无人化物料自动精密搬运控制系统设计
2016-06-06 03:48苗岱
电子工业专用设备 2016年5期
苗岱
(中国电子科技集团公司第二研究所,山西太原030024)
无人化物料自动精密搬运控制系统设计
苗岱
(中国电子科技集团公司第二研究所,山西太原030024)
摘要:由德国提出的工业4.0概念使得无人化工厂与定制化信息系统组成的智能制造成为中国工业转型升级的着力点;介绍了适用于无人化工厂的物料自动精密搬运系统;其内容主要包括原理概念,系统组成、关键问题及解决方案。
关键词:自动导引运输车;智能相机;自动搬运系统;无线通信;误差补偿;工业机器人
目前随着国内劳动力红利耗尽、生产要素成本提升等问题集中出现资源密集型、劳动密集型的低端制造业增长乏力人工成本的增加,越来越多的行业加大了自动化的需求,并且运用自动化传输可以提高产品的稳定性和一致性。在光伏、集成电路封装、LTCC等半导体行业无一例外地朝着高度自动化的方向发展,为了提升产品的稳定性和可靠性,高度自动化已成为此行业的未来发展趋势。如下图所示,本文介绍的自动搬运系统即在各个工艺设备之间运用自动化传送来代替传统的手工传送。其中工业机器人抓取工件到各个工位依次实现加工的动作,并由传输系统搬运到下一工位,在提高效率的同时也增加了产品的稳定性和一致性,是未来大生产线的发展趋势。

图1 系统现场图
1 系统原理流程
由于不同行业,不同厂家的生产工艺不同,一次性实现某条生产线的无人化自动搬运投入太大。设计者抓住其核心的功能,建立了一条模拟生产线,如图2所示。

图2 模拟生产线外型图
图中两个灰色平台代表任意生产线上的相邻两台上下游工艺设备的上下料接口。图中蓝色的小车将代替人工,沿着地面上黄色导向条,通过承载其上的工业机器人将绿色的物料在两个平台之间进行搬运。
其运行流程如图3所示:
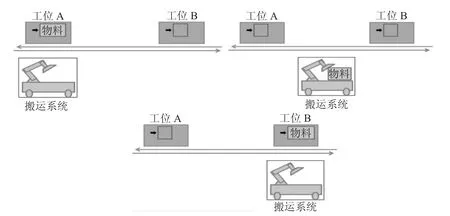
图3 搬运流程示意图
小车走到工位A;
工业机器人工位A抓取物料,并放置在小车上;
小车沿着地面上的导向移动到工位B;
工业机器人从小车上抓取物料,并放置于工位B上。
通过以上流程,形成了一个标准的物料搬运单元。对于不同行业,不同厂家的生产工艺而言,以此物料搬运单元为基础,通过丰富小车的运行轨迹;换装对应物料的工业机器人夹取机构即可满足不同工况下的无人化搬运需求。
3 系统设计与实现
为了实现代替人工在工艺设备之间搬运物料的功能要求,设计者对目标系统进行分析,最终设计了如图4所示系统。
上图所示系统的机械机构按照下列的思路进行设计。首先保证系统要有“腿”,并且能够根据现场不同要求,按照工艺要求的路径进行行走。为此设计者选用了目前广泛使用于自动化立体仓库中的AGV(Automatic Guided Vehicle)——自动导引车实现该自动搬运系统的“腿”部功能。其次确定系统要有“手”,并且能够兼容生产线上不同工艺设备上下料工位位置的偏差,自如的抓取物料。六轴工业机器人可以完美的承担此项任务。第三为了满足高精度的物料取放,选择智能相机实现“眼”的功能,保证“手”能够准确的抓取物料。

