
液压龙门式轨排铺轨机铺轨施工工艺研究
2016-06-03 07:18刘敏捷
甘肃科技纵横 2016年5期
刘敏捷
(中铁二十二局集团第二工程有限公司,北京 100043)
液压龙门式轨排铺轨机铺轨施工工艺研究
刘敏捷
(中铁二十二局集团第二工程有限公司,北京100043)
摘要:针对广珠铁路SG-3标段部分线路的单线铺轨施工难度大、材料倒运费用高等难点问题,为了节约施工成本、提高铺架效率,充分利用既有资源,在施工实践中研发了一种新型液压龙门式轨排铺轨机,采用该设备在施工实践中形成了较为新颖的轨排铺轨机铺轨施工工艺。新型液压龙门式轨排铺轨施工工艺涉及原理、方法、劳动力、质量、安全和效益等多个方面。将新研制的设备及相应工艺应用到广珠铁路建设中,降低了每公里铺轨成本,有效节约了工程造价。研发的液压龙门式轨排铺轨机和相应工艺可为广珠铁路后期建设以及同类工程建设提供一定的有益参考。
关键词:轨排;液压龙门式;铺轨机;施工工艺
DOI 10.3969/j.issn.1672-6375.2016.05.028
0 引言
我国在铁路轨道施工方面已经取得了诸多成果,并在实践工程中得到良好应用[1-2]。铁路轨道需要特殊的铺轨设备,才能有效降低人工铺轨造价高、效率低的不足。近些年来,铁路铺轨技术和工艺也在日新月异,诸多实用的铺轨装备以及工艺应用到实际工程中[3、4]。新建广珠铁路复工工程SG-3标段轨道工程(铺架Ⅱ标),正线折合单线长160.3 km,设计时速120 km/h,有碴道床。广珠铁路铺架Ⅱ标,不直接与既有线相接,只有在铺轨Ⅰ标完成铺轨后才能采用PJ32型等悬臂铺轨机或传统龙门式铺轨机进行铺轨施工。若采用人工铺轨,钢轨、砼枕进入路基困难,效率低,成本高,不能满足广珠铺架Ⅱ标铺轨施工需要,如何克服以上难题,值得工程施工人员深入思考。
根据广珠铁路SG-3标段控制工程的分布,总体铺架施工采取了多段铺架口平行实施轮胎运、架梁,架梁完成后实施铺轨机铺轨的施工方案。为节约施工成本,提高铺架效率,克服材料倒运运费高昂,解决铺轨难题,充分利用既有资源,在施工实践中摸索形成了新型液压龙门式轨排铺轨机铺轨施工工法,研究了一种新型液压龙门式轨排铺轨机,完成了广珠铺轨施工任务。本论述针对液压龙门式轨排铺轨机铺轨施工工法进行详细介绍,可为该工程后期建设以及同类工程建设提供一定的有益参考。
1 工法介绍
1.1工法特点
