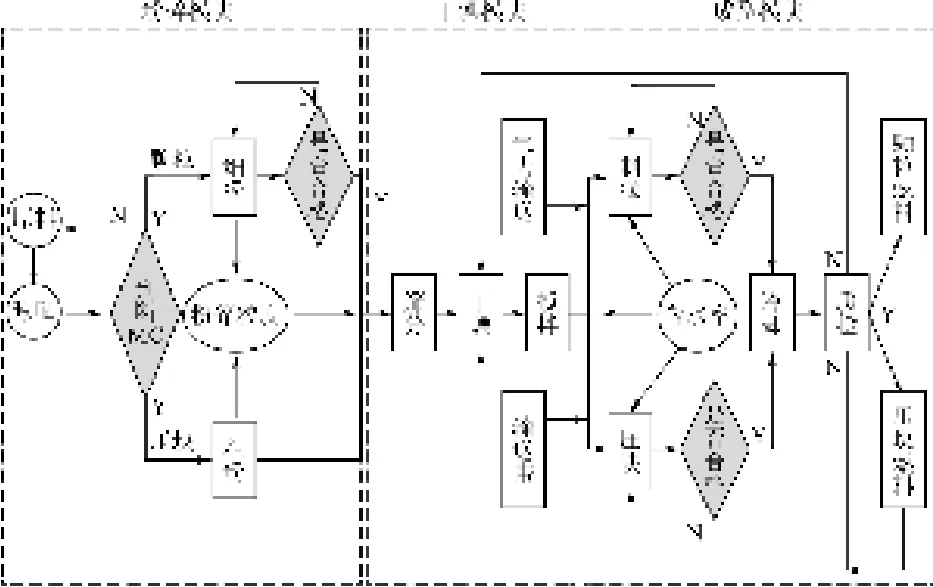
图2 秸秆成型燃料生产工艺流程模型
2 模型综述
2.1 模型组成
生物质秸秆成型燃料生产线模型由原料的粉碎、干燥、成型3个模块组成,如图2所示。
对于两种形态燃料,筛分、干燥、搅拌等环节所需设备相同,建模时予以合并。原料含水率(MC)要求在30%[10]以下。如图2,N表示不符合要求的产品,Y表示符合要求的产品。干燥环节能耗包括电耗和热耗,燃料小部分来自颗粒、压块的不合格产品,其余由压块成型燃料成品提供。压块和颗粒燃料粉碎粒度量级不同,成型前分别采用传送带和气力输送方式。
2.2 模型参数及能耗计算
模型参数包括各设备的运行参数和系统综合性能参数,其中运行参数包括定值参数和可变参数。
2.2.1 定值参数
设定系统生产线产能为定值,设备都处于额定工况下运转,原料进入系统时的初始含水率恒为30%,且除干燥外各环节的理论生产时间为定值。
2.2.2 可变参数
粉碎环节通过调节粉碎机筛孔直径将含水率30%的秸秆原料分别粉碎成粒度10~20mm、20~30mm、30~40mm[9]的压块原料;粒度为6mm、8mm、10mm[5]的颗粒原料。干燥环节按照生产中常用的含水率范围设置干燥后含水率为5%、10%、15%、20%、25%共5个水平,通过调节原料干燥时间来达到要求的含水率。
2.2.3 系统的综合性能参数
(1)生产率 生产率指一台设备或一个制造系统(生产线、车间或工厂)单位时间内生产的产品或零部件的数量。定义生产率=系统总产量/(系统运行时间•设计产能)[13]。系统运行时间T由各环节的实际生产时间之和得到,实际总产量为Q',由仿真系统自带的history模块统计得出,生产线设计产能为Q,因此生产率公式如式(1)。

(2)设备利用率[14]设备处于忙态的时间占工作时长的比例,它是时间的持续统计量(由仿真系统的Item模块得到)。其随时间变化的“忙态”函数为u(t),某设备利用率η即为曲线u(t)下面积除以各环节实际生产时间ti,如式(2)。

(3)比能耗 比能耗定义为单位时间内生产单位质量的成型燃料所消耗的能量与成品质量间的比值[14],如式(3)。

式中,W为比能耗,kWh/t;E为单位时间内总能耗,kWh;M为成型燃料总重,t。
2.2.4 比能耗计算方法
(1)能耗计算公式 除干燥、成型环节外,其余五环节在不同参数组合下的能耗都可按式(4)进行计算,机器设备生产1t燃料所消耗的电量,计算公式如式(4)[14]。

式中,W为比能耗,kWh/t;P为设备功率,kW;q为每小时的产量,kg/h;η为设备利用率。
