
核电站环行起重机环梁焊接变形超差分析与研究
2016-06-02 08:07尹晓辉刘荣大连华锐重工集团股份有限公司辽宁大连116000
中国科技纵横 2016年1期
尹晓辉 刘荣(大连华锐重工集团股份有限公司,辽宁大连 116000)
核电站环行起重机环梁焊接变形超差分析与研究
尹晓辉 刘荣
(大连华锐重工集团股份有限公司,辽宁大连 116000)
【摘 要】核电站环行起重机沿着位于反应堆厂房上部的环形轨道行驶,它是核电站中的重要起重设备之一。针对核电站环行起重机环梁焊接变形超差的现象,从环行起重机的结构组成及环梁焊接过程中涉及的人员、设备、焊接数据包、焊接过程入手,找出环梁焊接变形超差的原因,并针对原因提出了解决对策,有效解决了环梁焊接变形超差的问题。
【关键词】核电站环行起重机 环梁 变形 焊接顺序 火焰矫正
1 概述
核能是地球上储量最丰富、高度浓集的能源,核能发电具有不排放CO2等温室气体的优势,还有燃料价格稳定,可确保能源安全的优点。目前随着国家能源结构的调整,我国已进入了核电的快速发展期,我国核电站的年建造数量位居世界第一。核电站中需要大量的起重运输设备搬运物料,其使用的起重设备有10余种类型,数量多达250余台,环行起重机位于核反应堆安全壳厂房的顶端(见图1),用于吊运蒸汽发生器、反应堆压力容器等反应堆厂房内所需的吊运服务。
环行起重机一旦发生故障,只能对小部件进行维修,环梁做为承轨梁,根本不可能对其进行更换维修,由于这种高可靠性的要求,一旦环梁发生质量问题,将导致整个核反应堆封堆,并且永不再使用,这将会造成严重的经济损失,甚至可能导致核安全事故。
2 结构组成
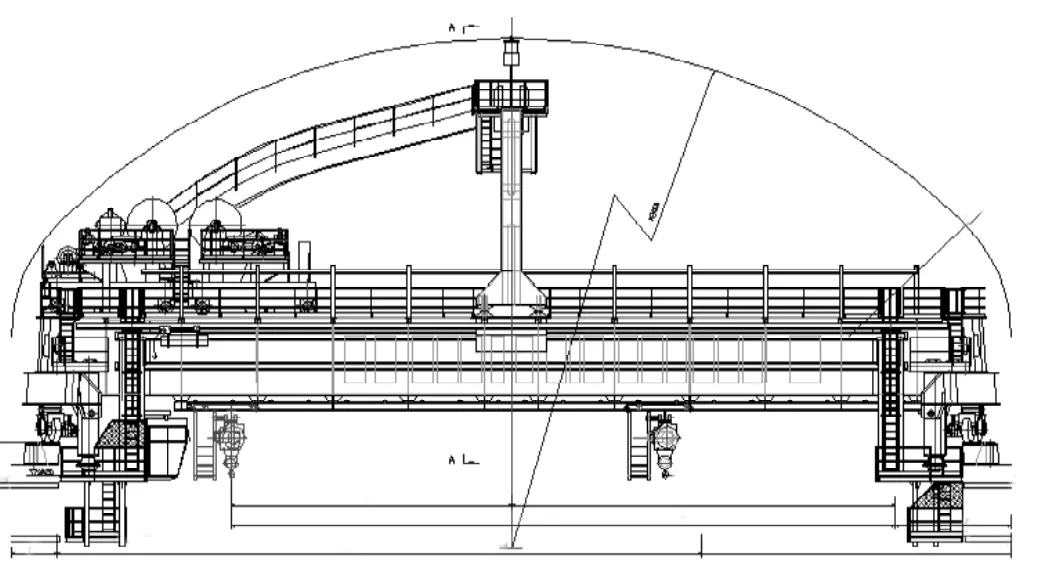
图1 环行起重机

图2 环行起重机 环梁
环行起重机在环行轨道上运行,由工作小车、安装小车、桥架、旋转机构和水平轮、环轨、环梁及电控设备等组成。环梁是核电环行起重机的承轨梁,环梁的中心直径在Φ35000mm以上,见图2,环梁为梯形箱型梁形式,上盖板安装环轨,下盖板采用厚板兼做水平轮轨道,上下盖板厚度差较大且梁内各筋板为贯穿腹板式。整个环梁安装由六段环梁单体组成,对各段环梁单体的焊接变形要求较严,制造难度较大。环梁单体焊后要求扭曲小于等于5mm,环梁整体组装后要求上盖板平面度为10mm。
3 焊接变形超差原因排查
在对两台环行起重机共12个环梁单体焊后的检验时发现,有5个环梁单体焊后变形超差,其余7个环梁单体尺寸合格,根据这一现象,对可能造成焊接变形的几个环节进行了原因排查:
(1)环梁焊接工艺确认:组织公司内焊接方面专家对环梁的焊接数据包进行评审,首先CO2气体保护电弧焊在平焊、横焊、立焊时选取的焊材及对应的电流、电压及焊接速度,其次是焊前预热温度及焊接时层间温度的选取,通过评审认为环梁以上的焊接数据是适用的。(2)环梁单体焊接设备确认:所有的设备都在核电专用设备台账上,并且定期维护保养,相关的记录都能及时提供,而且7个尺寸合格的环梁单体也都是使用这些设备焊接的,因此,认为环梁焊接时使用的设备是合格的。(3)环梁单体焊接人员确认,所有焊接人员都在核电产品焊接人员台账上,都取得了相关的焊接从业资质证书,因此,认为环梁焊接人员合格的。(4)焊接及火焰矫正实施过程的确认,通过检查焊接过程记录卡及火焰矫正记录卡,发现焊接时个别位置焊接顺序与焊接工艺方案中的不完全一致,焊接变形后进行火焰矫正时,选取的烤火点,存在的不合理现象。(5)环梁焊缝大部分为探伤焊缝,经统计环梁探伤焊缝焊后首次探伤合格率为92%,而环行起重机整体产品的焊缝焊后首次探伤合格率为大于97%,环梁探伤焊缝的焊接质量较低,焊缝的返修量比较大,增加了焊接变形。
