
数控转塔冲床减振降噪技术的研究
2016-05-23 09:35胡金龙朱志金张小卫
锻压装备与制造技术 2016年4期
胡金龙,朱志金,张小卫
(江苏扬力数控机床有限公司,江苏 扬州 225127)
数控转塔冲床减振降噪技术的研究
胡金龙,朱志金,张小卫
(江苏扬力数控机床有限公司,江苏 扬州 225127)
运用数值仿真方法对数控转塔冲床进行了动力学分析,并采取了机身结构优化设计、模具弹簧参数优选和静音冲裁模式等三种减振降噪措施。对改进前后机床的振动和噪声进行了测试和对比,测试结果表明减振降噪效果明显。本文能够为数控转塔冲床的新产品研发及技术改进提供参考。
数控转塔冲床;动力学分析;减振降噪;静音冲裁
数控转塔冲床作为金属板材加工领域中的关键设备,至今已有近60年的发展历程。现代制造业不仅要求数控转塔冲床能够高速、重载运行,还应更加节能环保[1]。近年来,随着数控转塔冲床向着高速度、大吨位的方向发展,随之而来的振动和噪声问题逐渐引起人们的高度关注,据测算,数控转塔冲床冲裁噪声声压级一般在90~110dB之间,振动和噪声已经成为产品档次的重要指标。对数控转塔冲床的振动和噪声控制进行研究具有现实意义[2]。
1 基于数值仿真的机床结构动力学分析
机身是数控转塔冲床的核心部件,承受冲床工作时的全部工作载荷,其动力学特性直接决定了整个机床的动力学性能,因此本文的动力学研究主要集中在机身上。
1.1 机身的有限元建模
建立有限元模型如图1所示,共划分16571个六面体单元,20234个节点,最小单元尺寸为12mm。

图1 有限元模型
1.2 模态分析
采用数值仿真方法对机床的模态进行仿真研究,获得前三阶模态频率和振型,如图2所示。
第一阶模态:频率27.7Hz,振型为机身左右方向的晃动;第二阶模态:频率47.9Hz,振型为机身上下振动;第三阶模态:频率为54.4Hz,振型为机身后部的局部振动。前三阶模态的频率与冲裁频率(450~600次/min)相差较大,系统不会出现共振;第一、三阶振型与冲裁力不在同一方向,对冲床的动态性能影响较小,第二阶振型与冲裁力的方向一致,对加工有影响。
1.3 动态响应分析
冲裁力作用下,机身结构的振动加速度、速度、位移随时间变化,这些变量即机身动态响应。采用显式非线性动力学分析方法对300kN打桩工况下机身的响应进行仿真分析,获得机身测点的振动加速度时域分布曲线及其频域分布曲线。
冲头安装位置测点的Z向振动加速度时域分布曲线如图3a所示,频域分布曲线如图3b所示。该点的最大Z向振动加速度为1.4G,主要集中在、、三个频段。
由仿真结果可知,在冲裁力作用下,机身发生弹性变形并储备一定的应变能,在板材断裂瞬间冲裁力消失,储备在机身内部的应变能会以振动的形式释放出来,不断向周围环境辐射噪声。由于机床结构阻尼的存在,使得振动能量不断衰减,直至为零。
