XM—1800铣单元电气控制系统研究
2016-04-26 11:24吴鹏坤
科技视界 2016年10期
吴鹏坤

【摘 要】针对钢轨在线铣削技术在钢轨维护方面的优势,先对国内的两种钢轨在线铣削养护设备SF03-FFS铣磨车和XM-1800铣磨车的铣单元电气控制系统进行了分析比较,其中重点研究分析XM-1800铣磨车的铣单元电气控制系统,并对XM-1800铣磨车电气控制系统未来的优化方向进行了展望。
【关键词】钢轨在线铣削;铣单元;XM-1800铣磨车;电机控制
【Abstract】In the view of on-line rail milling technology in rail maintenance advantage. First domestic two on-line rail maintenance equipment SF03-FFS and XM-1800 milling unit electrical control system is analyzed and compared, the key research XM-1800 milling unit electrical control system are analyzed, and optimization of electrical control system for XM-1800 milling and grinding machine direction was prospected.
【Key words】On-line rail milling; Milling unit; XM-1800 milling and grinding; Machine motor control
0 前言
目前,钢轨在线修复技术主要有钢轨在线打磨和钢轨在线铣削,相比钢轨在线打磨,钢轨在线铣削在钢轨轮廓修复、处理病害较重的钢轨方面具有明显优势,作业效率较高,作业过程环保,火花飞溅少,利于防护,钢轨在线铣削养护设备在铁路钢轨维护方面与钢轨打磨养护设备具有很强的互补性,同时钢轨在线铣削养护设备更适合于城市轨道交通隧道等对环境要求较高的应用领域。随着列车列车提速对钢轨廓形及平顺度提出更高的要求、城市轨道交通的快速发展,钢轨在线铣削技术将会有更广阔的应用前景。