与传统铺轨龙门架及铺轨机相比,液压龙门式轨排铺轨机铺轨施工工法在设备转场、设备构造简单方面有较大优势,全套设备均可通过公路运输,设备简单且维修方便。液压龙门式轨排铺轨机铺轨施工工法另一特点是在大型铺设设备无法进场时,不需要大力人力进行人工铺轨及材料倒运,大大缩短施工工期,减少施工成本,增加铺轨施工质量。该工法设备操作方便,和架桥施工相似,运输车司机、起重工和现场指挥人员有架桥机相关操作证的人员可以通用,只需要进行施工流程培训,不需要进行专业技术培训,实用性强。
1.2适用范围
液压龙门式铺轨机铺轨施工适用以下条件下的铺轨施工:
(1)适用抢工期时,前方无轨道系统条件下增加工作面,用公路架桥机架桥,公路运梁台车运梁条件下的轨排铺设;(2)适用矿山、地方专用线未和轨道交通系统连接的用公路架桥机架桥,施工现场设备只能用公路运输的轨排铺设;(3)适用于桥梁较多,线路较短,大型铺轨设备无法发挥效率的轨排铺设;(4)适用于需要轨排铺设的城市轨道交通。
2 工艺原理
液压龙门式轨排铺轨机由四大部分组成,分别为:液压铺轨龙门吊、可移动工具轨排、轨排运输作业平车(铺轨机2号车)、铺轨作业平车(铺轨机1号车)。四个组成部分分别实现如下几个方面的功能和作用:1.轨排组换装、吊铺;2.铺轨机前移;3.轨排组装运;4.液压铺轨龙门吊对位;5.液压铺轨龙门吊起落(前移);6.排对位联接。各组成部分的工艺原理如下所述。
2.1液压铺轨龙门吊
铺轨龙门吊实现如下功能:一是实现轨排组由轨排运输作业平车换装到铺轨作业平车;二是将铺轨作业平车上的轨排起吊铺设到地面。
该铺轨机的铺轨龙门吊是采用DJ180型公铁两用架桥机配套的倒装龙门架加以改装而成的,主要是将原有起吊钢丝绳部分、吊具部分进行改造,以满足轨排倒装的要求。
对龙门吊钢丝绳进行改造,包括钢丝绳长度改造及加装定滑轮。钢丝绳长度改造后,既要保证龙门吊能够起吊6层轨排高度,又要保证在铺轨作业中轨排能够吊落至地面。图1是改造后的龙门架钢丝绳实物图。

图1 改造后的龙门架钢丝绳
倒装龙门架需频繁起落轨排,且运梁台车在轨排下方穿行,传统钓钩安全风险大,也不能同时起吊6层轨排,为满足需要,对吊具进行重新加工改装,见图2所示。

图2 轨排吊具工况
2.2可移动工具轨排
工具轨排作为铺轨机前移的辅助轨道以实现铺轨机的前移。铺轨机前移的功能实现包括工具轨排的制作及牵引装置的选配。工具轨排设计长度为25 m,简易轨排总重量不超6 t重。排轨示意见图3所示。工具轨排的移动是靠一台ZLC50装载机的牵引来完成的,工具轨排和装载机用两根25 mm钢丝绳连接,两根钢丝绳一端挂在装载机的牵引钩上,另一端分别挂在工具轨排两根钢轨端部的孔上。
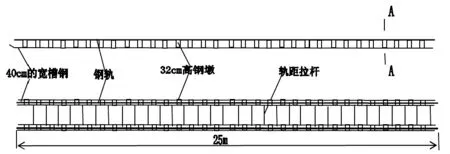
图3 25 m工具轨排
2.3轨排运输作业平车