2 减振降噪措施
2.1 机身结构优化

图2 前三阶模态图
机身结构的主要优化措施如图4所示,主要包括:①机身宽度B由650mm减小至500mm;②上梁高度H由600mm增加至720mm;③上梁的上下侧板厚度t1由30mm增加至40mm;④侧板厚度t2由35mm减小至30mm;⑤上梁筋板厚度t3由30mm减小至25mm,数量由5个增加至8个;⑥底板厚度t4由30mm增加至40mm;⑦下梁筋板厚度t6由t5由30mm减小至25mm,数量由7个增加至10个;⑧喉口下部的板厚t6由25mm增加至30mm;⑨地脚数量由3对增加至4对。
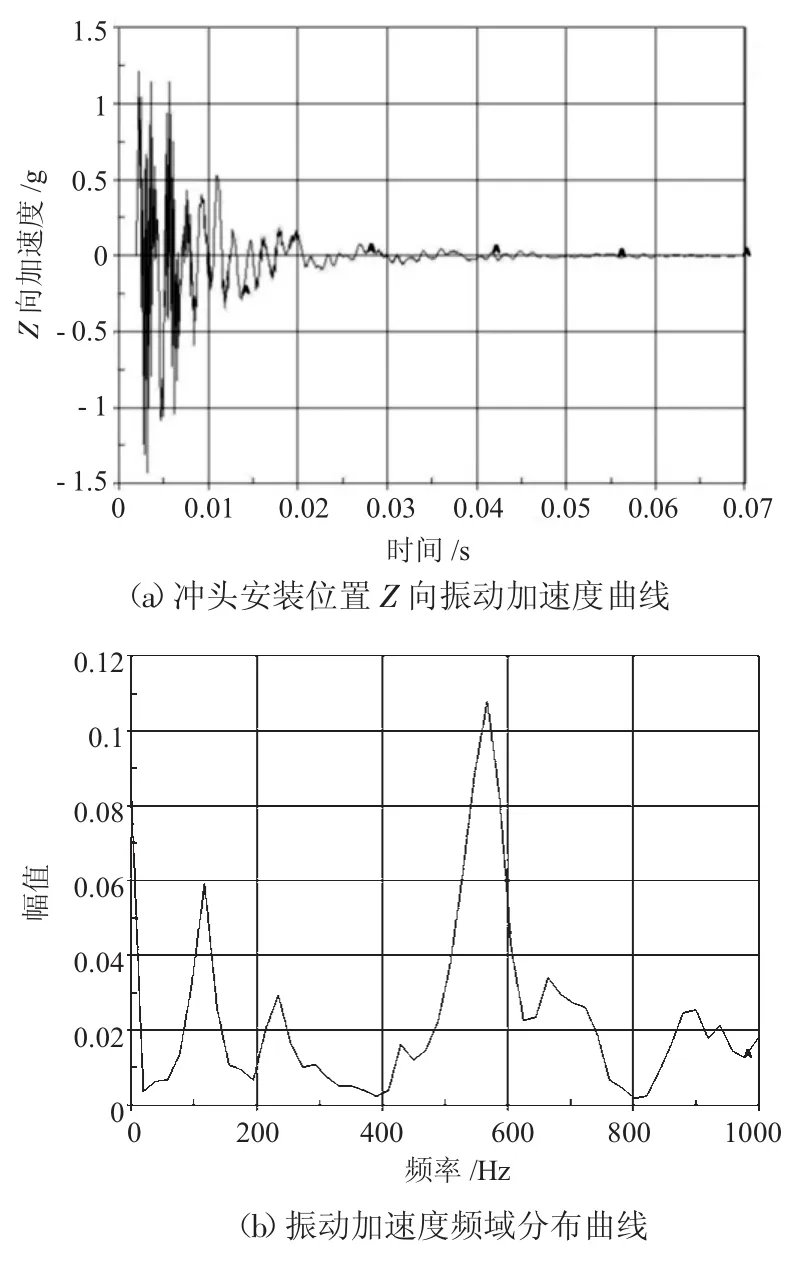
图3 动态响应曲线

图4 机身结构优化示意图
2.2 模具弹簧优化设计
模具弹簧结构如图5所示,主要包括支撑弹簧和退料弹簧,其中支撑弹簧主要用于模具快速复位,退料弹簧用于克服模芯与冲裁孔间的摩擦力,实现退模。对于退料弹簧,如果弹簧力设置偏小则无法实现退模,引发安全事故可能性极高;如果弹簧力设置过大则会产生过大的冲击载荷,增加能耗的同时还会引起振动和噪声。因此对模具弹簧的刚度及自由长度(安装高度为定值)等参数进行合理的匹配尤为重要。
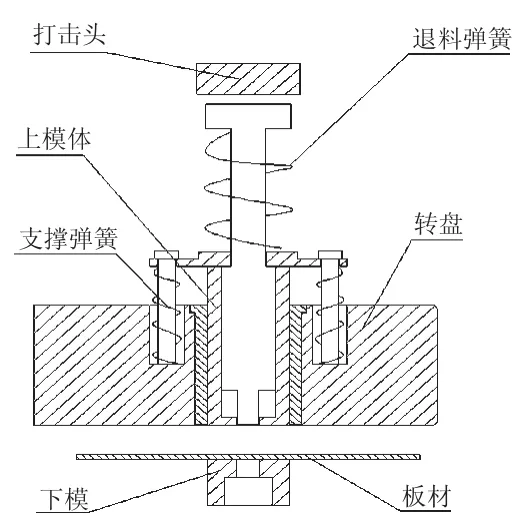
图5 模具弹簧结构示意图
经分析研究可知,针对不同加工板厚和冲孔尺寸采用不同刚度及预压量可有效减小冲击载荷,进而达到减振降噪的目的。以B工位为例,3mm板厚D31.7mm孔径的冲孔加工采用自由长度80mm刚度为880N/mm的弹簧;1mm板厚D31.7mm孔径的冲孔加工采用自由长度80mm刚度为380N/mm的弹簧。
2.3 静音冲裁模式[3]
根据材料的成型特性,拟合了一种静音冲裁模式,如图6所示。冲头从预压点A向下快速运动,接近板材上表面的速度转换点B时,冲头降速并进入板材,随着冲头进入板材的深入,大约至板厚的1/3~1/2,板材在撕裂点C发生断裂。板材发生断裂后,冲头从C点快速运行至下死点D后快速抬起,完成回程运动。根据实测,采用静音冲裁模式后,冲裁速度会小幅度降低,但减振降噪效果极为明显。

图6 静音冲裁模式示意图
3 振动与噪声测试
如图7a所示,对T30数控机床布置红色测点,即声级计测点,共16个。声级计置于机床四周约1m,高度约1.5m处。图7b为对T30数控机床布置的加速度测点,共14组。加速度传感器编号为第一组1.1~1.3,第二组到第十四组每一组为四个,编号为x.1~x.4,其中x=2~14。
采取减振降噪措施前后的振动加速度与噪声对比情况如图8所示,测点的振动加速度平均减小近50%,噪声减小5~8dB,减振降噪效果非常明显。