国内主要的钢轨在线铣削养护设备有林辛格公司的SF03-FFS铣磨车和中国铁建高新装备股份公司的XM-1800铣磨车。SF03-FFS铣磨车作为全进口引进机型,上海局、北京局、朔黄公司各有一台在使用,整车配置了2套铣削单元,铣盘直径为600mm。XM-1800铣磨车为中国铁建高新装备股份有限公司与MFL公司联合研制的,其中铣削单元及其控制系统引进了MFL公司技术,XM-1800整车配置了1套铣削单元,铣盘直径为1400mm,相比SF03-FFS直径600mm的铣盘它的残余波磨小、切削能力强、作业效率高。
1 林辛格电气控制系统
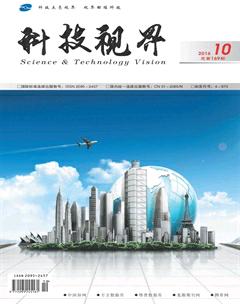
SF03-FFS铣磨车电气控制系统拓扑结构如图1所示,该系统由一个西门子标准PLC和840D数控系统组成,子站采用ET200S分布式IO,840D控制系统通过西门子611D系列驱动器控制铣削电机、Y向伺服电机、Z向伺服电机。其中控制器与人机界面采用MPI通讯协议,控制器间及控制器与子站采用PROFIBUS通讯协议,现场输入设备通过AS-Interface网络接入控制系统。840D数控系统主要用于数控机床,一般都用于微米极加工,还且不同的工件、工艺都要用G代码和高级语言编写不同的用户程序,显得太过于复杂,造价昂贵,在操作和维护上极为不便。由于840D无法取消专用的操作键盘,整车控制系统很难集成铣削单元的远程操作控制。
2 XM-1800铣单元电气控制系统
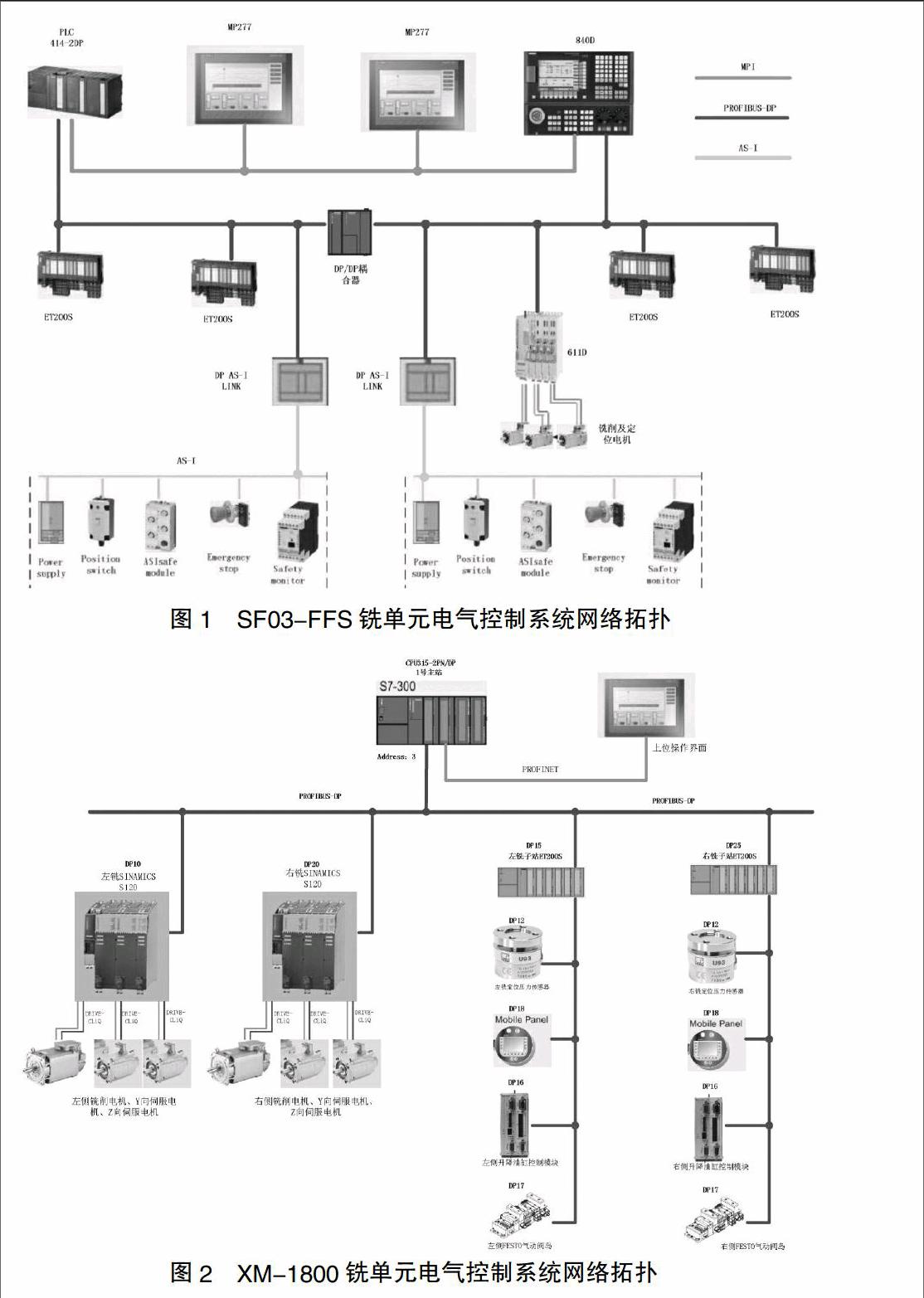
XM-1800铣单元电气系统拓扑结构如图2所示,该系统由一个西门子S7-300 PLC作为铣削单元逻辑控制器,通过控制西门子SINAMICS S120驱动器完成铣削电机、Y向伺服电机、Z向伺服电机控制,子站ET200S、定位压力传感器、HNC油缸控制模块、FESTO阀岛分别完成铣单元外围信号采集、铣削压力采集、铣单元升降油缸控制、锁定气缸控制。S7-300 PLC控制器与子站之间采用PROFIBUS通讯协议,PLC控制器与上位人机界面采用PROFINET通讯协议。
铣削电机、Y向伺服电机、Z向伺服电机三个电机的控制是铣单元电气控制系统中的关键点也是难点,MFL系统选用SINAMICS S120驱动系统,它将智能控制单元与功率单元分离开,由CU320控制单元、电源模块、单电机模块、双电机驱动模块组成,控制单元与各模块、电机编码器的通讯采用全新标准--DRIVE-CLIQ通讯,模块化的SINAMICS S120驱动器既可以实现高水平的多轴伺服控制也可以用来实现矢量驱动控制。
2.1 铣削主轴电机控制
