
电加工实习典型工作任务的设计与实施
2016-05-14 04:47何勉鹏彭婧
职业·下旬 2016年6期
何勉鹏?彭婧

摘 要:本文主要提出了关于线切割加工教学的方法,通过对典型工作任务——精密平口钳在电加工生产实习教学中的加工,介绍了精密平口钳各零件的具体加工方法,提示各部件加工可能产生的问题和解决方法。使学生能够更好地掌握所学的专业技能,独立完成教学任务,为成为适合企业生产要求的技能人才打好基础。
关键词:精密平口钳 精度控制 任务驱动 加工工艺
在机械加工过程中,为了保证零件的加工精度,使之相对于机床、刀具占有确定的位置,并能迅速、可靠地夹紧工件,以接受加工或检测的工艺装备称为机床夹具,简称夹具。在技工院校中,台虎钳、平口钳等夹具随处可见。这些夹具直接影响着产品质量及生产安全,所以我们并不陌生,甚至想拥有一个属于自己的产品。如果能加工一个完全属于自己的产品,学生们也将获得额外的动力。在这样的背景下,提出以下方案。
一、方案的提出
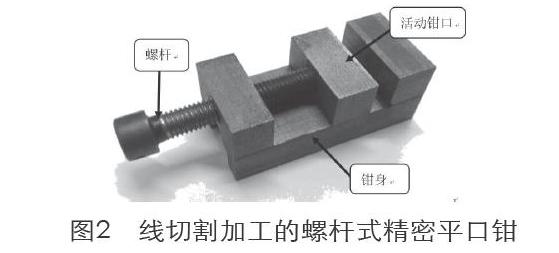
精密平口钳外形简单,所有组成部件表面以平面为主,加工母线匀为直线,而线切割主要针对的加工对象就是母线为直线的产品,因此精密平口钳可以在线切割机床上加工完成。由于平口钳中的多个部件匀有位置和配合关系,因此对加工工艺及技巧有较高的要求,对加工的综合能力提高有很大的帮助,因此选择以学校现有的螺杆式精密平口钳为蓝本(见图1),作为实习教学的加工任务,安排到教学中分步骤让学生完成,以提高教学的质量和效果。
二、方案分析
精密平口钳的加工,主要是考虑到精密夹具在生产中的重要性。为了让学生们了解其加工的过程及工艺,在选择加工类型时,考虑到在学校加工的这个特殊环境,所以在平口钳的材质方面选用较普遍的45#钢材,热处理方面的知识以理论课形式讲解,可以不进行实际操作。加工中不适合进行太大规模的加工,所以加工以小组方式进行,选用螺杆式精密平口钳为蓝本,进行测绘并按比例缩小(见图2),对精密平口钳的钳身及活动钳口进行加工练习,螺杆选购标准内六角螺栓M8×60mm,以锻炼学生们的技能水平及团队协作能力。
技术要求包括如下内容:标准内六角螺栓M8×60mm,M4×15mm,各1件;平口钳采用优质45#钢制造;平行度0.005mm/100mm,垂直度0.005mm,整体线切割表面要求,粗糙度为1.6μm;夹持快,操作灵活;在工作时无论横立、坚立、平放皆可保持高的精度;装配后件钳身与活动钳口,相关接触面配合间隙不大于0.01mm,共6处;采用基孔制间隙配合,公差采用H6/h5;装配外观整齐,零件图中有标注尺寸部位均需加工。
三、加工方案
1.钳身部分的加工
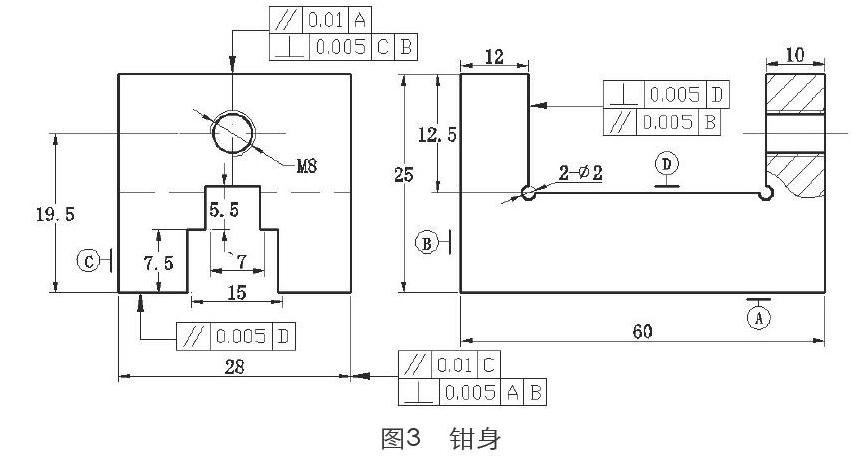
线切割加工方式有别于其他加工方法,加工时可以将钳身及活动钳口的导滑槽一次加工出来,线切割加工图参照(见图3)主视图方向。钳身部分由于要保证平口钳的全长,所以加工的毛坯高度超过60mm,而平时练习时为了保证实习时间,所用的加工毛坯厚度一般不超过10mm,因此如何调整加工中的电参数成为加工知识点。对不同厚度的加工对象,电参数的要求会有明显的变化。为确保顺利完成加工,必须调整加工的电参数及加工速度。另外,线切割加工对于工作液的依赖程度比传统加工的更高,线切割的工作液除了冷却之外,最重要的功能就是排屑。电加工过程中如果排屑不及时,很容易引起加工短路,从而导致加工质量下降。通过对厚板料的加工,学生们了解加工中如果加工对象的厚度及材质出现变化,该如何正确选择加工时的电参数。
技术要求:此零件材料选择45#钢板材制造(见图3);对各平面之间的平行度及垂直度有着较高的加工要求;了解厚板料加工过程中的冷却问题,保证加工过程中冷却液的供给;为保粗糙度达到1.6μm,钼丝的张紧度必须高些;合理地调整电参数及切割速度,以防出现短路。
2.固定钳口的加工