轨排运输作业平车(铺轨机2号车)实现轨排装运。轨排运输作业平车由DJ180型公铁两用架桥机配套的YT180型运梁台车与特制轨排托运平板改装组合而成,车高1.3 m,车体宽2.32 m。轨排运输作业平车由运梁台车提供动力自力行走。运梁台车自带动力。
由于TJ180架桥机的二号车是分体式的,由两个运梁台车组成,运输桥梁时利用桥梁本身作为车体,两个分体的运梁台车做转向架形成一个整体,实现桥梁的运输,而轨排是柔性的,作为车体无法保持运输过程平稳,达不到运输安全要求,需要刚性托板。为此特制了轨排托运平板,托运平板做车体和两个运梁台车做转向架组成轨排倒运车。考虑到公路运输方便,长25.997 m的车体设计为三段拼装而成,使用时组装成整体,运输时拆解成三段。
2号车轨排托运平板分为3段,三端的长度分别是8 862 mm、10 925 mm、6 210 mm。两个转向架的中心距为:21 238 mm,2号车长度:28 964 mm,宽度:3 200 mm。轨排运输作业平车既可作为铺轨机2号车倒运轨排,也可用于其他路料如砼枕运输。
2.4铺轨作业平车
铺轨作业平车(铺轨机1号车)实现如下功能:
(1)液压铺轨龙门吊对位;(2)液压铺轨龙门吊起落(前移);(3)排对位联接;铺轨机的1号车同样由DJ180型公铁两用架桥机配套的YT180型运梁台车与特制轨排托运平板改装组合而成,并且针对铺轨作业加装功能部件,主要加装改造项目有铺轨龙门吊运输支架及轨排接头联接工作台。运梁台车自带动力。
铺轨机1号车不仅要将轨排从轨排运输列车上倒运到铺轨龙门吊下面,而且要支承、移动铺轨龙门吊并对位,轨排托运平板上需要加装铺轨龙门吊支承支架。
轨排接头联接工作台的作用是实现在水平和竖向调整工具轨排钢轨头,以便与下落的轨排相联接。施工时工作平台上存放备用的钢轨夹板、夹板紧固配件和施工过程中需要的工具。工作台下面两边各挂一个15T的电动倒链(用于调整轨排端部的高度,配合上夹板),一边挂一个电动扳手,用于紧固夹板螺丝。工作台下方接运梁2号车的电源为电动工具提供工作电源。
3 施工工艺、劳动力和材料设备
3.1施工工艺流程
液压龙门式轨排铺轨机铺轨施工工艺操作要点如下:
(1)基地轨排组装及现场铺轨准备;
(2)轨排运输;
(3)轨排倒装至铺轨作业平车;
(4)铺轨作业平车装载轨排驶到工具轨排上,平整支垫点,落下液压铺轨龙门吊;
(5)铺轨液压龙门吊起吊一排轨;
(6)铺轨作业平车退出工具轨排后方;
(7)装载机捆挂工具轨排前端,等候铺轨作业平车退出工具轨排停至已铺轨排上;
(8)装载机开始拖拉工具轨排,同时铺轨液压龙门吊下落轨排;
(9)拖拉工具轨排25 m,下落轨排就位;
(10)联接鱼尾板;
(11)轨排前端下落与工具轨排联接;
