
一种精冲压力机智能化模具保护装置
2016-05-23 09:35周星源端武治
锻压装备与制造技术 2016年4期
陈 春,周星源,王 伟,端武治
(扬州锻压机床股份有限公司,江苏 扬州 225128)
一种精冲压力机智能化模具保护装置
陈 春,周星源,王 伟,端武治
(扬州锻压机床股份有限公司,江苏 扬州 225128)
通过对精冲过程分析,以及对智能化模具保护装置机械、液压系统设计、电气控制程序设计等方面的研究,介绍了目前一种精冲压力机智能化模具保护装置技术。
压力机;精冲;智能化;模具保护
目前国内精冲件需求量很大,并且有逐年增加的趋势。而精冲压力机在国内只有少数几家公司生产,且整体技术落后。国内做精冲加工的设备一般为普通液压机改制,也有用普通冲压机床和液压模架来代替,它们并不是真正意义上的精冲机。况且模具保护装置欠缺,加位置开关等装置根本起不到保护精冲模具的作用。
精冲模具对模板材质及模板、顶杆、凸凹模等的加工、配合精度要求较高,使整套模具制造成本较高,从而对模具保护装置提出了更高要求,稍有不慎(模具内出现异物等)就会打坏模具,造成巨大损失,这让很多做精冲件加工的厂家特别头疼。而真正的精冲压力机是精冲工艺与模具技术、机电液与控制技术、基础元器件与可靠性技术高度集成的技术密集型数控加工设备,是汽车、航空航天、兵器和高科技领域必备的机床制造装备,是保证经济和国防安全而必须自主掌握的重大装备之一。由于国内做精冲件的厂家对机床要求较高,大部分不得不依赖进口欧美、日本的精冲机(日本森铁工、瑞士法因图尔等)。而欧洲、日本精冲机生产线不仅价格昂贵,而且必须配套进口模具,这就间接增加了成本,且维修不便。因此,必须根据国产模具及国内生产实际,开发适合我国国情的精冲机。
1 技术方案分析
根据精冲过程分析,考虑以上因素,必须对滑块的快速提升油缸进行改造,在活塞杆上端设置安全保护油缸,并在活塞杆与安全保护油缸之间增设接近开关,通过调节液压系统溢流阀压力的大小来快速检测油缸压力变化,并判断产生该变化时快速缸活塞位移与滑块位移是否正常,快速识别出模具中是否有异物存在。如果模具之间存在异物,则会造成油缸压力在快慢速转换之前就升高。这一异常信号将通过滑块位移传感器与检测油缸压力变化数据之间的比较识别出来,进而通知控制系统发出停机指令。具有模具保护功能是全自动精冲压力机所必须的,而其稳定性和灵敏度则是反映设备综合性能的重要指标。
2 智能化模具保护装置设计
通过对整个精冲机运行状态的研究、分析,课题组设计了一套智能化模具保护装置,如图1、2所示。
如图1所示,精冲压力机精冲模智能化模具保护装置机械部分由连接座(与主油缸连接)、上压盖、活塞、中压盖、快速油缸缸体、下压盖等组成。而液压系统设置的目的就是安全油缸内所加油压只供托起滑块、工作台、模具等的重量,且当滑块未到加压检测位置时安全油缸内油压突然加大导致安全油缸缸体与快速缸活塞杆之间发生位移变化,从而检测异物存在。它采用高压小流量定量齿轮泵作为动力源,且该动力源只是从快速提升油缸液压泵出口上增加一液压旁路,不需要单独的液压动力源,增加的安全保护液压系统阀组均采用板式安装,叠加阀组合,将之集中在一块油路块上,结构紧凑,安装方便,又减少漏油机率。
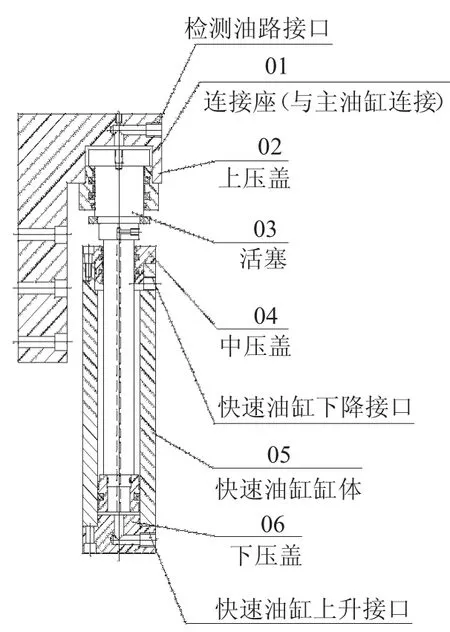
图1 智能化模具保护装置结构简图
下面介绍该精冲模具安全保护液压系统的原理。从快速提升液压泵高压出口P分为三路。第一路经减压阀02、单向阀03 A口出来分为两路:一路到安全保护油缸压力表05(显示平衡滑块及模具重量油缸内需要液压压力的大小)、压力调整溢流阀04回到油箱;另一路到达二位四通电磁阀06 T口,通过此电磁阀通电到达其A口,最后到达模具保护油缸。高压出口P第二路经过伺服阀P口,通过伺服阀通电到达B口,再通过逻辑插装阀10又分为三路:一路与单向阀11的OUT口相连,第二路与提升油缸下端相连,第三路到达单向阀07P口、二位四通电磁阀06 P口,再通过电磁阀到A口,继而到达模具保护油缸。高压出口P第三路与二位四通电磁阀08 P口相连,再通过电磁阀A口到达逻辑阀盖板09,最后进入逻辑插装阀10的控制口,如图2所示。

