LF钢包精炼炉电极升降调节系统的优化应用
2016-04-22 07:49宋文学王志春内蒙古科技大学内蒙古包头0400山东钢铁集团淄博张钢有限公司山东淄博56400
山东工业技术 2016年1期
宋文学,王志春,刘 跃(. 内蒙古科技大学,内蒙古 包头 0400; . 山东钢铁集团淄博张钢有限公司,山东 淄博 56400)
LF钢包精炼炉电极升降调节系统的优化应用
宋文学1,2,王志春1,刘跃2
(1.内蒙古科技大学,内蒙古包头014010;2.山东钢铁集团淄博张钢有限公司,山东淄博256400)
摘 要:本文介绍的LF钢包精炼炉电极调节器以PLC作为核心,配套相应的硬件检测,软件编程等,该系统运用恒阻抗控制的理念对电极进行调节控制。
关键词:调节器;电极;恒阻抗
1 概述
本文优化改造前LF钢包精炼炉的电极调节系统为恒阻抗控制。调节系统设备虽然一直在运行,但性能较差,其系统存在以下几大问题:
(1)现有电极调节系统,理论上是阻抗方式的闭环 PID控制器,其实际控制效果较差;
(2)弧压信号采集的实际接地系统不规范,直接影响了反馈信号的变化量,发生了信号量的偏移;
(3)测量信号变送(转换)器在有谐波环境下,导致反馈信号的跟踪误差大;
(4)系统虽然为 PID 调节,从通电到停电的冶炼全过程,三根电极不同程度系统振荡。
(5)系统实际没有进行功率圆的计算,调节系统没有运行在功率圆图上的最佳工作点。
(6)三根电极立柱及比例阀的固有特性是不同的,特别现有的A相比例阀调整产生了偏移,使其特性发生了变化。
现有的调节系统其控制方式为虚设、调节特性极差、电极振荡明显,功率因数偏低,无功损耗偏大。
电极升降调节系统优化主要采用阻抗控制方式,三个独立的阻抗控制器叠加一个过电流控制器,增加短路智能响应,阻抗工作点和短路值等参数设定。
2 调节器的硬件配置
2.1控制系统的核心设备
一套调节系统PLC,带有相应的开关量和模拟量输入输出模板,用于电流、电压信号的输入,液压阀值的输出以及相关开关量的输入输出。电极升降调节控制系统需要设定的所有参数都可以在HMI的画面上方便的进行设定。当然参数修改设置将有口令保护,不同的参数修改需要对应不同的权限。三个独立的阻抗控制器的比例系数可以自动调整,均采用PI 控制算法,完成三个电极阻抗的独自自动调节功能。
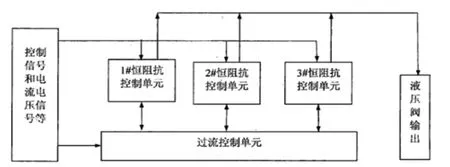
图1 控制器框图
2.2数据采集
2.2.1电压测量方法
电弧电压的检测从变压器的二次侧接入电压检测箱,通过定制的电压互感器转换成标准信号。电压互感器的中性点设置在钢包车四个车轮与钢轨接触四点的交叉中心点,经单独的电缆接入到电压检测箱。
2.2.2 电流测量方法
通过变压器原边设置的电流转换器可测得的变压器的一次侧电流,通过电流变送器转换为标准信号接入到电极升降调节系统。
3 电极调节调节系统的软件编程优化
3.1阻抗计算的实现
电极升降调节系统的理论控制计算应用“功率圆图”的工具,来计算LF钢包精炼炉的变压器各档位下的最佳工作点(图2)。
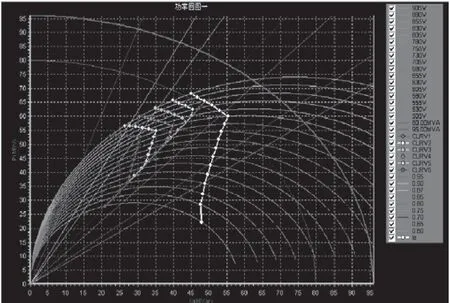
图2 功率圆图
这些数值在上图以图形化方式显示出来,圆图中显示了各个工作点的的有功功率、无功功率、视在功率、功率因数,电弧长度以及电极电流之间的相互关系。
一个操作点只能处于一个变压器的抽头曲线上,要改变到另一个变压器的抽头曲线上,就通过变压器的分接开关切换变压器档位。根据功率因数曲线和功率曲线交叉点确定某一个抽头圆线上的操作点,不同的工作点组合在一起,就可变成特性曲线。可以从6个这样的特性曲线中选出最佳操作点进行设置来适应不同的操作条件。通过计算得出的阻抗设定值输入预置的数据库,岗位操作人员可以在不用改变控制程序的快速切换预置阻抗设置参数。
3.2点弧程序
点弧阶段电弧过长极易造成三相电源的不平衡,所以在点弧过程中,应设置分步的控制速度力求迅速点弧成功进入自动调节。当三相电流为零,三相电压为定值时,此时可以较快的速度下降电极。当经过一段时间后,改为慢速自动调节,间隔时间由限位开关及下降速度求出。