为了保证钢轨铣削质量即钢轨顶面光泽度,铣刀需要按一定的线速度进行铣削,特别是在启动或低速时要保证足够的转矩,否则铣削表面会有不规则的波纹出现,同时在不同的作业速度下,需保证铣刀相对于钢轨铣削点的相对线速度保持相对恒定,以保证钢轨铣削表面的一致性,铣刀的使用寿面也可以大大提高。
铣削主轴电机的运行工况:在设定作业速度下,铣削电机保持恒转矩恒转速运行;在不同作业速度下,铣削电机保持恒转矩变速运行。SINAMICS S120驱动系统的矢量控制可以实现铣削电机高动态、高性能控制,控制方案如图3所示。
矢量控制是采用参数重构和状态重构的现代控制理论,实现电机定子电流的励磁分量与转矩分量之间的解耦,从而使交流电机能像直流电机一样分别对其励磁分量和转矩分量进行独立控制。铣削主轴电机选用基于编码器的矢量控制,在低速(低频)附件,电机数学模型也能精确的确定磁通量和速度,这样就能保证在低速铣削工况下也能准确控制电机转矩,保证钢轨表面的铣削质量。
2.2 Y向、Z向伺服电机控制
铣削前需要对铣刀和铣削导轨进行准确定位,铣装置横向定位由Y向伺服电机带动丝杠驱动铣削单元完成,同时Y向伺服电机还负责钢轨铣削过程中铣刀的横向偏移。铣单元的铣削深度控制由Z向伺服电机驱动定位机构完成,Y向、Z向伺服电机都采用位置闭环伺服控制,同时还需考虑丝杠反向间隙和减速齿轮间隙带来的精度问题,因此为了保证铣削质量,减速齿轮间隙应小于或等于12arcmin,同时控制器还要对丝杠的反向间隙进行补偿,控制方案如图4所示。
Y向、Z向伺服电机都选用24位+12位多圈绝对值编码器,相比单圈绝对值编码器,它可以监测伺服电机任何时刻的绝对位置,这使铣单元Y向、Z向定位及位置监控的实现容易得多。
在SINAMICS S120驱动系统中可以启用BPOS定位功能,它包括以下功能:位置实际值调节、位置控制器(位置限幅、调整和计算预控制)、监控功能(定位监控、动态跟随误差监控)、反向间隙补偿、模数校正,通过BPOS定位功能可以很好的保证铣单元定位精度及铣削精度的控制。
2.3 其余PROFIBUS DP 子站控制
子站ET200S分布式IO主要负责铣单元外围信号采集及DI动作输出,如铣单元锁定信号、解锁信号、激光反馈信号、齿轮箱油温、集中润滑报警等。
控制器S7-300 PLC通过PROFIBUS总线可以实时读取子站HBM压力传感器信号,实时监控铣单元铣刀的铣削压力,从而保证钢轨表面的铣削质量。
HNC油缸控制模块是力士乐二次元件专用控制模块,在铣单元垂直升降Z向定位过程中,HNC油缸控制模块可以通过位置闭环完成升降油缸的精确定位。在钢轨铣削过程中,HNC油缸控制模块可以通过压力闭环完成铣单元铣刀铣削铣削压力的恒定控制。
