拉伸弹簧电镀镉工艺
2016-05-06 11:09王志煜颜照鹏
电镀与精饰 2016年4期
王志煜, 王 巍, 高 晶, 颜照鹏
(1.中航工业 沈阳飞机工业(集团)有限公司,辽宁 沈阳 110013; 2.空军驻沈阳地区代表局,辽宁 沈阳 110013)
拉伸弹簧电镀镉工艺
王志煜1,王巍2,高晶1,颜照鹏1
(1.中航工业 沈阳飞机工业(集团)有限公司,辽宁 沈阳110013; 2.空军驻沈阳地区代表局,辽宁 沈阳110013)
摘要:使用航空常用弹簧材料65Si2MnWA加工的拉伸弹簧,采用氯化铵电镀镉工艺,试验拉伸不同长度后的镀覆效果,通过对镀覆质量及弹簧拉力值的考核,筛选出弹簧电镀时的最佳拉伸比例。经生产线工程化验证,解决了拉伸弹簧因密绕部位及弹簧内圈无镀层而导致的腐蚀问题。
关键词:拉伸弹簧; 电镀镉; 密绕
引言
拉伸弹簧在自然状态下密绕部位紧密贴合,使弹簧呈空心管状结构。在电镀过程中受其结构限制,镀液和电力线无法覆盖密绕部位和内表面,导致镀层覆盖率低,弹簧在使用过程中极易出现锈蚀。在电镀时通常会将拉伸弹簧拉开一小段距离,使镀液和电力线可触及拉伸弹簧的密绕部位及内环处,以保证拉伸弹簧的整体电镀质量。但电镀过程会释放工件的内应力,如果弹簧的拉伸量过大,电镀后弹簧的拉力会降低,进而使拉伸弹簧的使用性能和疲劳性能降低。本文针对弹簧结构的特殊性,进行了电镀工艺实验[1-4]。
1弹簧电镀镉工艺
1.1材料
弹簧材料为d=2mm 65Si2MnWA弹簧钢丝;弹簧d0=8mm,长度H0=64mm,工作圈n=26.5,总圈n1=27.5,拉伸强度σb=1520~1770MPa,力值F=(178±5)N。
1.2电镀镉工艺过程
为方便观察镀层覆盖情况,实验目的是考核镀层质量及对弹簧性能的影响,故不进行镀后的钝化或磷化处理,主要工艺流程为:拉伸装挂→镀前处理→电镀镉→拆卸→除氢。
1.2.1拉伸装挂
采用拉伸弹簧专用电镀挂具装卡弹簧,将弹簧分别拉伸至原长度的110%、120%、130%、140%和150%,装挂图见图1。具体步骤为:先将一个弹簧钩在挂具挂钩上,随后将需电镀的所有弹簧逐个通过弹簧钩连接,在最末的弹簧钩上绑定一条铜导线,用力拉尾端的铜导线至挂具的另一侧挂钩上。为提高电镀质量,可在连接弹簧后,增加一根导线垂直于弹簧装挂方向与弹簧连接以增加电镀时的导电量。

图1 弹簧装挂示意图
1.2.2镀前处理
先将弹簧置于化学除油溶液中,除油溶液组成及操作条件为:40g/L磷酸三钠、70g/L氢氧化钠、40g/L碳酸钠和20g/L硅酸钠,在80℃下除油20min。随后在160g/L亚硝酸钠和500g/L氢氧化钠的溶液进行松皮,110℃ 70min。最后在60mL/L盐酸(1.19g/cm3)和45g/L六次甲基四胺的溶液中活化,室温,10min。
1.2.3镀镉
采用航空产品常用的氯化铵镀镉溶液,溶液组成及操作条件为:45g/L氯化镉,240g/L氯化铵,氯化钠35g/L,9g/L硫脲,室温,Jκ为1.0A/dm2,t为30min。
1.2.4除氢
将电镀后的拉伸弹簧从挂具上拆卸下来,恢复到自然状态后除氢。在(190±10)℃的加热炉中保持4h。
2拉伸长度对弹簧电镀镉的影响
2.1弹簧拉伸长度对镀层完整性的影响
将镀镉弹簧拉伸至原长度的110%~150%,镀镉后在天然散射光线下目视检查镀层是否完整。结果表明,弹簧拉伸110%时,内圈及密绕部位出现局部无镀层,已覆盖的镀层无脱落现象。分析表明,该弹簧镀前处理良好,但由于拉开距离较短,导致在镀覆时电力线无法良好覆盖弹簧内圈及密绕部位,致使镀层不完整。拉伸120%~150%的弹簧电镀后镀层覆盖完整,无脱落。
2.2拉伸长度对弹簧抗拉强度的影响
采用GT-100弹簧拉压试验机(济南时代试金仪器有限公司,精度0.2N)测定弹簧的抗拉强度。测试方法:将弹簧固定在GT-100弹簧拉压试验机上,设定弹簧拉伸长度95mm,测试弹簧镀前、镀后的实际拉力值,要求拉力值P=(177±9)N,测试结果见表2。
