
提高铝挤压机主剪刀剪切效果方法研究
2016-05-23 09:35谢东钢杨红娟丁建文
锻压装备与制造技术 2016年4期
谢东钢,张 君,杨红娟,丁建文,黄 胜
(1.金属挤压与锻造装备技术国家重点实验室,陕西 西安 710032;2.中国重型机械研究院股份公司,陕西 西安 710032)
提高铝挤压机主剪刀剪切效果方法研究
谢东钢1,2,张 君1,2,杨红娟1,2,丁建文1,2,黄 胜1,2
(1.金属挤压与锻造装备技术国家重点实验室,陕西 西安 710032;2.中国重型机械研究院股份公司,陕西 西安 710032)
对铝挤压机主剪刀剪切过程受力进行了分析,介绍了不同铝挤压机主剪刀结构形式,提出了旋转式大型挤压机主剪刀结构,建立了旋转供油装置,提出了旋转式主剪刀剪切过程控制方法,应用重型运动部件惯性控制手段显著提高了主剪刀的运行速度。研究结果在120MN铝型材挤压机上得到了应用,结果表明:旋转式主剪刀可有效提高剪切效果。
铝挤压机;主剪刀;旋转式结构;剪切效果
进入21世纪,我国高速铁路得到快速发展,高铁车体用特种高性能工业铝型材的需求和质量要求越来越高;轨道交通、航空航天、核电、汽车和电力输送等行业的发展同样需要大量高性能工业铝型材,中国已成为全球最大的工业铝型材生产国家。目前已经建成的万吨级铝挤压生产线超过40条,最大的为160 MN双动铝挤压生产线[1~3];国内铝挤压生产线总数超过4000条,成为全球铝型材生产基地,2014年中国的铝挤压产品超过1100万t。
连续挤压是提高铝型材挤压最有效的办法[4]。铝挤压时,坯料中间的金属流动速度快于与挤压筒接触部分的流动速度,导致在挤压结束时,最后的坯料是由与挤压筒接触部分和与挤压垫接触部分组成的,此两部分晶粒粗大,杂质较多,不能作为铝型材被挤出,需要挤压机的主剪刀剪切掉[5~8]。在挤压结束后,挤压筒打开,主剪刀下降,将与模具表面接触的残料剪切掉[9]。提高剪切速度和剪切后的模具表面清洁度是主剪刀剪切的关键技术。
邢建斌等[10]基于Forge软件和Crockroft Latham断裂准则对压余剪切过程进行了有限元模拟,研究了剪切速度和压余厚度对最大剪切力的影响。达涅利布瑞达(Danieli Breda)公司[11]研究并开发应用了确保高质量挤压型材的压余剪切系统。这种剪切的高质量体现在不影响剪切时间的前提下,能确保模具和剪切刀刃的低磨损以及铝型材的剪切精度。以上研究对剪切过程进行了分析,并提出了一些改进办法,但没有彻底改进剪切过程中刀刃偏离残料的趋势,同时也没有提出提高剪切速度的有效方法。
1 铝挤压机主剪刀剪切效果方法研究
1.1 铝挤压机主剪刀剪切过程受力分析
铝挤压机主剪刀剪切过程简化如图1所示。
