列车轮对加工的几种方法和定位方式
2016-05-30 18:55吕陈
科技风 2016年20期

摘 要:列车在运行过程中,轮对同钢轨接触的轮缘和踏面就会出现磨耗,就需要对轮对进行旋修,修复轮对的几何尺寸和精度。详细阐述了列车轮对加工的几种方法和定位方式,并从质量和效率方面进行了对比,从中指出了今后轮对加式方面的发展方向。
关键词:轮对的加工方法;轮对的定位方式;轮对加工的质量和效率。
随着我国铁路建设的不断发展,列车数量的增多,列车的运行质量和效率也在不断提高。
为保证列车的运行质量和效率,对列车的检修质量和检修效率就提出了更高的要求。特别是高铁和动车的快速发展,促使着检修设备跟着发展。不落轮车床就是适应这种情况产生和发展的。
轮对的几何尺寸、精度的检修是列车检修中的重要内容,对磨耗轮对的旋修,修复轮对的几何尺寸和精度是列车运行质量的保证,对磨耗轮对的旋修,修复轮对的几何尺寸和精度的所占用的时间决定了列车运行效率。
列车在路轨上运行后,轮對同钢轨接触的轮缘和踏面就会出现磨耗,就需要对轮对进行旋修,修复轮对的几何尺寸和精度。
常用的修复方法有:
第一种方法是,将轮对拆卸下来,以单个轮对放在车轮车床上或是放在落轮车床上加工。如图1所示,车轮车床加工单个轮对。
这种方法费时费力,效率很低,且不能做到在线旋修,修复上路。
第二种方法是,在单轴不落轮车床上旋修,路基下方安装了一台固定不动的车床,列车被牵引进车床至被加工轮对处于机床中心处,修复完后牵引出机床,列车即可上路营运。如图2是在单轴不落轮车床上加工轮对。
这种方式的特点是不需要从列车上拆卸轮,加工完后又安装到列车上。而是可以直接将列车运行到机床上,直接对磨损轮对进行旋修,加工完后上路运行。
但这种方式一次只能加工一条轮对,有多少条磨耗轮对,就得加工多少次,效率不高。
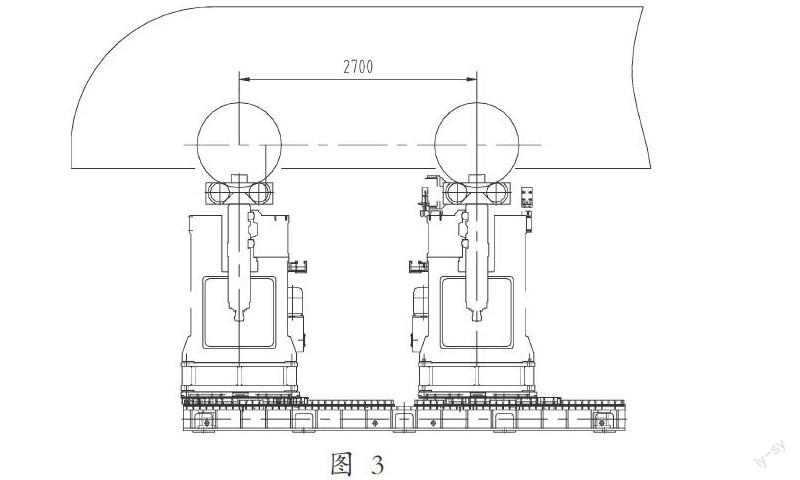
第三種方法是,将两台不落轮车床安装在路轨下方,组成双轴不落轮车床,并且两台主机的中心距可以改变,以适应多品种列车的转向架。
列车被牵引进车床至一个转向架上的两条轮对分别处于两台机床的中心,修复完后牵引出机床,列车即可上路营运。如图3是在双轴不落轮车床上加工轮对。
这种方式的特点同样是不需要从列车上拆卸轮,加工完后又安装到列车上。而是可以直接将列车运行到机床上,直接对磨损轮对进行旋修,加工完后上路运行。
但这种方式一次可加工出同一转向架上的两条轮对,效率是第二种方法的翻倍。
对于第一种和第二种方式,机床都是固定在地面上,机床不动,被加工轮对置于机床加工区内,即可对轮对进行加工,无需考虑轴距的变化。
第三种方式,效率大提高,但问题也出现了,即如何适应同一转向架两条轮对轴距的变化。
