
轨道车辆空气制动系统有无螺纹管对比分析
2016-05-30 03:38李忠辉
中国高新技术企业 2016年24期
李忠辉
摘要:伴随着我国城市化建设不断更新变化,城市地铁交通渐渐成为人们出行的第一选择,地铁以其环保快捷、缓解路面交通拥挤等优势,得到广大市民的不断好评。城市轨道相对于交通来说,制动系统肩负着极其重要的作用。文章介绍了城市轨道车辆空气制动系统螺纹管与无螺纹管密封原理、安装工艺对比分析和技术革新带来的可观效率。
关键词:轨道车辆;空气制动系统;螺纹管;无螺纹管;卡套式接头;安装工艺 文献标识码:A
中图分类号:U213 文章编号:1009-2374(2016)24-0068-02 DOI:10.13535/j.cnki.11-4406/n.2016.24.034
近来年,全国许多城市相继开通了城市轨道公共交通,作为城市道路拥挤最佳解决方案,由于城市轨道交通每站之间的距离很短,所以车辆的调速和停车程序就比较频繁。只有车辆启动速度更快,制动距离更短,才能充分提高车辆的运行速度。与此同时,城市有轨交通车辆的旅客多、上下波动大,这对车辆载重也产生了较大的影响,其运营可靠性及安全性永远都是摆在第一位的。其中列车空气制动系统是确保列车能够安全运营的重要系统之一,为了确保空气制动系统可靠性、安全性,空气制动管路系统的安装过程对于任何一家城轨制造企业来说都是关键工序。本文将结合重庆单轨三号线新造车辆空气制动管路制动管采用的无螺纹钢管进行详细探讨。
1 对比分析
当前城市轨道列车制动系统制动管常用的有螺纹钢管和无螺纹薄钢管两种,早期受到材料和安装工艺影响,列车制动系统管路多采用有螺纹钢管。但近年随着列车制动系统发展,制动管逐渐向着轻量化,高密封性,同时安装省时、省力、便于维护等方面发展,无螺纹管被引进逐渐替代有螺纹钢管作为列车制动系统管路新宠。本节对螺纹管与无螺纹管各自优缺点及安装工艺进行简要对比分析。
1.1 密封原理及可靠性分析
有螺纹管件采用螺纹密封,由于密封方式特殊性需使用厚壁钢管,安装时通常采用乐泰密封绳改善密封效果和润滑,满足GB/T 3287标准。其强度较高,弯曲性较弱,但耐腐蚀性较强。
无螺纹管件通过卡套密封,卡套在预装后切入钢管,从而在钢管和卡套之间达到良好的密封效果,是国外应用近百年的成熟标准产品(ISO8434),具有优良的耐冲击和振动性,弯曲性强,但耐腐蚀性较弱。同时可实现轻量化,相比有螺纹管件使每辆车减重约40kg。
1.2 检修方便性分析
有螺纹管件由于管材的限制,需大量使用直管件,弯曲处多采用弯管接头,管接头多导致系统泄漏点较多,系统气密性相对较差。且管接头处一旦发生泄漏可能需要拆卸相连接的部分管路来重新紧固泄漏部位,检修工序复杂。
无螺纹管件所有接头均采用“活结”形式,可大量使用弯管,减少管接头总体数量,一旦管接头处发生泄漏则直接再次紧固相应活接即可,检修工序简单。
1.3 安装工艺分析
有螺纹管件由于采用螺纹密封方式,紧固扭力值要求较高,需使用大扳手和专用管钳安装,安装前需要缠绕密封绳,同时在安装和拆卸过程中螺纹铁屑和密封绳碎屑容易进入管路,在管路中造成制动、缓解不良等后果;安装时需清理之前的绳碎屑重新缠绕密封绳;管路安装完毕后,管件接口处多余的密封绳需用热吹风机吹缩处理;同时由于管材性质,弯曲半径较小,多采用有管和直角接头,安装工艺过程十分繁琐。
