高压电器用紫铜触指上凹凸圆弧的编程及加工方法
2016-04-08 01:07王方凯
山东工业技术 2016年7期
王方凯
摘 要:本文重点介绍圆弧的加工方式,并以一种高压电器上使用的铜触指为例,依据被加工工件的材料、轮廓形状,提出问题,制定加工方案,编写加工零件程序,希望能够提供一些有价值的信息与同仁共勉。
关键词:圆弧加工;加工工艺;刀具;加工程序
DOI:10.16640/j.cnki.37-1222/t.2016.07.155
1 圆弧加工
圆弧加工方法及特点。目前,数控技术正处于快速发展的阶段,采用数控车床加工轴类零件表面的圆弧轮廓,方法很多但效果却不同。比如用成型刀加工,要考虑加工圆弧的大小和工件本身材料,如果圆弧相对较大,由于刀具与工件接触面较大,加工面会产生震纹,刀具易磨损;用尖刀加工圆弧则要考虑刀具角度,选用不合理会发生干涉问题;用圆弧刀具(比加工圆弧要小)虽然能够加工出漂亮的外形轮廓,但是依然存在着刀具、工件的干涉问题。下面来通过一个实例,介绍一下通过编程的来解决圆弧车刀的加工时的干涉问题。
2 车削圆弧典型零件分析
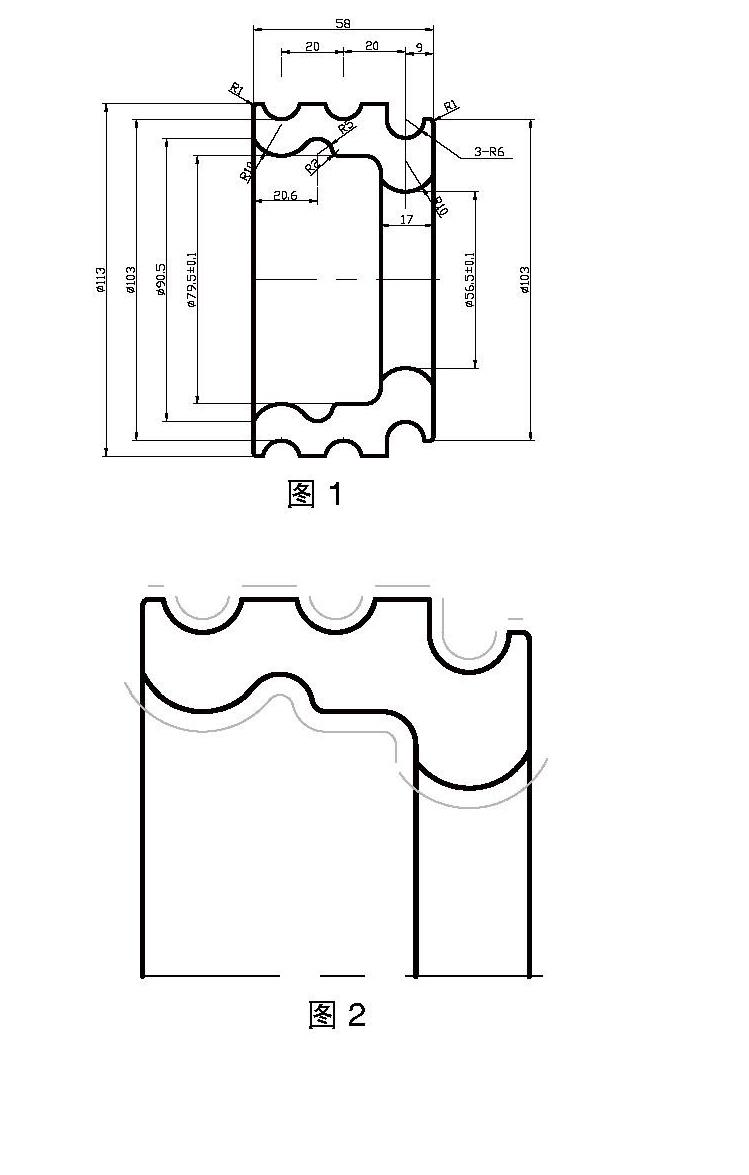
(1)零件图的分析。如图1所示,是一种高压电器上使用的触指,材料为紫铜,外圆有三处R6的圆弧,内孔轮廓由多个圆弧连接组成。 尺寸公差如图2所示,表面粗糙度全部为3.2。
(2)确定工件加工方案。经过分析零件几何形状,考虑如何装夹等因素,确定如下加工方法:1)根据内孔形状粗车内孔呈台阶状,平端面;2)撑爪,以粗车端面定位,撑住内孔精车外圆及R弧;3)软爪装夹,夹紧外圆精车内孔。
(3)轨迹生成。进行数控编程时,零件图上标注的尺寸并不一定是编程所需要的。编程人员要计算出编程所需的准确坐标,尤其对于比较复杂的,由直线、圆弧所组成的曲面,要准确计算出刀具移动进给时走过直线的起点和终点坐标、圆弧的起点和终点坐标。由图2所示,根据图纸尺寸利用几何形状关系可计算出各直线、圆弧的坐标,然后偏移一个圆弧刀半径即可,虚线所示为圆弧刀运动轨迹。
(4)工件材料及刀具分析。1)该毛坯使用是紫铜材料,紫铜本身比较软,而且加工时容易粘刀,因此加工时应保证刀具锋利;2)紫铜材料的不易断屑,容易形成比较长的切屑,因此刀具刃磨时,前刀面一定要光滑,尽量减小刀具和工件之间的摩擦;同时,刀具后角可以大一点,提高刀具锋利度;3)特别是加工内孔时,要尽量缩短刀具的伸出长度或者使用较粗的刀杆以增加刀具的强度,从而减小加工时的变形,保证这一点,可以使零件加工出来的光洁度有较大的改观;4)一般来说,被加工工件的材料特性、工件的加工精度、加工表面质量的要求,切削力的大小以及切削过程有无冲击和振动是刀具材质选择的主要依据。所以,加工此零件选择了硬质合金刀,根据零件外形结构加工需要如下刀具:精车外圆选用90°硬质合金外圆正偏刀,半径为R3的圆弧车刀;精车内孔选用镗孔刀以及R3圆弧刀、内孔槽刀。