图1中主剪刀驱动油缸简化为一个柱状滑块,直径为油缸直径d,其上所受的压力q即为油缸液压系统压力,主剪刀下降速度为V1,施加于残料的剪切力为F,在主剪切力F的作用下,会给残料产生一个与挤压方向相反的作用力f0主剪刀在下降过程中,油缸液压系统压力为q1,在剪切过程中,主剪刀的运动速度为V0

图1 主剪刀剪切过程受力分析示意图
由动量定律可得在剪切开始阶段,剪切力为

在剪切阶段,剪切力为:

式中:m为主剪刀滑动部分重量;t为主剪刀快速降到剪切速度的时间,一般取0.25秒;[τ]为挤压铝合金剪切强度;A为挤压铝合金剪切面积。
图1中主剪刀驱动油缸中心线和模具表面重合,在剪切过程中,由于滑块之间的间隙和模具温度的变化,都会引起剪刃不一定紧贴模具,这样就会造成剪切过程会使剪刃产生离开模具表面的弯矩,进而使主剪刃随着剪切的进行,在模具下部离开模具表面越远,残留的残料加厚,最厚达到10mm以上。因此要使主剪刃在剪切过程中,要有紧贴模具剪切的趋势,才能剪切干净。
1.2 不同的铝挤压机主剪刀结构
目前常用的主剪刀结构包括活塞杆活动式的正装结构和活塞缸体活动式的倒装结构,如图2所示。
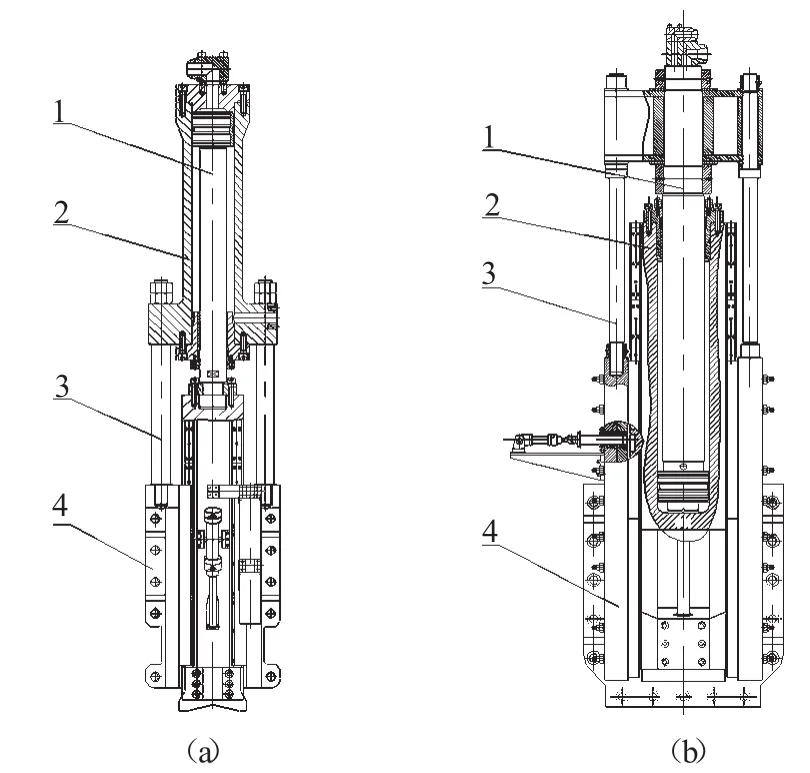
图2 挤压机常用主剪刀结构示意图
图2a为正装结构,主剪刀活塞缸缸体2由拉杆立柱3固定在固定架4上,固定架安装在挤压机前梁上,活塞杆在缸体内来回运动并和滑块连接,滑块下部安装主剪刃。油缸驱动主剪刃上升下降,剪切残料。
图2b为倒装式结构,活塞杆1由立柱拉杆3固定在固定架4上,固定架和挤压机前梁固定连接,活塞缸缸体4作为主剪刀的滑块在主剪刀框架内来回运动,主剪刃安装在缸体下部。油缸驱功缸体上升下降,带动主剪刃上升下降,完成剪切动作。
为了使主剪刃剪切过程中尽可能贴近模具表面,干净地剪切残料,主剪刀驱动油缸中心线和主剪刃刀刃上下移动线及模具表面有一定距离的偏移,从而使在剪切过程中给刀刃产生一个紧贴模具表面的弯矩,剪切过程干净整齐。
1.3 摆动式挤压机主剪刀结构形式
根据以上对剪切过程的研究和现有主剪刀的结构,提出一种铝挤压机用摆动式液压剪切方式,在剪切过程中使剪刃一直保持向模具方向靠拢的趋势,从而干净地剪切掉粘连在模具上的残料。
这种装置的主剪刀装置支座安装在挤压机的前梁上,使主剪刀摆动的油缸安装在前梁上,主剪刀装置采用液压驱动的活塞杆动式结构,通过销轴连接在主剪刀支座上,主剪刀滑块在导向装置内上下滑动,完成剪切动作;主剪刀下部设计有模具压紧装置,主剪刀和主剪刀摆动油缸采用铰接式的连接方式。在进行残料剪切时,摆动油缸向前运动,将主剪刀压紧在模具上,主剪刀滑块在主剪刀油缸液压力的驱动下快速下降,剪切残料,在剪切过程中,由于摆动油缸的压紧,使剪刃一直紧贴模具下降,从而干净地剪切掉残料。这种装置的优点是:由于采用了摆动式的液压剪切方式,在主剪刀下降剪切残料过程中,剪刃一直紧贴着模具进行剪切,使残料剪切干净,利于后续挤压的顺利进行。
这种摆动式挤压机主剪刀结构如图3所示。

图3 摆动式挤压机主剪刀结构示意图