(12)工作台调整接头高低和方向,使工具轨排与已铺轨排联接平顺,同时,铺轨作业平车前驶至已铺轨排上;
(13)铺轨作业平车收起液压龙门吊;
(14)铺轨作业平车托带液压龙门吊前行,驶入工具轨排。重复铺轨流程。
其中,轨排组倒装工艺和铺轨作业工艺分别见图4和图5所示。
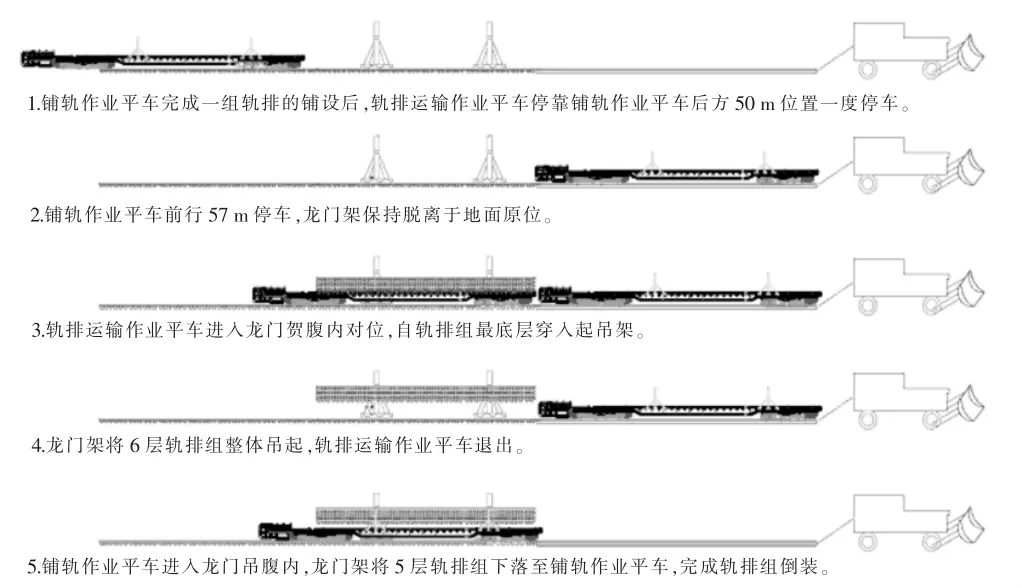
图4 轨排组倒装工艺
3.2劳动力组织
根据使用设备功能以及配合作业范围,液压龙门铺轨机组机组劳动力组织见表1所示。
3.3材料与设备
工法中涉及的材料和设备,见表2所示。机车、平板车、10 t移动龙门吊可以满足铺轨基地轨排组装及1 km组装运输需要,装载机用来拖拉简易轨排及个别地段临时平砟,倒装龙门吊用来将轨排由平车列车倒装至铺轨平板上方,铺轨龙门吊、铺轨作业平车、铺轨工具轨排用来现场铺轨。该铺轨机组可铺设25 m及12.5 m标准轨排,可全天候独立工作,作业最小曲线半径600 m,单班铺轨0.45 km。
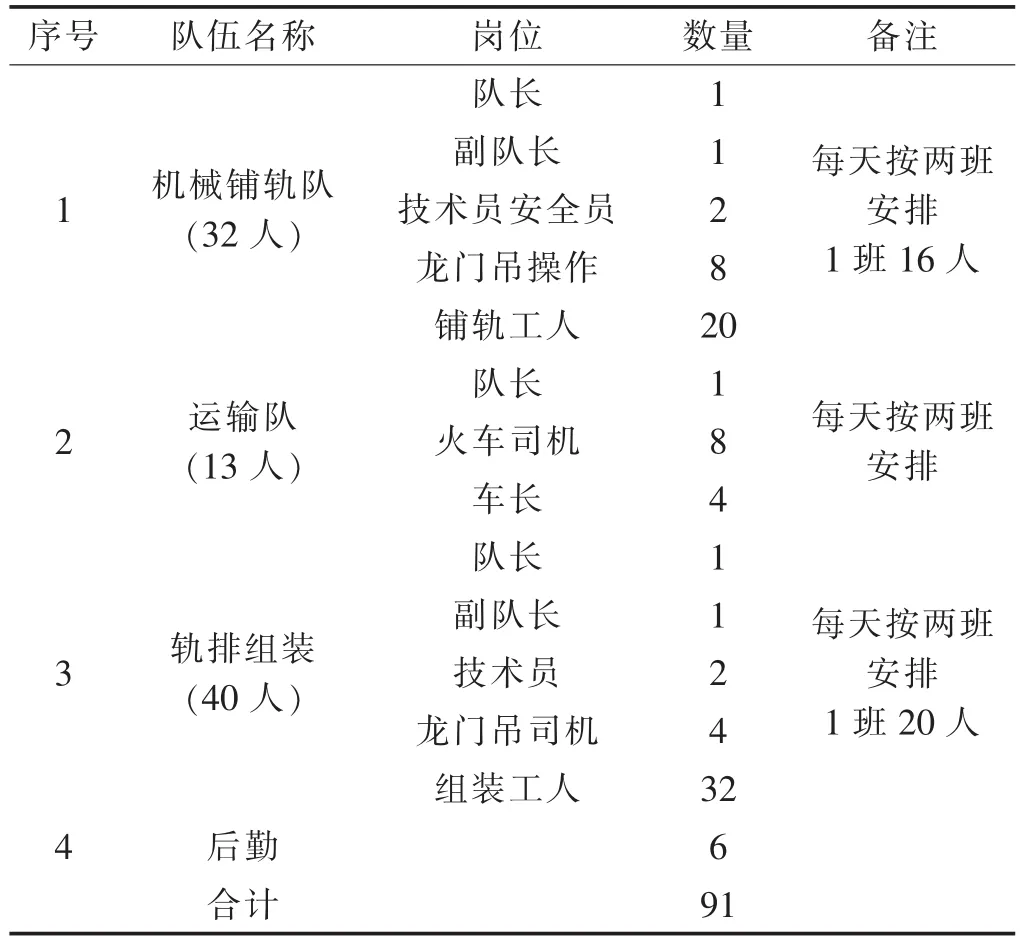
表1 劳动力组织表
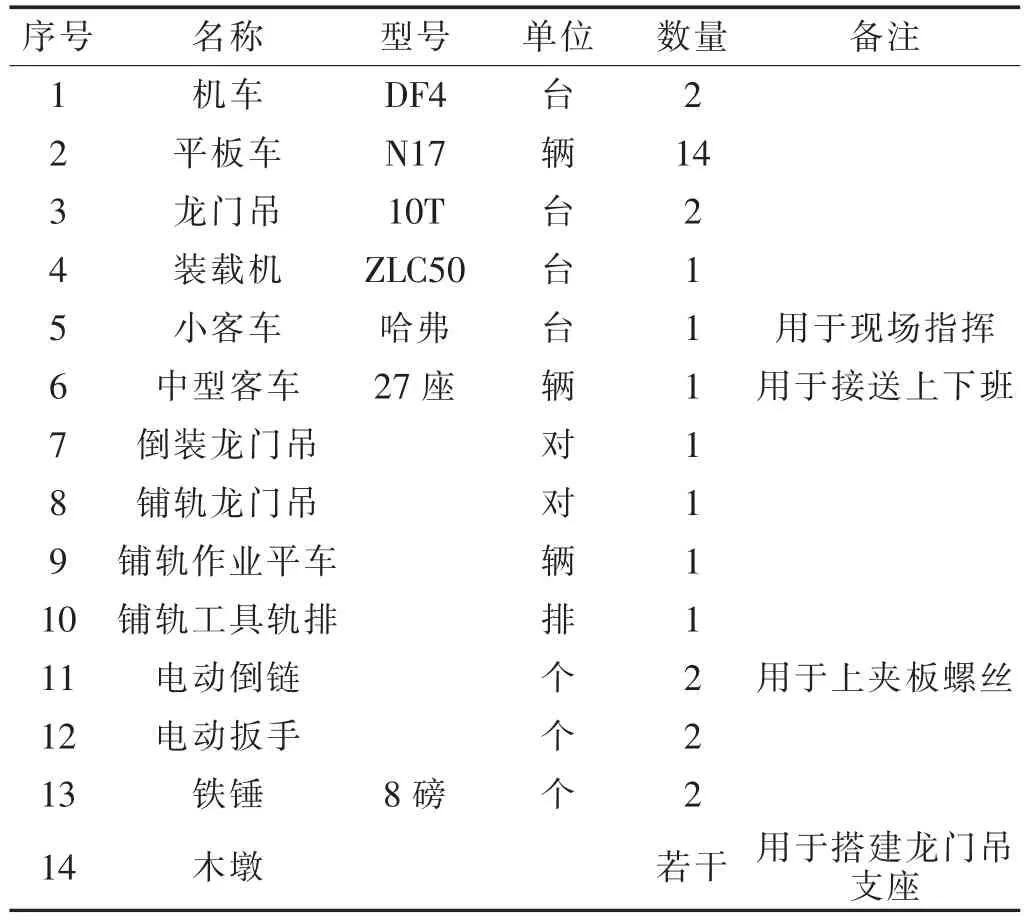
表2 铺轨施工设备配置表
4 质量控制和安全措施
4.1质量控制措施
质量控制措施,主要遵循《铁路轨道施工及验收规范》[5](TB102302-96)和《铁路轨道工程施工质量验收标准》[6](TB10413-2003)相关规定。
铺轨机设计制造过程的质量控制,主要采取的必要措施,包括:
(1)坚持自主设计的所有设备及部件必须由有相关资质的设计单位进行设计复核后才能生产;
(2)坚持所有配件在有制造资质的单位监控下进行生产;
(3)所有参与生产的人员有相关生产的岗位培训合格证;
(4)所有生产工序有第三方进行质量检查并核发工序生产合格证。加工配件进行检查后核发配件产品合格证,组装的部件检查后核发部件产品合格证,整机检查合格后核发整机产品合格证。不合格产品不得进入下一道工序;
(5)严格整机调试制度,根据性能要求进行调试,使整机达到设计要求,达不到要求的地方必须改进,直到达到要求为止,调试过程要认真做好记录,以便使用人员了解机械性能;
(6)规范磨合期设备使用保养制度,使设备平稳通过磨合期,提高设备使用寿命。
对于铺轨施工质量控制,主要采用如下措施:
(1)轨缝按规定尺寸用轨隙片预留。与己铺轨排连接后,新铺轨排应立即对中拨正,偏离中线不得大于50 mm;
(2)钢轨端部和连接配件应涂油,垫圈开口朝下。接头螺栓力矩应符合规范要求;
(3)铺轨过车后的3 d内,每天应按规定的力矩复紧一次接头螺栓。各钢轨接头螺栓的拧紧度应相等;