(2)干燥能耗 干燥能耗b包含热风干燥电机的电耗和燃料的热耗。干燥环节热量小部分由质检后不合格的成型燃料提供,其余大部分由压块成品燃料提供。计算公式如式(5)。

式中,P为热风干燥机功率;q为干燥系统生产率;η为由仿真得到的干燥设备利用率;Xi(i=1、2、3、4、5)为5个不同含水率水平;热风干燥条件下,单位质量水分挥发所需能耗q0= 3364.57kJ/kg[10]。
(3)成型能耗 考虑不同参数组合下的系统综合性能,如图1所示,颗粒、压块成型机设备分别与文献[5]和[9]中的设备相同,因此成型环节能耗及成型生产率数据分别来源于参考文献[5]和[9],见表2。
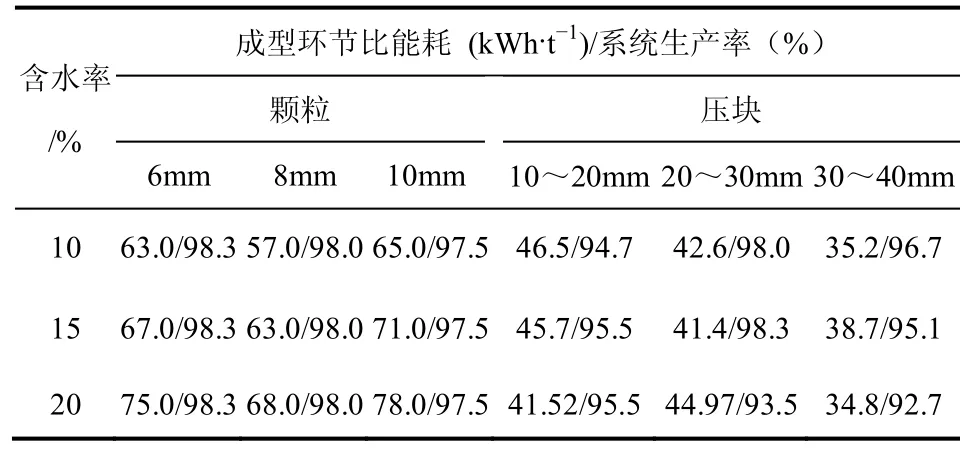
表2 不同参数组合下成型环节能耗及生产率[5,9]
2.3 系统优化
2.3.1 优化方法
通过降维优化得到各环节设备利用率。确定各工艺环节设备额定功率和理论生产时间,通过降维优化法依次给定含水率为某一值,变化粉碎粒度水平得到这两个原料参数不同组合下的生产率,并对各工艺设备Item模块中的设备利用率进行统计分析;按照对原料参数变化更为敏感的系统综合性能指标确定压块、颗粒成型生产的含水率和粉碎粒度最优化组合,并与调研的生产性试验结果进行比较。
2.3.2 优化函数
生物质成型燃料连续生产,在保证生产率的条件下尽可能降低整体比能耗,以使成型燃料生产系统能耗达到最优。优化目标函数见式(6)、式(7)。

式中,φ1为不同参数组合下的颗粒燃料生产率;φ2为不同参数组合下的压块燃料生产率;W1为压块燃料的比能耗;W2为颗粒燃料的比能耗;a~g分别对应生产线的7个环节。
3 结果和讨论
3.1 不同参数组合下的生产率
压块燃料生产率整体高于颗粒燃料,文献中实验数据与仿真数据趋势基本吻合。由图3可见,压块燃料随着含水率增大生产率变化并不显著,都处于90%±5%范围内,且明显高于颗粒燃料。这主要是由于压块燃料生产工艺要求低于颗粒燃料,各环节产品不合格率也相对低,单吨生产时间缩短。
如图3,颗粒燃料在含水率10%时不同粒度的生产率都出现了最大值,这与大多数生物质颗粒燃料加工厂所选的含水率取值相一致。ISHII等[10]报道以秸秆为原料的万吨级生产线生产试验数据,粒度为10mm的颗粒燃料在不同含水率下生产率的变化趋势与本文模型结果基本一致,且都在含水率10%时取得生产率的最大值。本文模拟参数范围内,压块燃料含水率10%、粒度30~40mm时达到生产率最高,颗粒燃料含水率10%、粒度10mm时达到生产率最高。
3.2 不同参数组合下各环节的设备利用率