电极不接触熔池,在这种情况下,几乎所有的相都能测量相同的相电压,并且假设系统内的绝缘是相同的。虽然与熔池不接触,也能测量电压。
当A相电极下降接触熔池,短路并输出一个大致为零伏的电压,其他两相的电压提升到变压器的三角形电压,三相都没有电流,停止了A相电极的下降动作;B相电极接触熔池,两个电极产生短路电流,两个电极微微提升;三相电极稍微下降直到有电流产生,当三相弧流达到预设的门槛值时点弧完成,电极调节进入自动控制状态。
3.3液压阀特性曲线
电极的速度曲线归根结底就是液压阀的特性曲线,其线性系数、死区、零点偏置三个参数对电极调节器的性能至关重要。
大多数液压伺服阀均存在死区,伺服阀在中性点附近的死区需要特殊处理,否则将影响调节的稳定性。输入信号的绝对值与死区值进行比较,当小于死区值时,输出信号封闭,电极不做任何调节;当大于死区值时,输出信号随输入信号线性变化,电极自动调节。
阀的零点标定:受液压缸的内泄等因素影响,阀的零点与控制零点可能不一致。为加快调节速度,调节区时初始值一般为控制零点对应的数值。
3.4过压补偿
高压系统的过压将引起工作点的偏移,因此比较变压器一次侧电压额定电压,超过偏差值并达到一定时间时,调整阻抗设定值。
3.5接触非导电物的电极调节
升降液压缸内的压力可以通过压力变送器将液压缸连接的液压管道的压力值转化为标准信号供PLC连锁使用。
当出现钢渣在钢液面结壳情况时,电极无法正常下降,液压缸内的压力持续下降,此时极易造成电极折断。电极升降调节系统检测到某一相压力低于一个报警设定值时,控制此电极快速上升,然后再次下落点弧。成功点弧则进入自动控制模式。若连续出现三次接触点弧不成功,三相电极将全部提升至高位停止,同时发出电极接触到非导电物声光报警。
4 其他保护控制的优化
4.1过电流控制
当检测的弧流超过最大电流保护设定值时,过电流控制功能自动投入,电极反馈的弧流越大,电极提升速度越快。当出现超过设定的允许电流时,三根电极同时以最大速度紧急提升。
4.2短路控制
若阻抗实际值低于最小极限值且超过保护时间设定时,短路控制功能自动投入。当短路状态超过设定时间,相应电极的阻抗设定值附加一个速度值,电极快速提升;紧急情况下电极升降调节系统开启液压旁路阀,以最快速度提升电极。
4.3高压断路器保护
电极升降调节系统实时监控三相电极电流,当超过高压断路器设定的最大电流值时,电极升降调节系统将给出高压断路器分闸信号切断高压电源。
4.4变压器换档保护
LF钢包精炼炉变压器的分接开关,主要实现档位的变换,为防止档位切换时高电流对分解开关触点的损坏,检测电极电流是否低于切换档位的保护值,满足条件可以进行档位切换,否则不予换挡。
5 结语
优化改造后的电极升降调节系统使精炼炉在正常进行钢水加热过程中三相横臂(指电极)稳定,上下波动无振荡现象;电流波动范围明显减小,弧光热效率提高并电极断裂减少。
控制各个冶炼阶段的电弧长度,确保电极在三个周波内稳弧,可大大缩短点弧阶段稳弧时间。在确定变压器工作档位条件下,按照功率圆的方式,重新设置变压器与短网固有特性下的阻抗设定值,将最大有功输入钢水,自动选择匹配的阻抗最佳工作电流;在各个冶炼工艺阶段埋弧稳定、提高热效率,减小电流的波动幅度,降低能源消耗和电极损耗,提高效率和设备寿命。
作者简介:宋文学(1982-),男, 山东桓台人,本科,工程师,研究方向:电气工程及其自动化。
DOI :10.16640/j.cnki.37-1222/t.2016.01.027
猜你喜欢
汽车工程师(2021年12期)2022-01-18
一重技术(2021年5期)2022-01-18
中学生数理化(高中版.高考理化)(2021年10期)2021-12-06
陶瓷学报(2021年4期)2021-10-14
高考·中(2019年6期)2019-09-10
宇航计测技术(2018年3期)2018-09-08
科技创新导报(2017年7期)2017-06-03
汽车与新动力(2015年1期)2015-02-27
汽车与新动力(2014年6期)2014-02-27
汽车与新动力(2014年3期)2014-02-27