其中,图3a是倾斜式主剪刀结构示意图主视图,图3b是图3a的左视图,图3c是图3a的局部剖视图,图3d是图3b的俯视图。
如图3a所示,主剪刀装置支座4安装在挤压机前梁6上,主剪刀摆动油缸3安装在挤压机前梁6上,主剪刀1和主剪刀摆动油缸3采用铰接的连接方式。如图3d所示,主剪刀1采用液压驱动的活塞杆动式结构,在支撑轴10的作用下连接在主剪刀装置支座4上,主剪刀1在导向装置7内上下滑动。打残料缸2连接在主剪刀1上。如图3b、3c所示,模具压紧装置5安装在主剪刀1上,在主剪刀摆动油缸3的作用下将模具9压紧,主剪刀7安装在主剪刀1上,与模具端面保持平齐。
如图3b、3c所示,在进行残料剪切时,主剪刀1受到主剪刀摆动油缸3作用的压力,模具压紧装置5紧压模具9,主剪刀1在主剪刀油缸液压力的驱动下,沿着导向装置7快速下降,剪切残料。在剪切过程中,由于主剪刀摆动油缸3的压紧,使剪刃8一直紧贴模具9下降,从而快速干净的剪切掉残料。
如图 3c、3d所示,在主剪刀摆动油缸3作用下,主剪刀在支撑轴10的支撑下来回摆动。主剪刀1工作时,受到主剪刀摆动油缸的压紧作用,使模具压紧装置5紧贴在模具9上,从而使得剪切时,剪刃8一直紧贴模具9快速下降。如图3c所示,主剪刀摆动油缸3的作用下,主剪刀1左右摆动,控制着模具压紧装置5与模具9的压紧和分离。
1.4 主剪刀旋转供油装置
对于上述结构的摆动式主剪刀,关键技术之一就是提供一种摆动式主剪刀旋转供油方式以满足摆动式主剪刀旋转时供油的要求,并使大型挤压机实现摆动式主剪刀功能成为可能。
研究提出了一种主剪刀旋转供油装置,使主剪刀油缸大小腔的进油管道的中心线均和旋转装置的中心线重合,小腔进油管道、小腔进油法兰和小腔旋转法兰组成主剪刀缸小腔供油系统;大腔进油法兰、大腔进油管道、大腔进油管道管夹组件和大腔旋转法兰组成主剪刀缸的大腔供油系统;剪刀摆动是由剪刀摆动油缸伸缩使整个主剪刀绕旋转装置中心线轴旋转,由于小腔旋转法兰和大腔旋转法兰中心与旋转装置中心线重合,当整个主剪刀体摆动时,小腔旋转法兰和大腔旋转法兰依靠设计的旋转特征使大腔供油系统和腔供油系统也能以旋转装置中心线为中心旋转,满足摆动式主剪刀旋转供油。该装置的特点是由于通过使小腔供油系统和供油系统能够绕主剪刀的摆动中心线旋转,完成摆动式主剪刀的旋转供油要求,一方面使大型甚至特大型挤压机的实现摆动式主剪刀功能成为可能,另外一方面通过采用本的供油方式较传统的采用胶管连接的方式能有效的降低成本。旋转供油装置结构如图4所示。

图4 摆动式主剪刀旋转供油装置结构示意图
如图4a所示,小腔进油管道1、小腔进油法兰2和小腔旋转法兰13组成小腔供油系统,其中小腔进油法兰2、小腔进油管道1和小腔旋转法兰13中的出口法兰20焊接在一起。大腔进油法兰4、缸大腔进油管道5、大腔进油管道管夹组件6和大腔旋转法兰7组成大腔供油系统,其中大腔进油法兰4、大腔进油管道5和大腔旋转法兰7中出口法兰焊接在一起。