设备利用率是反映生产线性能的重要指标[15],是指工作时间占总时间的百分比,各环节的设备利用率见图4。
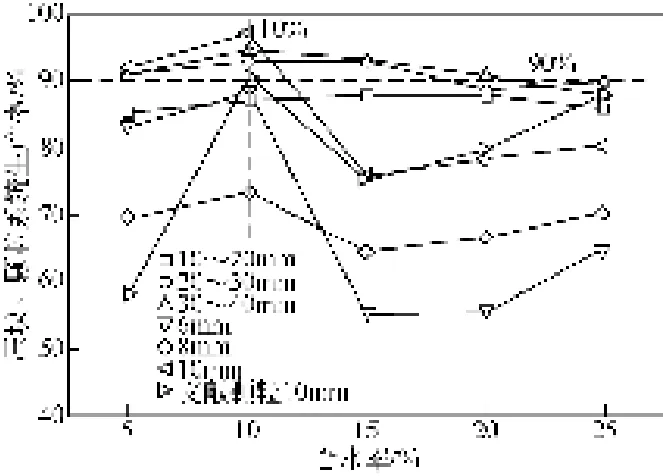
图3 不同参数组合下成型燃料的系统生产率
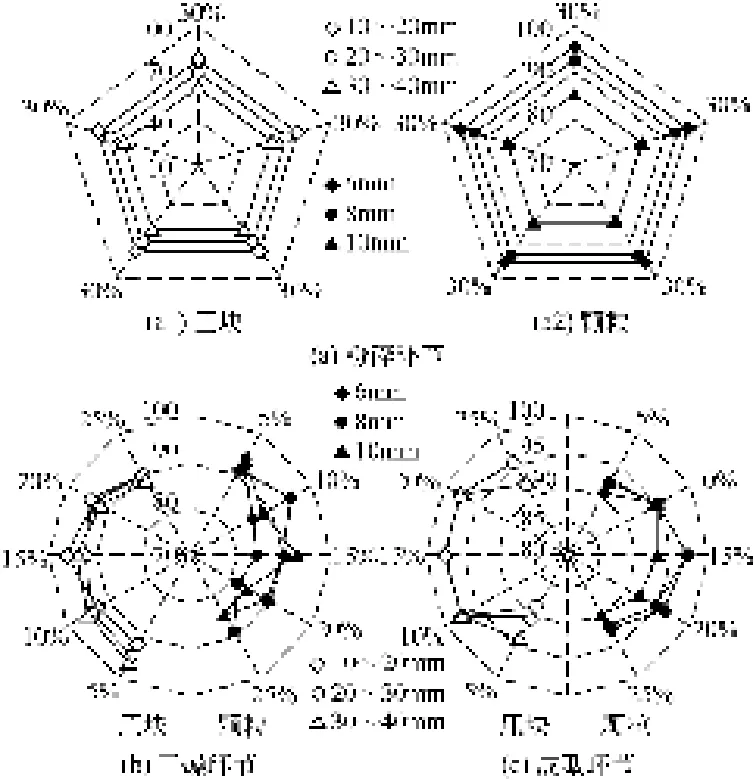
图4 不同参数组合下各环节的设备利用率30%—粉碎前的初始含水率;5%、10%、15%、20%、25%—分别为5个含水率水平,环状多边形代表设备利用率百分比
粉碎粒度越大,生产一吨合格品时间越短,设备利用率越高,反之亦然。如图4(a1),粒度30~40mm时,粉碎设备利用率只有60%左右,粉碎成为整个压块燃料生产的瓶颈环节。实际设备选型时建议选择略低于生产线产能的粉碎设备,既不影响整体生产率,又可以降低设备的空转能耗。
对于干燥环节,粒度和干燥程度对设备利用率都有影响。由图4(b)知,颗粒燃料干燥环节的设备利用率随秸秆含水率的增大而降低。说明粉碎粒度越细,原料干燥不均匀度越小,对颗粒燃料干燥环节设备利用率影响越不明显。
3.3 含水率和粒度对成型燃料生产能耗的影响3.3.1 含水率变化对压块燃料生产能耗的影响
如图5,对于压块燃料,各工艺主要能耗环节由高到低依次是成型、干燥、粉碎,总能耗在60~90kWh,这与HU[16]、WANG[17]等对额定产能1.5t/h的秸秆压块燃料生产线单吨能耗在60~80kWh的实验值基本吻合。
压块生产中粉碎粒度都在10mm以上,对粉碎能耗的影响可忽略。干燥环节占总能耗的23%以上,是除成型外能耗最高的环节。成型能耗占总能耗的50%以上,这也是经验值常按成型环节能耗最低选择原料参数的重要原因。含水率大于20%时,压块燃料内部水分无法快速溢出会出现放炮现象。因此,整体比能耗随含水率增高呈现先降后升趋势。
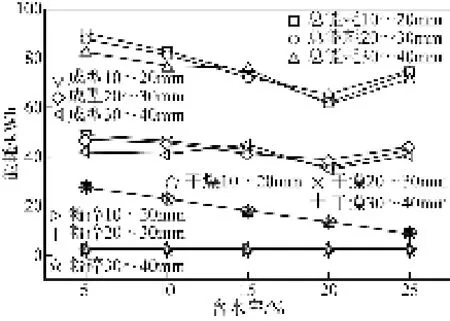
图5 压块燃料能耗随含水率变化趋势
3.3.2 含水率变化对颗粒燃料生产能耗的影响
如图6,颗粒燃料生产中主要耗能环节由高到低依次是成型、粉碎、干燥。干燥环节能耗随着含水率增大(干燥程度的降低)而减小;粉碎粒度的大小决定了粉碎能耗的高低,且粒度越小越会产生更多的热量,使含水率在粉碎过程中发生变化,出现了粉碎能耗随含水率增加而增大的变化趋势。按照成型环节能耗最低原则,发现粒度为6mm时不同含水率下成型能耗最低[9]。从整体比能耗来看,最优含水率取值虽然也在15%,但最优的粉碎粒度随含水率的变化规律与只考虑成型环节时明显不同。
3.3.3 粒度变化对主要工艺环节能耗的影响