由于我国线路上运行的列车种类多,不同的列车有不同的转向架,有不同的轴距。为适应转向架上两条轮对轴距的变化,要求两台机床能够移动或者一台机床固定另一台机床移动。
常用的双轴不落轮车床适应转向架轴距的方式有两种。
方式一,机械定位方式。
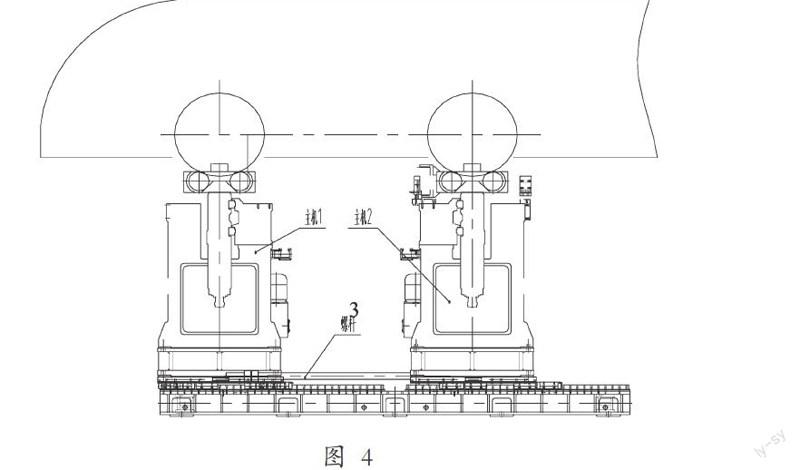
这种方式是在两台机床底部安装有螺杆,变速箱,电机或者液压马达等。如图4所示。
通过电机或液压马达带动螺杆旋转,螺杆的两端装螺母座和螺杆座,分别固定在两主机上,从而带动两主机运动或让一个主机运动,通过变速箱的变速达到设定转速。从而让两主机的中心线满足同一转向架上两条轮对的轴距。
具体实施方案是,根据列车转向架种类,设定几种轴距,将两主机中心距的调整分成几档,属有机变档。
加工时,根据转向架的轴距将两主机调整到相应档位,固定。待加工列车转向架轮对运行到机床上,在装夹和抬升过程中,两主机不动,列车在装夹过程中随动,以适应两主机中心线。
这种方式的优点是,档位少,换档简单。转向架上两轮对轴距和两主机中心线理论尺寸是一至的。
当转向架上两轮对轴距和两主机中心线理论尺寸没有误差的情况下,加工出来的轮对几何尺寸和精度是符合要求的;
当转向架上两轮对轴距和两主机中心线理论尺寸有误差,尺寸不一至时,加工出来的轮对几何尺寸和精度就有误差或出现不符合要求的情况
方式二,液压锁紧定位方式。
这种方式是在两台机床底部安装有油缸,液压锁紧机构等。如图5所示。
由于同一车型的同类转向架,加工、安装误差,同一转向架上的两条轮对的轴距也有变化,要求两台机床有自适应能力。
这种方式即可以满足不同类转向架两条轮对轴距的不同,又可以满足同一类型转向架两条轮对轴距的变化。
采用的方案为:线轨、油缸均安装在底座上,锁紧机构布置在底座上。
当一台机床固定,另一台机床移动时,其固定的一台机床直接安装在地基上,另一台移动的机床安装在底座上,调整轴距时,以固定的一台机床定位,移动另一台机床调整到待加工转向架两轮对的轴距尺寸。
当两台机床都移动时,分别安装在底座两端,调整轴距时,两台机床以底座上的中心对称分布,向底座中心靠近或远离底座中心直至调整到待加工转向架两轮对的轴距尺寸。
这种方式的优点是,无论转向架上两轮对轴距和两主机中心线理论尺寸一至还是有误差,加工出来的轮对几何尺寸和精度都能符合要求的。
参考文献:
[1] 陈雷.铁路电客车轮对镟修切削量探讨[J].城市轨道交通研究,2009,12(6):67-68.
[2] 高杨.广州地铁三号线车辆缘磨耗分析[J].轨道交通纵横,2009,(6):45-47.
[3] 黄贵刚.凸轮轴磨床砂轮半径影响凸轮升程的原因及对策[J].新技术新工艺,2008(9):36-38.
作者简介:
吕陈(1959-),男,汉族,江西南昌人,本科,高级工程师(副高),多年从事机床结构设计和研究。