以摆动式小腔的旋转供油为例,当主剪刀摆动油缸8伸缩推动整个主剪刀体绕旋转装置中心线旋转时,小腔进油法兰2和小腔进油管道1带动出油法兰20,旋转体19及端盖14,在小轴承15和大轴承18的作用下绕旋转装置中心线一起旋转。壳体16和进油法兰22固定在支座上。由于壳体16和旋转体19之间留有足够的空间保证在圆周方向能够给旋转体19供油然后通过出口法兰20,小腔进油管道1和小腔进油法兰2给主剪刀供油,所以即使是旋转体16随整个主剪刀一起摆动也能保证摆动式主剪刀的旋转供油。摆动式大腔的旋转供油与上述过程相同。
在旋转体16与外界之间采用两道旋转密封21,并且在两道旋转密封21之间设计有管接头17便于给旋转密封润滑,增强密封效果,提高旋转密封的使用寿命。
1.5 摆动式主剪刀控制方法
在连续挤压过程中,一个重要的参数是固定非挤压时间,固定非挤压时间越短,生产效率和成材率越高。主剪刀的下降和上升速度直接影响着固定非挤压时间,目前的主剪刀上升和下降速度一般在400 mm/s左右。如何提高主剪刀运动速度即摆动式主剪刀运动控制方法是其另一关键技术。
研究提出了摆动式主剪刀高速运动液压控制方法,即油泵通过插装式锥阀直接驱动主剪刀滑块,考虑到主剪刀运动的高速性,插装式锥阀口径足够大以适用于主剪刀滑块的高速性。当主剪刀滑块高速运行时,油泵通过插装式锥阀供给主剪刀滑块所需液压油流量,速度变化通过油泵流量的调整完成。
当高速运行的主剪刀滑块停止时,进排液插装阀保持原有状态,供油的油泵停止,主剪刀滑块由于滑动部分的摩擦力停止,考虑到停止的快速性,可以在排液阀处设计一定的小背压,从而使主剪刀滑块快速停止。当主剪刀滑块停止后再关闭进液阀,减少系统的冲击。该方法的特点是在主剪刀滑块高速停止时,依靠重力、摩擦力和小的背压力消除主剪刀滑块的惯性,使高速运行的主剪刀滑块停止平稳可靠,提高了主剪刀滑块运行速度。具体控制原理如图5所示。

图5 摆动式主剪刀选液压控制原理图
如图5所示,油泵7通过插装式锥阀5和插装式锥阀6来驱动主剪刀滑块2,插装式锥阀口径应足够大以适用于高速运转的主剪刀滑块2。当主剪刀滑块2向下运动,油泵7、进液插装式锥阀5和排液阀4处于开启状态,油泵7通过插装式锥阀5给液压缸1的大腔供油来驱动主剪刀滑块2。当主剪刀滑块2高速下降时,通过调整油泵7的流量来控制运动速度。主剪刀滑块2停止时,关闭油泵7,进液插装式锥阀5和排液阀4保持原有状态,考虑到主剪刀滑块2停止的快速性,在排液阀处可设计一定的小背压,使得主剪刀滑块2快速平稳的停止。当主剪刀滑块2停止后,再关闭进液插装式锥阀5,以减少系统的冲击。