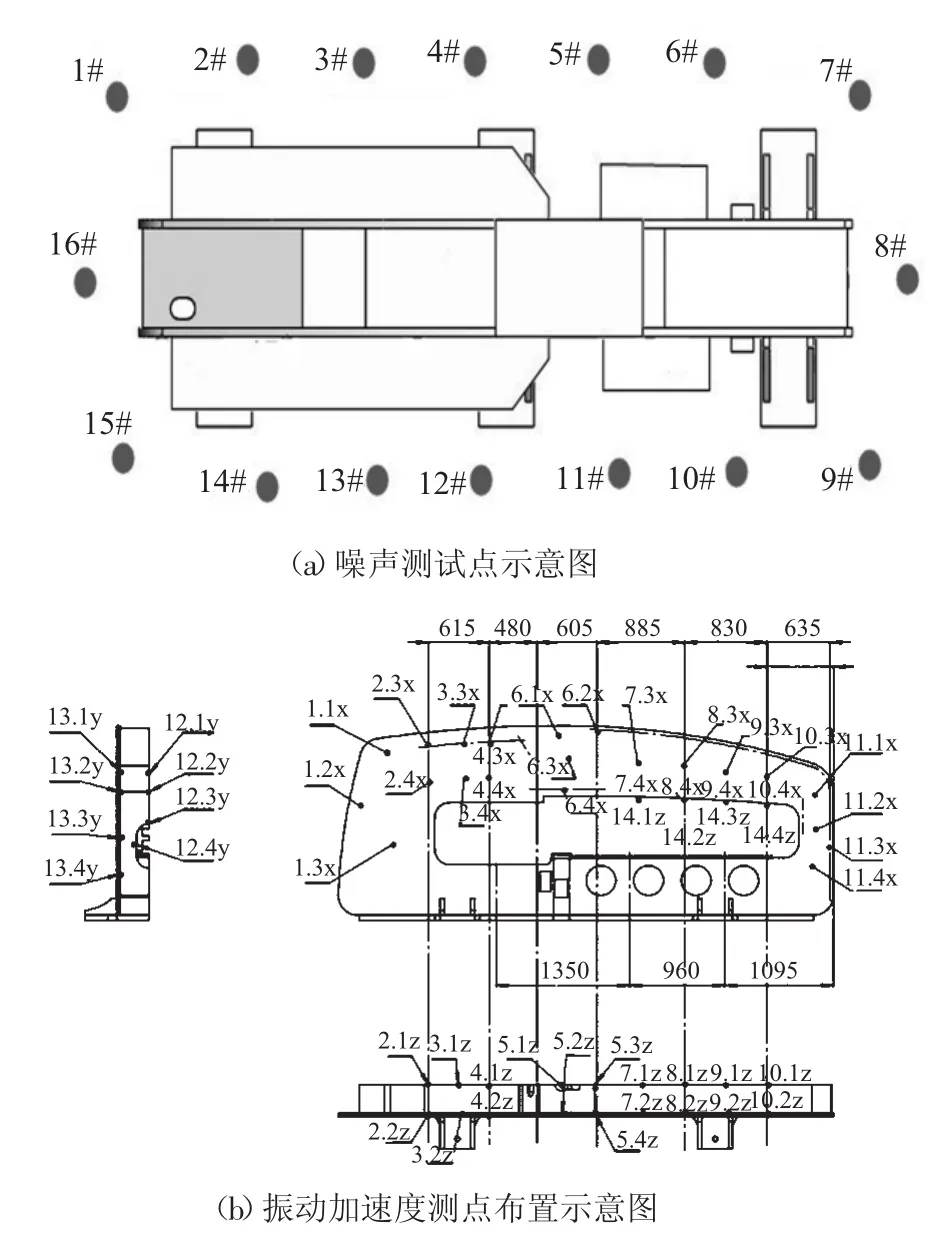
图7 振动与噪声测试示意图

图8 改进前后测点振动加速度与噪声对比
4 结论
本文运用数值仿真方法对T30型数控转塔冲床进行模态分析和动态响应分析,并以仿真分析结果为依据采取了机身结构优化、模具弹簧参数优选和静音冲裁等三种减振降噪措施,根据改进前后机床振动及噪声测试结果的对比可知,减振降噪效果显著。本文的研究方法和成果对于数控转塔冲床及类似产品的设计研发及技术改进具有重要指导意义。
[1]吴正刚,龚立新,夏 鹏,等.基于Adams的数控转塔冲床模具弹簧设计与仿真[J].锻压装备与制造技术,2014,49(4):28-30.
[2]龚立新,胡金龙,吴长明,等.数控转塔冲床动态特性研究[J].锻压装备与制造技术,2014,49(1).
[3]王 亮,卞正其,朱志金.H20型全电伺服数控转塔冲床噪声分析及降噪方案[J].锻压装备与制造技术,2014,49(4):25-28.
[4]L.L.Koss,J.A.Moffatt.Vibration and acoustic data for a punch press.Journal of Sound and Vibratio,1982(4):543-554.
[5]H.J.Seidel.Noise Reduction on Punch Presses by Manipulating the Force-Displacement Curve.Proc.of Int.Conf.on Noise Control Engineering.Edinburgh,Scotland,1983:91-94.
[6]张晓阳,王兴松,等.闭式高速曲柄压力机动平衡优化设计[J].锻压技术,2006,(6):96-99.
[7]胡金龙,贾 方,王兴松,等.高速闭式压力机隔振设计与数值仿真[J].锻压装备与制造技术,2007,42(5):37-40.
[8]A.Ghiotti,P.Regazzo,S.Bruschi,P.F.Bariani.Reduction of vibrations in blanking by MR dampers,CIRP Annals-Manufacturing Technology,2010(59):275-278.
Research of vibration and noise reduction technology for CNC turret punch press
HU Jinlong,ZHU Zhijin,ZHANG Xiaowei
(JiangsuYangli CNC Machine Tool Co.,Ltd.,Yangzhou 225127,Jiangsu China)