(4)钢轨接头处的轨面高差和轨距线错牙:国家铁路的正线和到发线不得大于1 mm,其他线和地方铁路、专用铁路、铁路专用线不得大于2 mm;
(5)应严格掌握中线,偏差值不得大于10 mm,确认无误后,再落地就位。砼宽枕间距,偏斜允许偏差±20mm,连接轨排时不得在钢轨接头处垫碴调整高程。轨排就位时先下落与已铺轨排连接的一端,安装好接头夹板及接头螺栓后再下落轨排中部和前端就位,避免扰动道碴带;
(6)轨缝质量检验,应以轨缝检算值为准,按规范规定计算确定;
(7)新铺的轨道,其预留的轨缝尺寸宜当日检查,并将检查结果的总偏差量记入工程日志,在次日铺轨时加以调整消除;
(8)竣工工程轨缝质量宜成段检查,成段长度不宜大于1 km。检查结果应符合后面相关规定;
(9)检查段内实际轨缝的平均值,按轨缝检算值为标准,允许偏差为±2 mm;
(10)轨温小于当地历史最高轨温时,不得有连续3个及以上的瞎缝;
(11)不得出现最大构造轨缝;
(12)铺轨机通过后,应进行钢轨接头补齐联接工作,钢轨端部和联接配件应涂油后再安装、补齐上好螺栓、弹簧垫圈、垫板,调正轨枕位置,按规定扭矩拧紧接头螺栓(50kg/m轨要求300 N·M,60kg/m轨要求400 N·M),防止螺栓松动、轨缝失调、丢失联结配件,垫圈开口应朝下;
(13)随着铺轨机的前进,完成接头处理工作后,应按规定程序组织一班人,进行人工粗拨线路,对正中线拨正,偏离中线不得大于20 mm,使曲线目视圆顺,直线顺直,保证后续铺架机械车辆安全运行,防止轨道偏离线路中线过大的误差积累,给以后轨缝调整造成困难;
(14)现场锯轨钻眼应保证锯轨截面平整、螺栓孔圆滑,锯轨长度允许偏差为±6 mm,截面允许偏差为轨头左右0.5 mm,轨底左右1 mm,上下为1 mm。钻眼孔径偏差为±1 mm,位置允许偏差为1 mm。
4.2安全措施
工具轨排拖拉时,首先检查钢丝绳及捆挂状态,确认牢靠后,方可拖拉。拖拉指挥人员与装载机司机要密切配合并明确拖拉速度,随时注意工具轨排的工作状态,发现异常及时停车。拖拉过程中,工具轨排两侧禁止站人。拖拉工具轨排接近位置时,装载机减速拖拉,以防工具轨排窜出。
轨排换装时,立龙门架时应有人统一指挥,升降架将龙门架顶起后不准动车。禁止龙门架悬空骑在升降架上进行对位作业。立好龙门架后,应再次检查各腿支垫情况,用硬质木楔将空隙处塞实,以确保四角受力均匀。龙门架支腿联接螺栓应上齐上紧,插腿销应安装稳妥。轨排吊起后,要稍作停留并检查龙门架是否有下沉、变形或制动不良现象,确认安全后再进行倒装作业。机车推送轨排对位时,要对准吊点位置,并预先将吊钩捆好,以防止轨排碰撞。捆千斤绳应先挂双头后挂单头。千斤绳要上下垂直,不得绞花和两股互压等。起吊前要招呼周围工作人员离开一定距离,以防意外。机车通过龙门架前,应先检查线路上工具和他障碍物,并注意吊钩和起升钢丝绳等物是否影响机车通行,以防挂拉倒龙门架。