当主剪刀滑块2向上运动时,油泵7、进液插装式锥阀6和排液阀3处于开启状态,油泵7通过插装式锥阀6给液压缸1的小腔供油来驱动主剪刀滑块2。当主剪刀滑块2高速上升时,通过调整油泵7的流量来控制运动速度。主剪刀滑块2停止时,关闭油泵7,进液插装式锥阀6和排液阀3保持原有状态,考虑到主剪刀滑块2停止的快速性,在排液阀处可设计一定的小背压,使得主剪刀滑块2快速平稳的停止。当主剪刀滑块2停止后,再关闭进液插装式锥阀6,以减少系统的冲击。
2 120MN铝型材挤压机
以上研究结果已经应用在120MN油压单动铝挤压机上,研制成功摆动式主剪刀结构的120MN油压单动铝挤压机。
2.1 120MN铝型材挤压机主要参数
120MN油压单动铝挤压机的主要参数为:

2.2 120MN铝型材挤压机旋转式主剪刀
根据以上研究结果研制成功的120MN油压单动铝挤压机和挤压的大型工业铝型材如图6所示。

图6 120MN油压单动铝挤压机和挤压的工业铝型材
120MN油压单动铝挤压机为世界上前后梁采用锻件的首台万吨级挤压机,也是目前国内技术最先进的一台短行程前上料铝挤压机,形成了一系列技术创新:
(1)液压集成控制技术使动作快速可靠,是目前的挤压机空程速度的一倍,极大地降低了固定非挤压时间;试生产过程中,固定非挤压时间为45s,成为首个进入50s大关的国产万吨级挤压机。
(2)摆动式主剪刀装备技术,剪切干净快速;
(3)固定挤压垫设计新理念,提高了挤压垫寿命,减少了挤压筒清理次数;
(4)挤压杆液压快速可靠更换,减少了工具更换时间;
(5)全新的安全防护措施提高了安全性。
120MN油压单动铝挤压机是引进、消化、吸收和再创新的典范,设备的成功研制,极大地提高了我国大型挤压装备的整体水平,达到了世界先进水平,为航空航天、轨道交通、高速铁路、汽车和电力行业等生产特种高性能工业铝型材奠定了基础。
3 实验验证
120MN铝型材挤压机投产后,挤压了大量的特种高性能工业铝型材。图7为连续挤压经摆动式主剪刀剪切后的模具端面图,从图中可以看出:剪切后的铝型材表面光洁度好,模具表面干净,无残料残留,从而验证了摆动式主剪刀优良的剪切性能。同时,按照以上主剪刀运动的控制方法,主剪刀上升和下降的速度均达到800mm/s,在短短7s中就完成了整个剪切动作,极大地缩短了固定非挤压时间,提高了挤压机的生产效率。
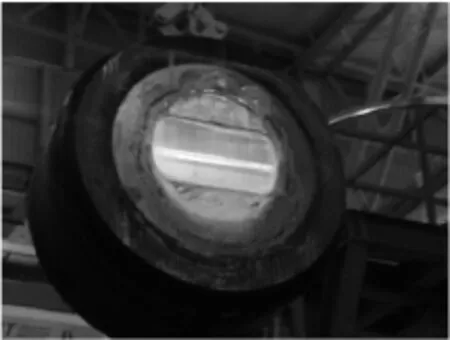
图7 120MN铝挤压机剪切后的模具端面
4 结论
根据前面的研究和实验,可以得出以下结论:
(1)摆动式主剪刀的结构形式,可有效提高剪切表面的光洁度,使模具表面干净整齐;
(2)摆动式主剪刀旋转供油装置能够有效解决主剪刀摆动供油问题,密封可靠;
(3)油泵直接控制主剪刀滑块启停控制方法可大幅度提高主剪刀运动速度,降低固定非挤压时间。
参考文献:
[1]Klaus Müller,Adolf Ames,Otto Diegritz,etc.Fundamentals of Extrusion Technology[M].Giesel Verlag Gmbh.Germany 2004.