The dynamic analysis has been conducted to the CNC turret punch press by use of numerical simulation method.Based on the analysis results,three optimization measures includingoptimized design of frame structure,optimized selection of tool spring parameters,and mute punching mode have been applied. The vibration and noise of the machine have been tested and compared before and after optimization.The vibration and noise reduction effect has been obvious according to testing result.It can provide reference for R&D of new product and technical improvement for CNC turret punch press.
CNC turret punch press;Dynamic analysis;Vibration and noise reduction;Mute processing mode
TG385.1
A
10.16316/j.issn.1672-0121.2016.04.013
1672-0121(2016)04-0040-03
2016-04-27;
2016-06-05
扬州市科技成果转化资助项目(YZ2015128)
胡金龙(1981-),男,工程师,从事数控板材加工设备设计及动态优化。E-mail:klhu.se@163.com
猜你喜欢
造船技术(2020年2期)2020-05-18
模具制造(2019年7期)2019-09-25
——参观CCMT2018成形展品有感
金属加工(热加工)(2018年5期)2018-05-30
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年12期)2017-02-02
锻压装备与制造技术(2016年3期)2016-06-05
工业设计(2016年7期)2016-05-04
山东工业技术(2015年18期)2015-07-16
制造技术与机床(2014年11期)2014-04-23
中原工学院学报(2014年3期)2014-04-01