根据图5、图6,选择含水率15%(可以较好反应平均含水率水平下粒度变化对系统能耗的影响)分析6种粒度下各环节能耗占总能耗的比例。
由图7知,粒度对压块燃料能耗的影响并不显著。压块燃料成型、干燥环节占总能耗的80%左右,而这两个环节对粒度变化并不敏感,这与HU等[16]以2万吨秸秆压块燃料生产线所得各主要耗能环节占总能耗的比例相当。颗粒燃料随粒度的增大成型能耗增加,粉碎能耗减少,但两环节之和占总能耗百分比不变,恒定在75%左右,如图7所示。由于WANG等[17]在规模化生产中粒度为10mm的颗粒燃料能耗构成分析中,没有算入干燥环节的热耗,其结果与本文略有不同。

图6 颗粒燃料能耗随含水率变化趋势
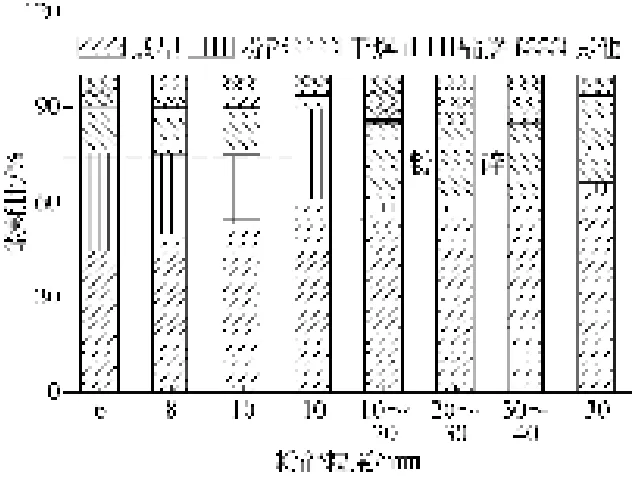
图7 15%含水率下粒度对主要工艺环节能耗的影响压块30mm数据源来源于文献[16];颗粒10mm数据源来源于文献[17]
3.4 敏感性分析及最优化参数选择
通过比较压块和颗粒燃料的生产率和整体比能耗分别对含水率、粉碎粒度两参数的敏感程度,用以确定最优的原料参数组合,定义相对线性敏感性系数[18],见式(8)。

式中,ΔPi为性能参数的变化量;Δxi为设备数量的变化量;Pi和xi为基准参数。
由图8知,颗粒燃料的生产率对粒度和含水率的变化最为敏感,粒度对生产率的影响呈正相关。即从整体上看,粒度越大生产率越高;含水率呈负相关,即含水率越大,生产率越低。压块燃料的整体比能耗对粒度和含水率的变化较生产率更为敏感,且都呈负相关,即在一定范围内含水率和粒度越大,整体比能耗越低。
实际生产中,根据压块燃料生产率对原料参数

图8 性能指标对参数变化的相对线性敏感性
变化敏感性较弱,建议以整体比能耗最低为原则确定最优参数,即粉碎粒度30~40mm、含水率20%;颗粒燃料整体比能耗在不同参数组合下波动不大,但生产率波动较大,建议以生产率最高为原则确定最优参数组合,即原料粒度10mm、含水率10%。
3.5 最优化参数与经验参数的节能比较
对比优化后参数组合与工程案例拟采用的经验参数组合,并与调研的生产性试验结果相比较,分析各环节能耗、生产率,见表3。

表3 最优化参数与经验参数的节能比较
由表3可见,压块燃料按照整体比能耗最优参数组合比经验参数理论节能11.64%,生产率下降2.76%,相关生产性试验节能10.36%;颗粒燃料按照生产率最优参数组合比设计参数理论节能5.58%,生产率提高约10.07%,相关生产性试验节能6.36%。
4 结 论
通过ExtendSim软件对秸秆压块和颗粒燃料的生产线进行仿真,得出以下结论。