吊铺轨排时,铺轨机在每班使用前必须进行检查和试吊,确认升降走行制动等良好后方可铺轨。走行司机思想要集中,应经常检查制动部位,并随时注意指挥信号,铺轨机在下坡道上作业应另加防滑措施。挂钩人员不准提前上铺轨机,应等铺轨作业平车到位后,方可上去挂钩。挂钩人员选好吊点,挂好钩后应迅速离开轨排,再指挥起吊。注意轨排移动,防止碰撞龙门框架。在轨排下落时,应注意钢丝绳,防止跳槽。机前人员未全部离开前,禁止出轨排。轨排悬空时,下面禁止站人或通过。待轨排下落到离地面0.3 m时,工作人员方准靠近作业。轨排起吊和走行时要平稳,下落时不要左右倾斜。轨排接头未对好前,禁止进入轨排内作业。安装夹板时,禁止用手指引导入孔,以防挤伤手。在轨排落地时要防止压脚。上螺栓时,要随时注意指挥信号,铺轨机行进前要迅速离开股道。后面补上螺栓,要随时注意轨排车和铺轨机的动向,发现来车要迅速离开道心。在线路上,禁止作业人员将工具和材料放在线路上休息,应随时注意行车安全。
5 效益分析和应用实例
5.1效益分析
广珠铁路施工工期紧,桥群多,又有多处连续梁和长大隧道施工控制,需要公路运梁、多铺架口架桥,经过方案比选,在铺轨施工中采用自主研发的液压龙门式铺轨机。与人工铺轨及大型高臂铺轨机铺轨方式对比,液压龙门式轨排铺轨机铺轨在广珠铁路的应用避免了大量的材料二次倒运、减小设备摊销成本、便于由公路运输转场从而加快了施工进度,综合经济效益显著,每铺轨1 km可节约施工投入约5万元,在广珠铁路的铺架施工中共节省施工成本398万元。
5.2应用实例
针对分段平行架梁的施工方案及现场人工铺轨材料倒运困难的施工现状,在常规铺轨机无法进场施工和人工铺轨不具备条件的地段,如西江特大桥~鹤山段,虎跳门特大桥~升平大道特大桥等长大单线桥地段,均采用自行研制的液压龙门式轨排铺轨机进行工具轨排的铺设。施工实践如:
广珠铁路虎跳门特大桥12#墩-升平大道特大桥91#墩间(DK153+732~DK170+200)工具轨铺设总长度为16.47 km,其中桥面铺轨10.84 km、路基铺轨5.63 km。均采用铺轨机铺轨,施工方案为:在鹤山基地组装轨排,鹤山基地至现场采用机车推送平板运输轨排,单列平板12个N17平板,一次装轨排0.90 km,每天两班铺轨人员进行液压龙门铺轨机铺轨。计划19 d完成该段工具轨铺轨,施工时间为2012年7月22日至2012年8 月10日。
