
八钢一高线机组轧制φ6.5mm产品工艺优化
2016-05-25 00:37李果卢殿君
新疆钢铁 2016年4期
李果,卢殿君
(新疆八一钢铁股份有限公司)
八钢一高线机组轧制φ6.5mm产品工艺优化
李果,卢殿君
(新疆八一钢铁股份有限公司)
根据八钢一高线机组生产实际状况,结合产品品种规格和工艺分布,对工艺流程生产组织进行了优化,使换产品的时间和难度得到大幅度降低,提高了孔型、辊环的共用性,减少了资源浪费。
轧制规格;工艺优化;轧制道次
1 前言
八钢一高线机,根据轧制规格的不同,设计了两种不同的轧制工艺:一种大规格工艺,轧制¢8mm规格以上的产品;一种小规格工艺,轧制¢8mm规格以下的产品。两种工艺的区别在于,从第一道次到成品道次的红条尺寸、导卫完全不同,精轧机的辊环也不一样,每次倒换工艺的时候,要调整粗中轧的辊缝,重新设定程序和参数,更换所有的导卫以及精轧机的辊环。工作量、劳动强度大,而且资源浪费严重。对每年各规格轧制的次数进行统计分析发现大小工艺倒换的原因,主要是由于轧制¢6.5mm规格的次数最多,如果把轧制¢6.5mm以上的规格工艺优化到大工艺的系列,将会减少大小工艺倒换的次数,从而很大程度降低调整难度,提高作业率,员工劳动强度和工作量将会大幅度下降,工作效率得到提升,同时也避免了资源浪费。
2 机组情况简介
八钢一高线生产线是2000年建设的一条半国产化生产线。机械设备由意大利DANLELI公司提供,电气设备及自动化控制由意大利ANSALDO公司提供,采用全交流传动控制系统。全线布置30架轧机(如图1所示),其中粗轧机组6架、中轧机组8架,采用闭口式轧机。预精轧为4架悬臂式轧机,采用平立交替布置。精轧机组为8架45°顶交V型悬臂式轧机,采用集体传动。减定径机组为2×2架45°顶交V型悬臂式轧机,采用集体传动。设计年产量40万t,实际生产能力达70万t/年。工艺上使用120×120×12000(mm)、150×150×12000(mm)两种连铸坯,产品规格为φ5.0~φ20mm圆钢盘卷和φ6.5~φ16mm带肋钢筋盘卷。设计最大轧制速度为120m/s,生产时保证轧制速度为110m/s。
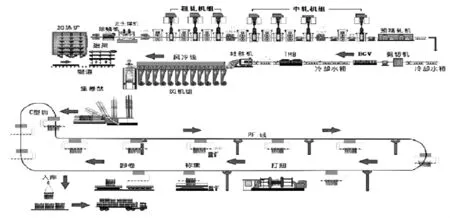
图1 八钢一高线工艺分布图
3 生产工艺分析与优化
对每年轧制规格统计分析,发现两种工艺倒换的原因主要是由于轧制φ6.5mm规格的次数较多,如果能够把轧制φ6.5mm以上的规格工艺优化到大工艺的系列,将会减少两种工艺倒换次数,从而降低调整频次,提高作业率,并且员工劳动强度和工作量也将大幅度下降,同时避免了资源浪费。
3.1 一高线的工艺和产品规格的生产情况
小工艺轧制主要用于轧制φ5.5mm系列、φ6.5mm系列和φ7mm系列,其余规格系列全部用大工艺轧制。按照每年各规格的轧制量统计来看φ5.5mm系列的需求量非常少,每年轧制量在8000t以内,轧制次数只有3~4次,但是φ6.5mm系列的产品每年的轧制量都在20万t,并且每个月都要轧制。此外,根据产品的订单情况,有时候需要临时增加计划,使得一个月要轧制两次φ6.5mm系列产品,导致倒换工艺次数频繁。
3.2 分析不同工艺的轧制道次的布局
大工艺(工艺对比见表1)轧制最小规格φ8mm产品只用了28道次,而小工艺轧制φ6.5mm的产品也用了28道次,一高线总共有30架轧机,因此,在轧制φ8mm工艺的基础上增加两道次,就有可能实现大工艺轧制φ6.5mm的产品,其中的关键是要控制好各道次、孔型和压下量的布局,并且还不能增加辊环和费用。
小工艺轧制φ6.5mm规格时,25#、26#两架次是空过未使用,而大工艺轧制φ8mm规格时,25#、26#两架次也是空过未使用。两种规格的孔型区别在于:小工艺的19#、20#道次,在轧制大工艺的时候转换成21#、22#道次,19#、20#增加了两道孔型,相当于大工艺把小工艺精轧机的轧制道次19#轧机开始,全部往后移动两道次。同时,大工艺轧制最小规格φ8mm产品时,还有两道次空过未使用。