(1)压块燃料生产率整体高于颗粒燃料,且两者都在含水率10%时达到最高;颗粒燃料各环节设备利用率较为均衡,压块燃料生产瓶颈在粉碎环节。建议选择略低于生产线产能的粉碎设备,可在不影响生产率的同时降低生产能耗。
(2)压块和颗粒燃料整体比能耗随含水率增高都呈先降后升趋势;粒度对压块燃料能耗的影响并不明显,但对颗粒燃料粉碎、成型两环节的能耗有着此消彼长的影响。
(3)通过比较压块和颗粒燃料整体比能耗和生产率分别对两参数变化的敏感程度,得到各自最优的参数组合。原料参数优化后总体能耗都明显降低,达到了节能降耗的目的。
参 考 文 献
[1] 刘飞,周岭. 农林剩余物综合利用的研究现状[J]. 农机化研究,2015(2):236-241.
[2] KURSUN B,BAKSHI B R,MAHATA M,et al. Life cycle and emergy based design of energy systems in developing countries:centralized and localized options[J]. Ecological Modelling,2015,305:40-53.
[3] 张霞,蔡宗寿,陈颖,等. 世界生物质颗粒燃料产业发展现状与趋势分析[J]. 农机化研究,2015(2):1-5.
[4] 车战斌,王亦良,刘功传. 生物质成型燃料生产的配套粉碎设备试验研究[J]. 农机化研究,2015(11):254-259.
[5] 李在峰,雷廷宙,何晓峰,等. 玉米秸秆颗粒燃料致密成型电耗测试[J]. 农业工程学报,2006(s1):117-119.
[6] 谢海江. 生物质成型燃料热风干燥系统设计与干燥动力学试验研究[D]. 郑州:河南农业大学,2006.
[7] RUDOLFSSON M,STELTE W,LESTANDER T A. Process optimization of combined biomass torrefaction and pelletization for fuel pellet production——a parametric study[J]. Applied Energy,2015,140:378-384.
[8] MANI S,TABIL L G,SOKHANSANJ S. Specific energy requirement for compacting corn stover[J]. Bioresource Technology,2006,97(12):1420-1426.