子站FESTO阀岛主要完成铣单元锁定气缸动作、钢轨表面吹尘等功能。
3 XM-1800铣磨车电气控制系统集成方案
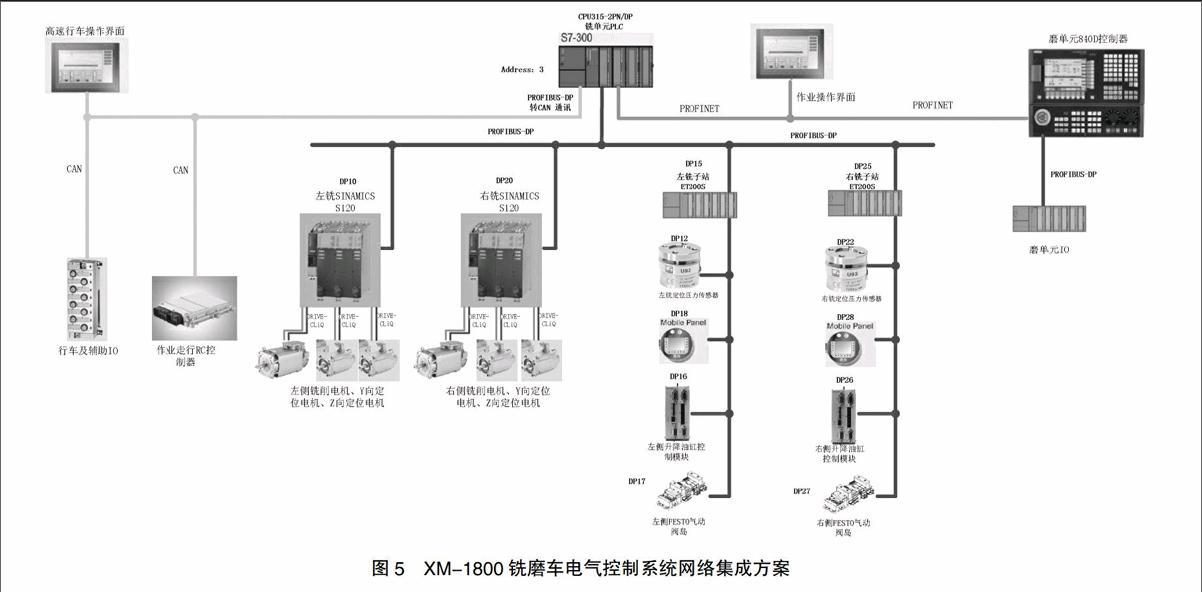
XM-1800铣磨车电气控制系统主要分4个部分:铣单元控制系统、作业走行控制系统、磨单元控制系统、高速行车及辅助控制系统。在铣单元控制系统国产化的基础上,不但可以降低成本,还可以实现钢轨铣磨车电气系统各个部分的网络集成,达到优化硬件配置、提升整机控制性能的作用(图5)。
铣单元控制器与作业操作界面及磨单元控制器之间采用PROFINET网络通信协议,该协议在更适合较大的数据量传输,方便在作业操作界面与铣、磨系统进行数据交换,也不会因此影响力控制层设备的运行;铣单元控制器与其子站间通过PROFIBUS-DP工业现场总线进行网络通信,保证数据的实时性与安全性;为了能与现有大型养路机械成熟的行车控制系统及力士乐RC控制器通讯兼容,在铣、磨系统与作业走行及高速行车系统之间采用CAN通讯协议。
4 结语
基于钢轨在线铣削技术在修复钢轨横断面廓形,改善轮轨接触状态,降低轮轨噪声,提高钢轨的使用寿命方面的明显优势,随着XM-1800铣单元电气控制系统国产化的不断深入,在XM-1800铣磨车上将铣单元控制系统与其他部分控制系统集成在一起,将使XM-1800铣磨车功能更完善、系统更优化、操作更便捷、成本更具竞争性,在未来的轨道交通养护领域有更大的市场。
【参考文献】
[1]周宇,许玉德,曹亮.城市轨道交通钢轨表面在线整修技术的应用分析[J].城市轨道交通研究,2010(1):33.
[2]蔡昌胜,方健康,张文丽.钢轨在线铣磨维护技术分析与研究[J].铁道建筑,2012(9):121.
[3]毛文力.钢轨铣磨车性能及应用探讨[J].上海铁道科技,2009(3):20-22.
[4]金卫锋.钢轨铣磨车作业性能和效果分析[J].上海铁道科技,2009(4):37-40.
[责任编辑:汤静]
猜你喜欢
微特电机(2020年11期)2020-12-30
石油库与加油站(2020年2期)2020-11-23
模具制造(2019年10期)2020-01-06
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
制造技术与机床(2017年3期)2017-06-23
科学与财富(2017年16期)2017-06-13
工业设计(2016年6期)2016-04-17
金属加工(冷加工)(2014年21期)2014-12-02
河南科技(2014年23期)2014-02-27