[2]K.LAUE&H.STENGER.Extrusion.English translation of revised text[M].American society for metals,1981.
[3]魏 军.金属挤压机[M].北京:化学工业出版社,2006.
[4]Prsdip K.Saha.Aluminium Extrusion Technology[M].ASM International.USA,2000.
[5]刘静安,谢建新.大型铝合金型材挤压技术与工模具优化设计[M].北京:冶金工业出版社,2003.
[6]刘静安.大型工业铝合金型材的挤压生产工艺与关键技术[J].铝加工,2001,(2):4-7.
[7]张 君,杨 合,何养民,等.特大铝合金型材生产技术[J].现代制造工程,2004,(6):25-32.
[8]储伯温,权晓惠,陈世雄.铝挤压生产的技术发展[A].2001年铝型材技术论坛文集[C].广州,2001:20-28.
[9]王祝堂.大型铝型材生产与应用现状及发展动向[A].2002年交通运输用铝市场及技术研讨会论文集[C].北京,2002:1-24.
[10]邢建斌,王丽薇,解文科.铝挤压机压余剪切过程有限元模拟[J].机械工程与自动化,2015,(4):36-37.
[11]Matteo Crosti(马特洛科洛斯梯),王淑华.先进挤压机的完美剪切技术[A].2004年铝型材技术论坛文集[C].广州,2004:397-404.
Research of method to improve the shearing effect of the main shear in Al extrusion press
XIE Donggang1,2,ZHANG Jun1,2,YANG Hongjuan1,2,DING Jianwen1,2,HUANG Sheng1,2
(1.State Key Laboratory of Metal Extrusion and Forging Equipment Technology,Xi'an 710032,Shaanxi China; 2.China National Heavy Machinery Research Institute Co.,Ltd.,Xi'an 710032,Shaanxi China)
The force analysis of cutting process has been conducted to the main shear in the Al extrusion press.The different structures of main shear in Al extrusion press have been introduced.The rotary style main shear of heavy extrusion press has been put forward.The rotary oil pipeline device has been established.The control method of cutting process for the rotary style main shear has been introduced.The running speed of main shear has been obviously improved by use of heavy part inertial controlling ways.The research result has been applied on the 120 MN AL section extrusion press.It shows that the rotary style main shear can improve the cutting effect greatly.
Aluminum extrusion;Main shear;Rotary style main shear;Cutting effect
TG375+.25
A
10.16316/j.issn.1672-0121.2016.04.019
1672-0121(2016)04-0058-05
2016-04-07;
2016-05-29
高档数控机床与基础制造装备国家科技重大专项(04专项)资助项目(2009ZX04005-031,2011ZX04016-081);陕西省重点科技创新团队项目(2013KCT-10)
谢东钢(1956-),男,教授级高工,金属挤压与锻造装备技术国家重点实验室主任。E-mail:chungjun@163.com
猜你喜欢
轻合金加工技术(2022年5期)2022-12-26
一重技术(2021年5期)2022-01-18
重型机械(2020年3期)2020-08-24
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年2期)2017-05-04
制造技术与机床(2017年12期)2017-02-02
太阳能(2015年6期)2015-02-28
航运交易公报(2014年10期)2014-04-02
航运交易公报(2014年10期)2014-04-02
中国设备工程(2014年1期)2014-02-28