在固定钳口的加工上会有几个关键点:产品的位置度、钼丝相对于产品的垂直度、尺寸控制、产品的装夹。在确保产品位置度方面,要求学生们能熟练掌握百分表或千分表的使用。为了产品的位置更加精确,对钳身或夹具进行校表(见图4)。
钼丝的校正不仅影响产品的形状和位置精度,同时也对尺寸的控制有着决定性的作用。钼丝校正方面,由于目前一线的线切割加工钼丝的校正只能通过目测的方式,通过钼丝接近工件时产击穿火花来判断,所以这方面要求学生们平时在钼丝校正方面有足够的练习时间,积累足够的经验。该项的加工操作,可提高学生们在这方面的操作能力,并为后期的加工打下更好的基础(见图5)。在钼丝的校正方面,如果钳身是在精度不高的毛坯上切割下来的,可以在校正时通过校正块来间接地对钳身上表面的垂直度进行校正,同时在进行钼丝校正时完成工件X、Y轴的定位归零。
尺寸是每个产品的加工标准。能否合理控制尺寸关系到产品是否合格,所以这方面也是核心所在,要求学生们在各方面有扎实的基础,了解加工中加工参数的设定及对尺寸的影响。这里让学生们学会制订合理的补偿参数。在装夹和固定方面,由于电加工有别于传统的机械加工,加工电极与工件并没有接触,所以几乎没有切削力,这为我们的装夹方式提供了更多的选择,只要能把工件夹稳即可满足要求。这里,我们可以采用磁性表座作为装夹的载具,把工件吸附在磁性表座的表面(见图5),这样就可以更加灵活地进行加工。钼丝校正及定位完毕后,加工钳身的滑槽。
3.活动钳口的加工
如何合理利用材料一直是教学中的一个重点。加工中对材料的合理利用不仅影响了加工的成本,也对学生们的价值观产生一定的影响。在活动钳口的加工过程中,材料是从钳身切割出来的余料中选用,这也决定了活动钳口的厚度L,而H的值则要求比钳口槽低0.02mm,加工方法与钳身的加工方法相似,加工难点在于活动钳口需与钳身配合,并保证活动钳口可以在钳身的导轨中顺畅地滑动。在这个过程中必须确保活动钳口的凸台的位置度,加工方法与固定钳口的加工相似。活动钳口(见图6)在加工中的难点主要在于凸台部分,因为这个位置工跟钳身部分是间隙配合,采用基孔制间隙配合,公差采用H6/h5,要求保证其对称度,以保证平口钳的整体。由于是滑块,所以表面粗糙度要求达到0.8μm,因此加工时凸台要留有0.02mm的打磨余量。
4.钳加工装配
待各零件线切割加工完成后,再加工一个活动钳口的固定块(见图7),进行钳工装配工作。首先检查活动钳口与钳身的配合情况,将活动钳口与钳身进行滑动测试,确保能活动自如,如间隙过大则调整配作部分“5.05”处的高度,用于固定活动钳口的M4螺钉要超出活动钳口圆孔1mm,用于勾住M8的螺栓;平口钳的螺栓采用标准件M8×60mm的内六角螺栓,头部加工沟槽,沟槽可通过车削进行加工,最后将所有零件装配起来(见图8)。
四、小结
课堂生产实践证明,在精密平口钳的加工过程中,每一项加工都有各自的知识点。通过整个精密平口钳的综合加工,调动了学生们的积极性,同时满足多项操作技能的强化要求。这种小组式的加工方式也给了学生更多讨论的空间,锻炼了学生在对待不同材料时加工参数的修改能力,加工方式的多样化,同时也使学生对加工精度的控制有明显的提高。加工过程让学生充分了解加工工艺的重难点,对工量具的选用也有了更深的体会。
参考文献:
[1]杨耀双,王志珍.教师上岗指导[M].北京:中国劳动社会保障出版社,2015.
[2]单岩,夏天,赵雅杰.数控线切割加工[M].北京:机械工业出版社,2013.
[3]姜波.钳工工艺学(第四版)[M].北京:中国劳动社会保障出版社,2005.
(作者单位:广东省国防科技技师学院)
猜你喜欢
科教导刊(2016年28期)2016-12-12
职业(2016年10期)2016-10-20
电脑知识与技术(2016年21期)2016-10-18
科学与财富(2016年28期)2016-10-14
考试周刊(2016年76期)2016-10-09
成才之路(2016年25期)2016-10-08
科技传播(2016年11期)2016-07-20
企业导报(2016年10期)2016-06-04
科技资讯(2015年19期)2015-10-09
