半导体桥电极塞绝缘电阻问题及处理
2016-04-22 12:20孙磊
工业设计 2016年3期
孙磊
海军装备部,山西太原,030027
半导体桥电极塞绝缘电阻问题及处理
孙磊
海军装备部,山西太原,030027
通过对半导体桥电极塞在试制过程中出现的绝缘电阻不合格问题进行分析,找出其主要的产生原因,解决了半导体桥绝缘电阻不稳定的问题,为以后的产品研发及生产提供了一定的参考。
半导体桥; 电极塞; 绝缘电阻
半导体桥(SCB)火工品具有发火能量低、不发火能量高和发火时间短等特点,为满足新型火工品对安全性、敏感性及作用时间等越来越高的要求,使用半导体桥电极塞作为发火原件的技术在火工品中的应用越来越广泛。
绝缘电阻是电火工品的一个重要指标要求,对产品的安全性、可靠性起重要影响。一般对半导体桥火工品的绝缘电阻的要求为20MΩ,测试电压为500V±50V。
1 问题现象
目前,应用最多的半导体桥电极塞规格主要有直径为φ4.6mm、φ6mm和φ8mm三种规格,应用方法为在电极塞底部增加绝缘片,在电极塞脚线焊接导线并在焊点装绝缘套管,将其装入金属壳体内并压装起爆药,以满足对电性能和强度的要求,其结构图见图1。
在试制过程中,有多批应用半导体桥电极塞的产品曾出现绝缘电阻不合格,难以控制的情况,其主要表现为在装配过程中,完成电极
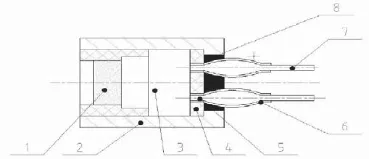
图1 半导体桥电极塞应用结构图
塞与金属壳体的合装后进行绝缘电阻测试,有约30%~50%的样品绝缘电阻在规定指标20MΩ以下,一般的解决办法是通过多次装配,调整电极塞脚线位置、换装绝缘套管、在电极塞脚线位置灌装密封胶的方式来解决,但在处理后,仍有5%~10%的废品率。
2 问题分析
在对绝缘电阻的修复过程中,发现很多绝缘电阻不合格的产品存在脚线绝缘套管破裂的情况,修复后有部分绝缘电阻可满足指标要求。在测试过程中可观察到,绝缘电阻小于20MΩ的样品电极塞脚线根部对金属壳体存在明显放电现象。
φ4.6电极塞的脚线间距为2.7mm,脚线粗为0.6mm,一般金属壳体设置支撑面内径为φ4mm,焊接后在脚线表面会形成厚度约为0.1mm~0.3mm的焊锡层,包覆焊点使用的绝缘套管厚度为0.2mm,故而导致部分样品在装配过程中出现绝缘层破损的情况,而焊点与金属壳体的距离为0.05~0.25mm,导致部分样品的绝缘电阻不合格。
半导体桥电极塞设有静电泄放通道,其与管壳之间的距离为0.4mm,空气的击穿电压为3000V/mm,故其击穿电压为1200V。 脚电极塞脚线在焊接后与金属壳体间的距离为0.05mm~0.25mm,则其击穿电压为150V~750V,小于静电泄放通道处击穿电压,根据使用500V电压进行测量时可看到在脚线根部与金属壳体支撑面内缘存在放电现象,可判断在脚线根部存在缝隙,并被击穿,从而导致绝缘电阻不合格。
因此,导致绝缘电阻不合格的主要原因有以下两点:
一、焊点绝缘套管破裂,焊点与金属壳体距离过近;
二、脚线根部绝缘套管与绝缘片之间存在缝隙,脚线根部与金属壳体距离过近。
3 问题处理
根据对导致绝缘电阻不合格原因的分析,可见,其主要原因为焊点和脚线根部距离金属壳体过近。所以,通过以下方式来解决绝缘电阻不合格的问题:
调整脚线与导线焊接方式,将导线焊接至脚线内侧,见图2-a。其中,因φ4.6mm电极塞两脚线间距离较近,焊接后易出现短路现象,故采用脚线与导线交叉焊接的方式,见图2-b。通过对焊接方式的调整,可使焊点与金属壳体间的距离有了一定的增加。
在金属壳体的支撑面内缘部分增加倒角或圆角,可增加金属
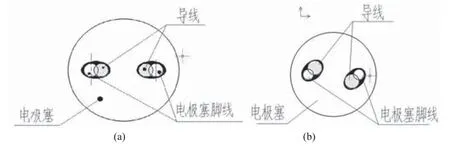
图2 导线焊接方式示意图
壳体与脚线根部的距离,同时也可防止金属放电,增加绝缘电阻的合格率。
调整金属壳体的穿线孔,将圆孔改为长孔。在装配使两脚线的连线与穿线孔较长的中心线平行,见图3。为保证绝缘电阻的合格率,脚线与金属壳体间的距离应不小于击穿距离,同时,为了避免尖端放电并留有一定裕度,选用裕度系数为3,故孔的长度应为:脚线间距+2×脚线半径+2×焊锡层厚度+3×0.1×(500÷300),宽度应为:脚线直径+2×焊锡层厚度+3×0.1×(500÷300)。
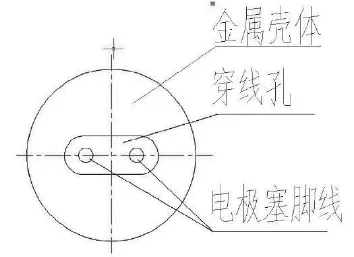
图3 穿线孔示意图
选用以上一种或多种方式相结合,可提高绝缘电阻的合格率。以采用半导体桥电极塞的某产品为例,对其生产工艺进行了第一种和第三种方式的优化控制和改进,使用φ6mm半导体桥电极塞,穿线孔长为5mm,宽为3mm,装配后测量其绝缘电阻的不合格率降至3%以下,且一次完成装配。
4 结语
通过对半导体桥电极塞绝缘电阻不合格的原因进行分析后,采用有效可行的工艺控制,可较大的提高使用半导体桥电极塞产品的绝缘电阻,降低其绝缘电阻不合格率,提升产品合格率,为其他类似产品的设计研发和生产提供一定的参考价值。
[1]祝逢春,秦志春,陈西武,等.半导体桥的设计分析[J].爆破器材.2004(02):22-25.
[2]祝逢春,胡瑜,秦志春,等.火箭弹电点火具安全性改进研究[J].弹箭与制导学报.2003(S6):82-84.
[3]祝逢春,徐振相,周彬,等.SCB火工品的研究与发展[J].爆破器材.2003(01):18-23.
[4]祝逢春,徐振相,陈西武,等.半导体桥火工品研究新进展[J].兵工学报.2003(01):106-110.
李磊/1978年生/男/辽宁丹东人/本科/工程师/研究方向为各类火工品的检验测试
猜你喜欢
减速顶与调速技术(2022年3期)2022-02-11
化工管理(2020年16期)2020-10-03
制造技术与机床(2019年4期)2019-04-04
化工管理(2017年10期)2017-03-04
广东技术师范大学学报(2016年5期)2016-08-22
焊接(2016年2期)2016-02-27
焊接(2016年2期)2016-02-27
华东理工大学学报(自然科学版)(2015年4期)2015-12-01
含能材料(2015年6期)2015-03-27
机械制造文摘(焊接分册)(2013年1期)2013-03-20