无螺纹管件可在组装制动管路系统时使用预安装机和普通扳手进行预装,管路系统预装检查无误后,仅使用普通棘轮扳手单人就可以正式安装,安装时扭紧管接头活接螺母到规定扭力值即可,由于管接头较少,安装设备简单,施工工艺简单明了。
2 无螺纹管技术条件
钢管尺寸精度符合DIN2391标准;表面光亮不允許有划痕,表面粗糙度≤1.6μm;内部不得产生黄斑、锈点、锈蚀现象;弯曲处不得有皱纹、裂纹等现象。
管子加工成成品时,需将钢管垂直截断,管端面与管轴线的垂直度误差应小于0.5°,截断后不得影响钢管端口处圆度和直径,截断处内外表面应去除毛刺,允许倒角最大为0.2×45°,加工完成后,距离管端50mm范围内不许有划痕和压痕,圆度较好。所有管路加工后,内部需进行弹丸清洁处理,绵子弹装入海绵子弹枪中,对已去除毛刺的制动管进行清洁,确保无任何杂物和细小的微粒贴敷在管壁上,除去油脂、灰尘;对弯管需做通球试验,钢球直径为钢管内径的90%。目前重庆单轨三号线新造车辆空气制动管路制动管采用了上述的无螺纹钢管,作为一次技术引进革新,配合完善的预装、安装及保压等工艺文件,大大减少了制造企业的安装工序和时间,节约了劳动力的制造成本。
3 卡套式管接头
无螺纹钢管因为管件端部自身无螺纹,需采用相应的卡套式管接头连接。目前运用较广的管接头为park公司的EO卡套式管接头系列(执行ISO8434标准)。接头因装配方便、体积小、压力等级高而著称,其分为低压、中压和高压三个系列(LL、L、S系列),这样使得各种不同的应用场合可以实现最经济化和空间最小化的方案。卡套式管接头虽然其成本较高,但其安装方便性强、使用寿命长、可靠性高、易维护、抗振性好等特点,更符合城轨车辆的性能要求,是世界上使用最为广泛的一种管接头。本节对卡套式管接头结构及原理进行简要分析。
3.1 接头结构及原理
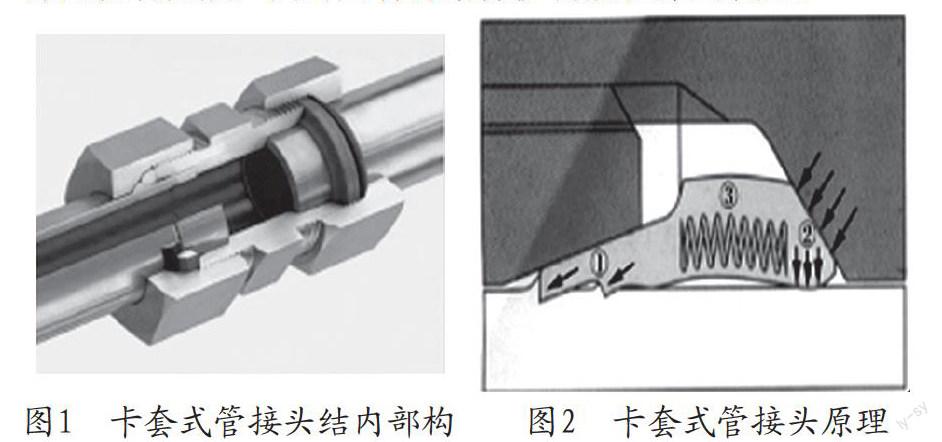
如图1所示,E0卡套式管接头主要由外套螺母、接头体、卡套、钢管组成,均为标准件(按照国际标准ISO8434执行)。管接头采用卡套金属密封方式,具有耐腐蚀、耐冲击振动性能,同时具有拧紧保护功能和弹簧效应。
如图2为卡套式管接头工作原理,安装时外套螺母内锥面与卡套尾部锥面贴合2,并给予卡套一个向前的推力,接头体内锥面与卡套前部锥面贴合1,并将卡套前端两道刃口压入钢管外壁,进而形成卡套前端刃口切入钢管外壁、卡套两端锥面分别与外套螺母及接头体内锥面贴合的密闭环境3,达到密封效果。另外,卡套前端的止动边限制了刃口过量切入对管子造成损伤的可能性,起到了防过拧功能。同时,卡套肩部特殊的凹部使得装配得以稳定控制。另外,中部微微拱起,由此产生的弹性效应避免了金属接触密封的应力松弛现象。
3.2 卡套预装工艺过程
管路安装前卡套需要预装在钢管上,在选用相匹配的接头体,其中接头体有直通接头、三通接头、直角接头、铰接式接头等,其规格大小由系统压力值、介质温度及流速、工作环境等因素决定。
卡套预装采用电动液压预装机,首先从钢管扣压端依次套入螺母、卡套,然后将装好的钢管放入预装机挡板内,钢管前段放入模具内,盖上保护盖板,按住扣压按钮,在模具连接杆伸出到最长时,旋转扣压压力调整旋钮开始调节压力,在压力达到设定扣压压力1秒左右松开。在力矩作用下卡套切削刃咬入管子的表面,实现了卡套的预安装。卡套预装是空气制动管路组装过程中非常重要的一步,它的好坏将直接影响到管路系统的气密性及使用年限。
