
光纤激光切割厚碳钢板小孔的工艺研究
2016-05-23 09:35刘健,刘鑫,刘宏
锻压装备与制造技术 2016年4期
刘 健,刘 鑫,刘 宏
(1.济南铸造锻压机械研究所有限公司,山东 济南 250306;2.青岛华世洁环保科技有限公司,山东 青岛 266510)
光纤激光切割厚碳钢板小孔的工艺研究
刘 健1,刘 鑫2,刘 宏1
(1.济南铸造锻压机械研究所有限公司,山东 济南 250306;2.青岛华世洁环保科技有限公司,山东 青岛 266510)
本文以FL513i型数控激光切割机为平台,研究了高功率光纤激光切割机在切割厚碳钢板小圆孔时的切割工艺,通过对工艺参数的调整,研究了光纤激光功率、切割速度、氧气压力、焦点位置对切割质量的影响,总结出优质切割厚碳钢板小孔的工艺参数组合,解决了光纤切割厚碳钢板质量差的问题,从而使光纤激光在切割厚碳钢板中的应用更为广泛。
激光切割;光纤激光;小孔;厚板;切割工艺
激光切割是激光加工行业中最重要的一项应用技术,占到整个激光加工业的70%以上。激光切割与其他切割方法相比,最大区别是它具有高速、高精度及高适应性的特点。同时还具有割缝细、热影响区小、切割面质量好、切割时无噪声、切割过程容易实现自动化控制等优点。因此,目前激光切割已广泛应用于汽车、机车车辆制造、航空、化工、轻工、电器与电子、石油和冶金等工业范畴。
激光切割技术使用的激光器主要包括两类:二氧化碳激光器、光纤激光器。配备光纤激光器的切割机在薄板切割领域在效率和质量上具有很大优势,但在厚板切割质量上却逊于二氧化碳激光器,特别是在切割厚板小孔时更是处于劣势。本文通过激光切割机进行实际工艺切割研究,优化组合切割工艺,解决了光纤切割厚碳钢板小孔质量差的问题,从而使光纤激光在切割厚碳钢板中的应用更为广泛。
1 研究平台及材料介绍
该工艺研究平台使用济南铸造锻压机械研究所有限公司制造的FL513i型光纤激光切割机,如图1所示。切割系统由数控机床和激光器两部分组成,激光器为德国rofin公司2000W光纤激光器,功率范围0~2000W。数控机床配置德国Beckhoff数控系统和伺服驱动系统,以及德国普雷茨特最先进的Procutter自动调焦点切割头,如图2所示。切割使用的切割嘴孔径为ø2.3mm,切割辅助用气为氧气。

图1 FL513i型光纤激光切割机

图2 自动调焦切割头
实验使用的板材为厚度16mm低碳钢板(A3),尺寸规格200mm×500mm。研究切割圆孔尺寸为ø10mm。通过修改光纤激光功率、切割速度、氧气压力、焦点位置等不同工艺参数,找到工艺参数影响切割质量的变化规律,以实现良好加工的目的。
圆孔切割质量的判断主要通过以下几个方面:①切割缝隙表面的条纹及粗糙度。用辅助气体切割时,切缝表面都会产生条纹,条纹越细、条纹深度越浅,切割质量越好;②切口的挂渣程度。挂渣程度很直观地反映了激光切割的质量,挂渣越少切割质量越好;③热影响及过烧情况。关系着小轮廓以及在连续切割中是否能持续得到较好的切割质量,热影响越小切割质量越稳定;④切割缝隙的宽度。对于金属加工割缝宽度相对较小的切割质量好;⑤板材上下表面切口垂直度以及一致程度。主要通过卡尺测量,板材上下表面切口越平整、尺寸越接近,说明切割效果越好。
实验中,考虑到测量的操作性以及厚板切割小孔的特殊性,主要通过前三个方面进行质量判断。为方便记录,把三方面的效果由好到差分别编号为0、1、2、3、4、5(其中0为效果最佳、5为效果很差或无法切割)。
2 工艺参数变化对切割质量的影响规律
2.1 光纤激光功率对切割质量的影响
实验中通过保持其他工艺参数不变,连续更改光纤激光功率的方法得到激光功率变化对切割质量的影响。光纤激光功率从1000W开始,每次增加200W直到2000W功率。
该研究数据如表1所示。
由表1中数据可以看出,在其他工艺参数不变的情况下,在功率为1000W时几乎不能切割;但随着功率的不断增大切割效果变好,当功率达到1600W时粗糙度和过烧情况效果最好;当功率增加到1800W时挂渣程度效果最好。之后随着功率增加到2000W各项效果开始变差。因此当切割功率为1600W时效果最好,在以后的研究中将把功率设定在1600W。