[9] 庞利沙,孟海波,赵立欣,等. 立式环模秸秆压块成型机作业参数优化[J]. 农业工程学报,2013,29(23):166-172.
[10] ISHII K,FURUICHI T. Influence of moisture content,particle size and forming temperature on productivity and quality of rice straw pellets[J]. Waste Management,2014,34(12):2621-2626.
[11] 郝永俊,宋逍,张曙光,等. 生物质燃料固化成型工艺研究[J].天津科技,2011(4):10-12.
[12] 张静,郭玉明,贠慧星. 原料含水率对生物质固体燃料成型效果的影响[J]. 山西农业科学,2012,40(1):65-67.
[13] 肖燕,贾秋红,周康渠,等. 某发动机总装线看板生产系统建模与仿真[J]. 计算机集成制造系统,2012,18(10):2175-2182.
[14] 江志斌. Petri 网及其在制造系统建模与控制中的应用[M]. 北京:机械工业出版社,2004.
[15] 聂世涛. 基于仿真技术的鱼罐头生产线研究与改进[D]. 广州:华南理工大学,2011.
[16] HU J,LEI T,WANG Z,et al. Economic,environmental and social assessment of briquette fuel from agricultural residues in China–A study on flat die briquetting using corn stalk[J]. Energy,2014,64:557-566.
[17] WANG Z,LEI T,CHANG X,et al. Optimization of a biomass briquette fuel system based on grey relational analysis and analytic hierarchy process:a study using cornstalks in China[J]. Applied Energy,2015,157:523-532.
[18] SCHUSTER G,LÖFFLER G,WEIGL K,et al. Biomass steam gasification——an extensive parametric modeling study[J]. Bioresource Technology,2001,77(1):71-79.
研究开发
Effects of particle sizes and moisture content on energy consumption of straw briquette fuel processing
ZUO Pengpeng1,YANG Junhong1,HUANG Tao2,HAN Kui2,WANG Pufang1,GONG Qitao1
(1Key Laboratory of Efficient Utilization of Low and Medium Grade Energy,MOE,School of Mechanical Engineering,
Tianjin University,Tianjin 300072,China;2Xi’an Chang’an District New City Heating Power Co.,Ltd.,Xi’an 710100,Shaanxi,China)
Abstract:In order to select optimal raw material parameters in the straw briquette processing,a straw briquette processing plant in Shaanxi with annual output about 20000 tons was taken as an example. Using the discrete system simulation software ExtendSim,we made a simulation on the straw briquette production and investigated the effects of moisture content and crushing particle size of raw materials on specific energy consumption and productivity of the processing. We obtained the optimal parameters combination of theoretical energy consumption based on the results. Based on the sensitivity analysis,we concluded that energy consumption of briquette fuel was more sensitive to the parameters of raw material than those of its productivity,but the contrary conclusion applied to the pellet fuel. Hence,the optimal parameter selection was based on a performance indicator which was more sensitive to the parameters of raw material. We concluded that as for briquette fuel whose optimal parameters are 15% and 20—30mm,it will save 11.64% energy consumption theoretically and practically saved 10.36%. As for pellet fuel whose optimal parameters are 10% and 10mm,it will save 5.58% theoretically and
6.36% practically. Therefore,the optimal parameter combination chosen by the performance indicator is more energy-saving than the ones from the original parameters optimization experience. It provides a theoretical foundation for the optimal parameter selections in the straw briquette engineering production and helps to guide the engineering practice.
Key words:biofuels;productivity;particle size;moisture content;specific energy consumption;simulation
基金项目:天津市自然科学基金项目(13JCYBJC19000)。
收稿日期:2015-07-27;修改稿日期:2015-08-24。
DOI:10.16085/j.issn.1000-6613.2016.03.019
中图分类号:S 216.2
文献标志码:A
文章编号:1000–6613(2016)03–0773–07
猜你喜欢
电力科技与环保(2022年3期)2022-07-15
林业机械与木工设备(2022年5期)2022-05-27
粉末冶金技术(2021年3期)2021-07-28
云南化工(2020年11期)2021-01-14
系统工程与电子技术(2016年12期)2016-12-24
电脑知识与技术(2016年26期)2016-11-24
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
体育时空(2016年9期)2016-11-10
电子制作(2016年1期)2016-11-07
电脑知识与技术(2016年21期)2016-10-18