通过分析,在大工艺轧制φ6.5mm规格产品的工艺布局时,18#道次之前的工艺不变,19#至24#道次使用大工艺的孔型道次,25#、26#孔型道次使用φ8mm规格的27#、28#孔型道次,27#、28#、29#、30#孔型道次使用原小工艺φ6.5mm规格的孔型道次,BGV通过辊缝调整内部的张力,这样一来就能实现用大规格工艺轧制φ6.5mm产品(见表1)。生产实践表明,生产工艺调整后不但大幅度降低了调整难度,提高了作业率,而且员工劳动强度和工作量也将大幅度下降,同时避免了资源浪费。

表1 φ6.5mm工艺优化对比表
4 效果评价
工艺布局设计优化后通过调试,实现了大工艺30道次轧制φ6.5mm规格的产品。同时还取得了意外的成果:成品头尾耳子修剪量,由原来的12~18圈降低到现在的6圈以内,大幅度降低了修剪量和人员劳动强度,提高了成材率。
一高线机组生产优化后,实现了φ6.5mm以上规格辊环的共用性,极大降低了辊环消耗;同时,现在所有规格之间的换产品都可以控制在1小时以内,并且都能够一次试车成功确保成品不废,降低了换产品的难度,同时极大降低了人员的劳动强度,提高了生产效率。
5 结束语
八钢一高线机组通过工艺优化,未增加任何费用,实现了大工艺30道次轧制φ6.5mm产品,精轧机孔型、辊环可以共用,降低了辊环消耗,同时降低了φ6.5mm规格与其它规格互换产品的难度,提高了劳动效率。
Optimization of Production Process of No.1 High-speed Wire Rod for φ6.5mm Products in Bayi Steel
LI Guo,LUDian-jun
(XinjiangBayi Iron&Steel Co.,Ltd)
In this paper,according to the actual situation of production of No.1 high speed wire rod in Bayi steel,combined with the product specifications and process ofdistribution and optimized production process.The time and difficulty of replacing the product is greatly reduced,the commonality of the pass and the roller ring have been improved,and reduces the waste ofresources.
rollingspecification;technologyoptimization;rollingpass
TG335.15
B
1672—4224(2016)04—0014—03
联系人:李果,男,43岁,大专,乌鲁木齐(830022)新疆八一钢铁股份有限公司轧钢厂棒线分厂
E-mail:liguo@bygt.com.cn
猜你喜欢
新疆钢铁(2021年1期)2021-10-14
——以纽约高线公园的蜕变为例
城市建筑空间(2019年1期)2019-02-17
中学数学杂志(初中版)(2019年6期)2019-01-14
中北大学学报(自然科学版)(2018年2期)2018-05-07
浙江共产党员(2017年4期)2017-01-24
科技风(2016年13期)2016-07-09
航空材料学报(2014年6期)2014-11-18
航空材料学报(2011年1期)2011-03-13
中南大学学报(自然科学版)(2011年2期)2011-02-06