虎跳门特大桥12#墩-升平大道特大桥91#墩间采用液压龙门式铺轨机铺轨,解决了施工条件造成的困扰,轨排经过铺架基地规范化组装,并实施机械铺轨,轨道质量得到控制,达到了设计及规范要求,施工安全卡控措施得当,工期满足了广珠公司的节点要求,全部铺轨工程顺利通过了监理签证验收及业主的肯定。
6 结束语
针对广珠铁路SG-3标段部分线路单线铺轨施工难度大,材料倒运费用高的难点问题,处于节约施工成本,提高铺架效率的目的,充分利用既有资源,在施工实践中摸索形成了新型液压龙门式轨排铺轨机铺轨施工工法,研究了一种新型液压龙门式轨排铺轨机,完成了广珠铺轨施工任务。论述中主要对新型液压龙门式轨排铺轨施工工艺的原理、方法、劳动力、质量、安全和效益等方面进行了详细阐述,并将新研制的仪器及相应工法应用到实际工程中,取得了较好的应用。采用新设备和工艺每铺轨1 km可节约施工投入约5万元,在广珠铁路的铺架施工中共节省施工成本398万元。本论述提出的工法为广珠铁路后期建设以及同类工程建设提供一定的有益参考。
参考文献:
[1]梁斌.铁路轨道施工与维护[M].北京:北京大学出版社,2014.
[2]铁路工程技术标准所.铁路工程建设标准汇编线路轨道工程[M].北京:中国铁道出版社,2009.
[3]耿锦,贾炳义,周双强. CPG500型长轨条铺轨机组研制及施工工艺[J].铁道建设,2004(z1):101-104.
[4]陈孟强,李世龙. CYP500型群枕式长轨铺轨机组关键技术及应用工法[J].铁道工程学报,2013(7):34-39.
[5]TB102302-96,铁路轨道施工及验收规范[S].北京:中国铁道出版社,1996.
[6]TB10413-2003,铁路轨道工程施工质量验收标准[S].北京:中国铁道出版社,2003.
作者简介:刘敏捷(1983-),男,汉族,甘肃成县人,大学本科,工程师,主要从事铁路路基施工工作。
收稿日期:2016-3-23
中图分类号:U215.6
文献标识码:A
猜你喜欢
工程建设与设计(2022年19期)2022-11-03
建材发展导向(2022年12期)2022-08-19
建材发展导向(2022年12期)2022-08-19
中国房地产业·中旬(2022年3期)2022-04-23
建材发展导向(2021年14期)2021-08-23
科学与财富(2021年36期)2021-05-10
高速铁路技术(2020年6期)2021-01-18
中国新技术新产品(2020年24期)2020-02-23
自动化学报(2019年12期)2020-01-19
铁道建筑(2018年12期)2019-01-04