表2弹簧抗拉强度测试结果
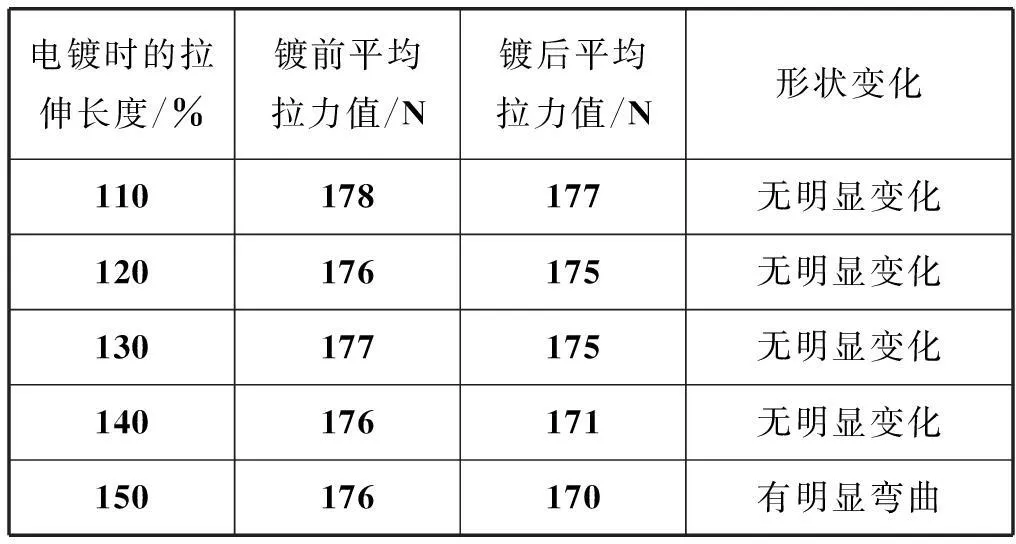
电镀时的拉伸长度/%镀前平均拉力值/N镀后平均拉力值/N形状变化110178177无明显变化120176175无明显变化130177175无明显变化140176171无明显变化150176170有明显弯曲
由表2可知,弹簧拉伸长度由110%逐渐增加到150%时,拉力值均满足要求。当弹簧拉伸长度为110%~130%,弹簧拉力值较镀覆前无明显变化,未变形;当拉伸长度为140%时,镀后弹簧的拉力值骤然下降,拉力值降低幅度较大,未出现形变;当拉伸长度为150%时,镀后拉力值继续降低,弹簧出现弯曲,变形明显。
综上可知,电镀时弹簧的拉伸长度比例以120%~130%为宜。
3结语
综合考虑电镀质量及弹簧力学性能,将弹簧电镀时的拉伸长度设定为120%~130%。该方法消除了密绕部位及封闭腔的电镀盲点,使弹簧工件的所有表面均处于有效镀覆范围,镀镉后弹簧平滑细晶粒、均匀、细致,无粗糙、起泡或脱落,同时保留了弹簧自身应有的强度。按此方法进行电镀弹簧的生产,镀层覆盖合格率95%以上。
参考文献
[1]于海.一种提高65Si2MnWA淬火弹簧镀镉质量的方法[J].电镀与涂饰,2015,34(7):401-403.
[2]李贤成.弹簧件镀锌的工艺要点[J].电镀与精饰,2004,26(6):18-19.
[3]缪华.60Si2Mn弹簧热处理新工艺探讨[J].热加工工艺,2008,37(18):72-73.
[4]阮新科.65Si2MnWA制密绕拉伸弹簧时效后簧圈缝隙超差原因分析[J].机械制造,2013,51(10):56-58.
Cadmium Plating Technology of Extension Spring
WANG Zhiyu1; WANG Wei2; GAO Jing1; YAN Zhaopeng1
(1.AVIC Shenyang Aircraft Industrial (Group) Co.,Ltd,Shenyang 110013,China;2.Representative of Air Force Stationed in Shenyang Office,Shenyang 110013,China)
Abstract:By using the extension spring made of 65Si2MnWA(a kind of spring material commonly used in aviation industry)and adopting ammonium chloride cadmium plating technology,effect of the plating was tested after the extension springs had been stretched in different lengths;the best stretching ratio of the spring plating was screened out through the assessment of coating quality and spring tension value.By verification of production line engineering,the corrosion problem caused by no coating in tightly winded area and inner area of the extension spring was solved.
Keywords:extension spring; cadmium plating; tightly winded
中图分类号:TQ153.17
文献标识码:B
收稿日期:2015-12-03修回日期: 2015-12-29
doi:10.3969/j.issn.1001-3849.2016.04.008