根据以上的排查,环梁单体焊接变形超差的原因为以下三点:
(1)探伤焊缝的首次探伤合格率为92%,低于要求的97%,焊缝的返修量比较大,增加了焊接变形。(2)焊接时的焊接顺序未与焊接工艺方案完全一致。(3)火焰矫正时,烤火点的选取,存在不合理现象。
4 解决对策
(1)根据焊接过程记录表,对每名环梁焊接人员的探伤焊缝首次探伤交检合格率进行了统计,发现共涉及到的9名焊工中,其中有4名焊工的合格率大于97%,其余5名焊工的合格率均低于90%,为减少焊缝的返修量,减少焊接变形,对环梁的焊接人员进行固定,只有探伤焊缝首次交检合格率大于97%的4名焊接人员可进行环梁焊接,如需培增加人员,需提前对其焊接资质及从业水平进行确认,达到要求方可进行名单增加,而且在焊接时,在给定的焊接参数范围内选
用下限值,以尽量小的焊接电流施焊。(2)环梁焊接时,按焊接工艺规程规定的焊接顺序、方向进行施焊,对焊接顺序、方向有疑义时需进行评审确定最终方案。(3)在Π型梁完成后及环梁腰缝焊接前,进行符地样检查其变形情况,如变形超差,制定火焰矫正工艺,提前进行修理矫正,避免在全部焊接完成后再进行烤修。(4)采用火焰矫正焊接变形时,对于烤火点的选取由工艺人员确定,火焰矫正工艺经评审后方可下发,矫正时用红外测温仪对加热温度进行实时监测并记录。
5 效果跟踪
对策实施情况:
(1)环梁焊接人员为确定的4名焊接人员,未有人员增加。(2)环梁焊接时,完全按焊接工艺规程规定施焊,未进行改动。(3)Π型梁完成后及环梁腰缝焊接前,符地样检查其变形情况时,第二个环梁需进行火焰矫正,经矫正后合格。(4)三个环梁单体焊后有两个进行了火焰矫正,矫正时完全按工艺进行,经矫正后合格。(5)三个环梁单体焊接最终的扭曲变形检测结果为:
第一个环梁单体:扭曲为4.0mm;第二个环梁单体:扭曲为4.3mm;第三个环梁单体:扭曲为3.6mm。三个环梁单体均合格,而且后期环梁在制造过程中,也未再发生焊接变形超差的现象。
6 结语
通过对核电站环行起重机环梁焊接变形超差的问题分析,不仅找到了问题的原因,而且通过所确定的解决对策,起到了预防问题再发生的作用,在后期的环梁制造过程中,取得了很好的成果,不仅降低了生产成本,提高了经济效益,而且提升了集团公司在核电行业中企业形象。
猜你喜欢
施工技术(中英文)(2023年16期)2023-09-16
山西建筑(2021年21期)2021-10-26
施工技术(中英文)(2021年16期)2021-10-22
中华建设(2019年5期)2019-07-05
机械工程与自动化(2018年6期)2018-12-21
作文周刊·小学二年级版(2018年29期)2018-11-26
小学生作文(中高年级适用)(2018年5期)2018-06-11
数学小灵通·3-4年级(2017年10期)2017-11-08
中学生数理化·七年级数学人教版(2017年11期)2017-04-23
山西建筑(2016年31期)2016-12-21