表1 光纤激光功率变化研究数据
2.2 切割速度对切割质量的影响
在该工艺研究中通过保持其他工艺参数不变,连续更改切割速度的方法得到切割速度变化对切割质量的影响。切割速度从0.4m/min开始,每次增加0.1m/min,直到速度为0.9m/min。
该研究数据如表2所示。
由表2中数据可以看出,在其他工艺参数不变的情况下,在切割速度为0.4m/min时,切割效果较差;但随着速度的不断提高切割效果变好,当速度达到0.6m/min时,粗糙度和挂渣程度的效果最好;速度达到0.7m/min时过烧情况效果最好。但随着速度的不断提高各项效果均变差,当速度提高到0.9m/min时因速度太快,切割不透导致无法切割。因此当切割速度在0.6m/min时切割效果最好,在以后的切割研究中将把速度设定为0.6m/min。
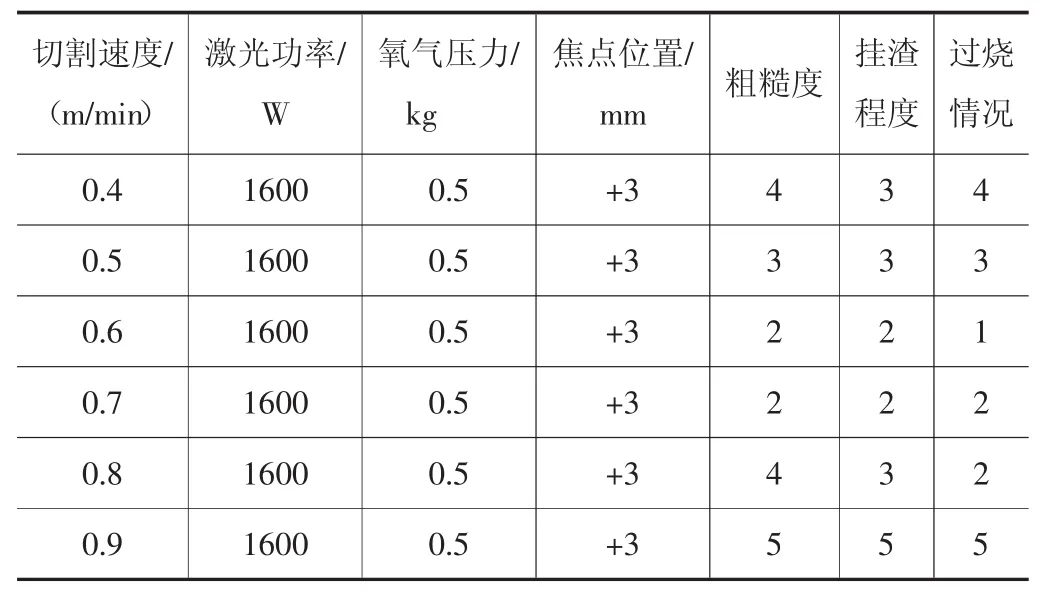
表2 切割速度变化研究数据
2.3 辅助气体氧气压力对切割质量的影响
在该工艺研究中通过保持其他工艺参数不变,连续更改氧气压力的方法得到氧气压力变化对切割质量的影响结果,氧气压力从0.3kg开始,每次增加0.1kg,直到氧气压力为0.8m/min。
该研究数据如表3所示。
由表3中数据可以看出,在其他工艺参数不变的情况下,在切割速度为0.3kg时,切割效果较差;但随着气压的不断提高切割效果变好,当气压达到0.6kg时,各项效果最好;随着速度的不断提高粗糙度效果变差、挂渣程度效果变差、过烧情况效果变差。在以后的研究中将把氧气压力设定在0.6kg。

表3 氧气压力变化研究数据
2.4 焦点位置调整对切割质量的影响
在该工艺研究中通过保持其他工艺参数不变,连续更改焦点的方法得到焦点位置变化对切割质量的影响结果,焦点位置从+1mm开始,每次增加0.5mm,直到焦点位置为+3.5mm。
该研究数据如表4所示。
由表4中数据可以看出,在其他工艺参数不变的情况下,在焦点位置为+1mm时,由于割缝较窄气流不能很好地通过板材横截面,因此挂渣程度效果很差;随着焦点位置的升高,割缝也在逐渐变宽,挂渣程度效果也转好;当焦点位置为+2.5mm时,粗糙度和过烧效果最好;但随着焦点位置的不断提高均逐渐变差。由此我们得出最佳切割焦点位置应在+2.5mm。