3.3 卡套预装工艺要求
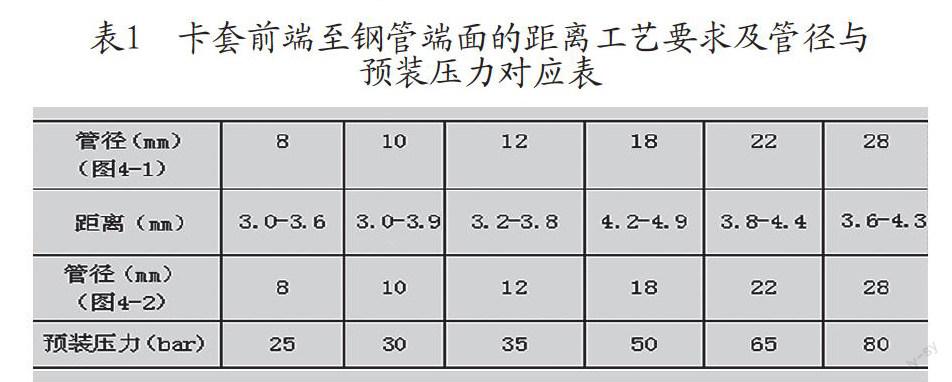
(1)卡套安装方向正确(卡套刃口方向应朝向制动管端口);(2)预装压力应符合表1压力工艺要求;(3)预装后卡套前端至钢管端面的距离应符合表1工艺要求;(4)预装完毕后,钢管外壁稍稍隆起,卡套允许径向旋转,但径向移动不可超过1mm;(5)预装完毕后,对所有预装完毕的管路采用不低于600kPa的干燥滤尘滤油空气对管路进行逐根吹扫,吹扫后采用保护套对每根制动管的端部进行保护。
现场装配时由于设计、制造过程中一些误差,进入装配现场的钢管在长度或角度上可能存在偏差,导致管路定位后不能正常安装,使管路产生拉紧、弯曲等不良现象。因此需要装配人员根据现场实际需求对钢管的长度及角度进行切割调整,并最终确定钢管的安装位置。管路试装应遵循先试装外径较大的钢管,并以此定位试装外径较小的钢管,特别是在装配空间小、管路集中的情况下,先大后小的试装顺序尤为重要。
表1 卡套前端至钢管端面的距离工艺要求及管径与
预装压力对应表
4 结语
城市轨道交通运输对于我国交通运输网络来说,是非常重要的组成部分,城市经济的发展离不开它,两者息息相关。现在,全中国甚至世界各地以政治、经济、文化為中心的城市都新建了各种形式的轨道交通运输网,有些甚至作为了所在地区标志性的景观建筑。本章通过无有螺纹管与有螺纹管对比,指出了无螺纹管的先进性和实用性,对无螺纹钢管安装工艺简单、省时进行肯定,对卡套式接头的结构先进性和原理进行了详细的介绍,并结合现场经验对各工序中的安装重点及要求进行了阐述。
参考文献
[1] 陈胜,章海.卡套式管接头SolidWorks Simulation分析[J].机械工程师,2012,(6).
[2] 董于美,张惠山.铁路行业机车车辆用曲面卡套式管接头、锥面卡套式管接头标准介绍[J].内燃机车,2007,(6).
[3] 刘豫湘,陆缙华,潘传熙.DK-1型电空制动机与电力机车空气管路系统[M].北京:中国铁道出版社,1998.
[4] 崔红光.浅谈国内地铁车辆制动系统[J].四机科技,2007,(1).
[5] 卡套式管接头技术条件(GB/T 3765-2008)[S].
[6] 阳靖,段继超,蒋廉华.HXD1型机车制动空气管路冲脱分析及改进方案[J].电力机车与城轨车辆,2008,(4).
(责任编辑:王 波)
猜你喜欢
中国特种设备安全(2019年5期)2019-07-16
经济技术协作信息(2018年11期)2019-01-14
汽车实用技术(2018年18期)2018-09-26
制造技术与机床(2017年10期)2017-11-28
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
中国塑料(2015年7期)2015-10-14
产业与科技论坛(2015年14期)2015-03-19
产业与科技论坛(2015年18期)2015-01-23
化工管理(2014年26期)2014-08-15
河南科技(2014年7期)2014-02-27