图2 智能化模具保护装置液压原理图
对同一台精冲压力机,滑块及主缸等的重量是一定的,而不同模具其重量各不相同,因而其设定压力也有所不同。
2.1 模具压力设定
针对不同的精冲模具设定压力表05内的压力,设定方法为:将二位四通电磁阀06通电(SOL-67得电),电磁阀换向,P与B通,A与T通,此时模具保护油缸与测压压力表05、压力调整溢流阀04通,调整04的大小,观察安全油缸托起滑块及模具重量的最小压力,再稍微增大一点即可(考虑摩擦力的大小)。
2.2 安全保护油缸可承受重量计算方法
式中:F——油缸能托起的重量,N;
P——安全保护油缸内的压力,Pa;
A——油缸活塞面积,m2。
3 智能化模具保护装置试验
该装置安装在现有6500kN精冲压力机上进行试验,如图3、4所示。试验采用6mm厚45#冷钢板。试验时,分别故意将样件或废料留在模具内,使试验机工作,发现当滑块上升到模具接触异物时,滑块不是向上继续运行,而是自动返回下死点停机等待。反复进行100次,每次均为如此,成功率达到100%。该套模具保护系统获得试验成功。

图3 智能化模具保护试验装置

图4 智能化模具保护试验液压系统
4 调试与控制程序设计
在对模具异物产生机理以及由此造成主滑块快速上升过程中压力变化现象进行深入研究过程中,巧妙地将压力检测油缸与快速行程油缸设计为一体,通过图2中二位四通电磁阀06的通、断电,可快速接通或断开(高、低压切换)模具保护油缸,由此检测快速油缸活塞杆上端模具保护油缸内压力变化与产生该变化时主滑块所处的位置进行对比,快速识别出模具中是否有异物存在。当有异物存在时,液压回路与电气控制系统立刻让快速油缸返回到下死点停机等待,从而实现模具保护。
通过设计此模具保护装置,将机、电、液有机结合,在机床滑块快速上升阶段,同时也是模具保护阶段,所有控制动作都将通过主机PLC进行分析控制。
5 结束语
根据上述研究成果,课题组设计完成了6500kN精冲压力机智能化模具保护装置设计。目前此装置已配套在主机并投入用户使用。由于性能可靠,取得了很好的效果。
[1]宋拥政.中国金属成形行业现状与发展[M].中国锻压协会,2008.
[2]周开华.简明精冲手册[M].北京:国防工业出版社,2006.
[3]涂光祺.精冲技术[M].北京:机械工业出版社,1990.
[4]章宏甲,黄 谊.液压传动[M].北京:机械工业出版社,1998.
[5]成大先.机械设计手册(第四版)[M].北京:化学工业出版社,2002.
[6]阳宝元,等.液压泵试验台系统设计[J].液压气动与密封,2015,(2).
An intelligentdie protector for fine blanking press
CHEN Chun,ZHOU Xingyuan,WANG Wei,DUAN Wuzhi
(Yangzhou Metalforming Machine Tool Co.,Ltd.,Yangzhou 225128,Jiangsu China)
By analysis of fine blanking process and research of mechanical&hydraulic system design of intelligentdie protector as well as electric control program design,an intelligentdie protector for fine blanking press has been introduced in the text.
Fine blanking;Intelligent;Die protector
TG315.5
A
10.16316/j.issn.1672-0121.2016.04.005
1672-0121(2016)04-0016-03
2016-03-19;
2016-05-09
陈 春(1984-),男,工程师,从事锻压设备技术管理。E-mail:beijing2008chenc@163.com
猜你喜欢
重型机械(2020年3期)2020-08-24
中国特种设备安全(2019年10期)2020-01-04
中国特种设备安全(2019年8期)2019-10-14
中国特种设备安全(2018年10期)2018-12-18
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
婚姻与家庭·性情读本(2017年1期)2017-02-16
锻压装备与制造技术(2016年3期)2016-06-05
现代工业经济和信息化(2016年19期)2016-05-17
中国塑料(2015年9期)2015-10-14