(5)加工程序编制。①精车外圆程序:
T0202 (R3圆弧刀)
G00 X110 Z3;
G00 Z-9;
G01 X97.2 F60;
G00 X110;
G00 Z-6;
G01 X103;
G02 X97 Z-9 R3 F50;
G02 X103 Z-12 R3;
G00 X120;
G00 Z-29;
G01 X109.2;
G00 X120;
G00 Z-26;
G01 X115 F80;
G02 X109 Z-29 R3 F50;
G00 X120;
G00 Z-49;
G01 X109.2;
G00 X120;
G00 Z-46;
G01 X115 F80;
G02 X109 Z-49 R3 F50;
G00 X120;
G00 Z200.
②精车内孔程序
T0303;(R3圆弧刀)
G00 X70 Z6;
G00 Z-20.6;
G01 X84.3 F50;
G00 X70;
G00 Z6;
G00 X65.16;
G01 Z2.7 F100;
G02 X73.5 Z-8.99 R13 F60;
G02 X83.04 Z-19.05 R13;
G03 X84.5 Z-20.6 R2;
G03 X81.36 Z-22.55 R2;
G02 X73.5 Z-27.44 R5;
G01 Z-36;
G03 X69.5 Z-38 R2;
G01 X62.64;
G02 X50.5 Z-49 R13;
G02 X88.11 Z-60.7 R13;
G00 X70;
G00 Z200.
3 结论
以上为对一种高压电器用紫铜材料触指上圆弧加工方法的分析和探讨,通过实践检验,能够满足加工的要求,效果良好。
参考文献:
[1]明兴祖.数控加工技术[M].北京:化学工业出版社,2003.
[2]张柱银.数控原理与数控机床[M].北京:化学工业出版社,2005.
猜你喜欢
装备维修技术(2020年10期)2020-11-19
中国新闻周刊(2017年7期)2017-03-22
科技资讯(2016年25期)2016-12-27
中国新技术新产品(2016年23期)2016-12-26
科教导刊(2016年28期)2016-12-12
科学与财富(2016年28期)2016-10-14
企业导报(2016年10期)2016-06-04
短篇小说(原创版)(2010年7期)2010-06-28
小小说月刊(2010年9期)2010-05-14