表4 焦点位置变化研究数据
3 工艺研究的分析与讨论
光纤激光切割是功率密度很大的热加工,在切割过程中激光能量产生热能并不可避免地向切割点周边区域传导。在切割较大轮廓时热量比较分散,传导效果好,然而在切割小圆孔等较小轮廓时热量比较集中造成板材温度升高。切割点温度越高,板材对激光的吸收率就越高,导致该位置得到的激光能量超出了正常所需,同时多余的激光能量会对该位置造成烧蚀,特别是氧气压力越大、速度越低时就会加强板材的氧化作用,烧蚀效果更明显,其效果如图3所示。该切割位置的割缝会变宽,切割质量会变差;反之,该位置的切割质量就越好,如图4所示。因此控制切割点附近材料表面的温度就显得至关重要。而切割点附近的温度就是与工艺参数的调整有关了。

图3 切割质量差

图4 切割质量好
4 结论
通过对厚度为16mm的碳钢板进行切割直径10mm的小圆孔的工艺研究实验,获得了工艺参数变化对切割质量影响的规律,得到了较好的优化工艺参数。当光纤激光功率为1600W、速度为0.6m/min、氧气压力为0.6kg、焦点位置在+2.5mm时可以获得最佳的切割效果。通过对以上研究曲线的分析可以看出,在进行厚板加工小圆孔时,采用小功率、慢速度、低气压、高焦点的参数量可以避免温度太高导致过烧,同时获得最佳的切割效果。
[1]沈海平,陈 欣,陈 阳.光纤激光切割技术[J].电焊机,2013,43(7):51-56.
[2]张潞英,伍 俊,陈广义,等.一种改善激光切割表面质量的预估控制方法[J].佛山科学技术学院学报(自然科学版),2013,31(6):1-3.
[3]郭华锋,李菊丽,孙 涛,等.激光切割技术的研究进展[J].徐州工程学院学报(自然科学版),2015,(4):71-78.
[4]叶 畅,季进军,刘利宏,等.激光切割系统性能对切割质量的影响研究[J].制造技术与机床,2012,(10):37-40.
[5]佟 明,王 维,杨 光,等.板材激光切割表面质量影响因素的实验研究[J].机械设计与制造,2010,(10):121-123.
Technical process research of cutting small holes on thick carbon steel plate by CNC fiber laser cutting machine
LIU Jian1,LIU Xin2,LIU Hong1
(1.Jinan Foundryand Metalforming Machinery Research Institute Co.,Ltd.,Jinan 250306,Shandong China; 2.Qingdao Huashijie Environmental Protection Technology Co.,Ltd.,Qingdao 266510,Shandong China)
Taking the FL513i CNC laser cutting machine as the platform,the technical process of cutting small holes on thick carbon steel plate by high-power CNC fiber laser cutting machine has been studied.By adjustment of technical process parameters,the influence of fiber laser power,cutting speed,oxygen pressure and focus position to the cutting quality has been studied.The technical parameters combination for high-quality small cutting holes for thick carbon steel plate have been summarized,which solves the poor quality.Thus in this way, the application of CNC fiber laser cutting machine in cutting thick carbon steel plate is more and more wide.
Fiber laser;Small hole on thick plate;Cutting process
TG485
B
10.16316/j.issn.1672-0121.2016.04.014
1672-0121(2016)04-0043-03
2016-02-15;
2016-04-07
刘 健(1985-),男,工程师,从事激光加工研究。E-mail:15098939810@163.com
猜你喜欢
中学生数理化·八年级物理人教版(2022年6期)2022-06-05
中学生数理化·八年级物理人教版(2022年6期)2022-06-05
中学生数理化·八年级物理人教版(2022年6期)2022-06-05
小资CHIC!ELEGANCE(2022年1期)2022-01-11
家庭影院技术(2020年1期)2020-06-24
中学生数理化·八年级物理人教版(2019年6期)2019-06-25
家庭影院技术(2019年4期)2019-04-17
家庭影院技术(2018年9期)2018-11-02
南方周末(2018-03-08)2018-03-08
科学中国人(2017年22期)2018-01-02