图4 系统机械结构图
相应的系统电气结构如图5所示。

图5 系统电气结构图
◆上位机:上位机是用来进行任务分配,车辆调度,路径(线)管理,交通管理等功能的地面控制系统——相对于具体实现物料搬运的系统而言。通过上位机,工厂操作人员能够实时监控厂房生产线上的物料运转情况,并且可以根据工艺对物料的搬运调度进行修改,指AGV系统的固定设备,最终形成一个完整记录。工业计算机是最合适的选择,可以对各种信号进行准确、及时、大批量的处理,也是目前最主流的应用选择。
◆无线网络:本自动搬运系统作为无人化工厂的重要组成部分,必要需要与厂房的中央控制系统以及各个单独的移动控制系统进行数据交换。所以为每个通讯栈点配备无线路由,以此搭建无线局域网。与普通网络相比,无线网络有现场无需布线、简洁整齐、通讯速度快、抗干扰性强、容错性能高、在较大的空间内有非常好的扩展能力等优点。
◆PLC:是各个单独动控制系统的控制核心,安装于AGV小车内。一方面接收上位机(地面系统)发来的运行指令,并且将其分解并二次处理,然后通过下级通讯网络对AGV小车、工业机器人、智能相机以及夹具进行控制,实现物料搬运。另一方面将从各个下级分支的信号进行收集处理,并反馈给上位机。体积小、重量轻、能耗低;可靠性高,抗干扰能力强;支持梯形图、编程方便是其主要优点。
◆通讯网络:主要用来实现车载PLC与AGV小车、工业机器人及智能相机之间的数据交换。选用基于TCP/IP协议的以太通讯网络,其应用广泛,易于兼容,通讯速度快、效率高。
◆AGV小车:在收到车载PLC的指令后,AGV小车负责自动搬运系统的导航计算,导引实现,车辆行走等功能;并且向车载PLC反馈当前位置及航向。考虑到本系统多用与洁净厂房内物料的搬运,设计者选用了与电磁导引相近,在路面上贴磁带进行导航的AGV小车,通过磁感应信号实现导引,其灵活性比较好,改变或扩充路径较容易,磁带铺设简单易行,其成本远远小于激光导航。
◆工业机器人:由于生产线上的各个工艺设备上下物料接口机构的位置相对于AGV小车的运行轨道而言,在空间立体三维坐标系上的位置无法完全一致。所以选用6轴工业机器人实现位置自由标定。采用此系统可以在保证高定位精度(0.1 mm);高调节灵活度的前提下,大幅降低机械安装调试工作量,是目前柔性定位系统最常见的选择。
◆智能相机:当AGV小车到达目标位置后,需要由智能相机用来采集当前上下物料接口机构的位置信息。6轴工业机器人结合智能相机采集的位置信息对AGV小车运行产生的误差进行补偿,从而保证精确定位。设计者选用的智能相机由控制器,相机,镜头,光源组成。其中控制器内部已经集成了图形分析,模板建立及坐标计算等相关功能,使用者根据具体需求进行功能组合。与常见视觉系统相比,采用了标准化设计,降低了设计者使用门槛,节约调试时间,系统运行稳定。
4 关键问题及解决方式
本自动搬运系统主要解决AGV小车在生产线各个工位之间运行时,每次停止时产生的位置误差与物料在生产线各个工艺设备上下料接口机构的准确位置之间的矛盾。只有解决此矛盾,才能实现物料整线无人化自动搬运。
如下图所示,物料在空间中的坐标由x、y、z 3个方向组成。生产线各个工艺设备上下料接口机构位置在厂房中是固定的,而AGV小车在运行过程中不会带来Z方向的偏移。所以目标位置z方向只要机器人进行示教后就可以保持不变。由于AGV小车在沿着磁条行走过程中,其运行方式如图6所示采用实时纠偏的方式进行定位。红色线为磁条铺设轨迹,黑色为AGV小车实际运行轨迹。由于AGV小车在实际运行过程因地面平整度,摩擦系数等原因导致其中无法完全跟随磁条轨迹前进。当AGV小车与磁条铺设轨迹的夹角大于绿色箭头所示夹角时,AGV小车向中心方向偏转,然后反复执行此校正过程,最终实现近似直线运动。

图6 物料坐标示意图
由于上诉原因,导致AGV小车的无法准确的反复到工位。从而产生图7所示情况。

图7 AGV小车中心偏差示意图
图中蓝色为AGV小车标准停靠点,而红色表示AGV小车实际停靠情况,根据AGV小车运行指标:摆动夹角小于5°,x方向定位误差为5 mm。经过多次现场数据采集可以得出如下结论:当AGV小车实际运行时其机构中心能够保证在图7所示黑色圆圈内分布,并在xy坐标平面内产生(Δx,Δy,Δθ)偏差。
为了补偿AGV小车在定位时产生的(Δx,Δy,Δθ)偏差,设计者引入了智能相机系统解决此问题。当AGV小车停靠到目标位置后,由机器人携带智能相机对目标位置的mark点进行拍照,可以得到如图8所示结果。

图8 智能相机误差补偿原理图
图8(a)中的灰色区域为相机视野,中间的黑色粗箭头为mark点。智能相机记录下当前mark点在x、y平面坐标系中的坐标值。当AGV小车再次回到相同停靠位以后,机器人携带智能相机以同样的姿态再次对同一mark拍照,则得到图8 (b)所示图形。智能相机将前后两次拍照结果进行对比,形成图8(c)所示图形。其中(Δx、Δy、Δφ)就是由AGV小车带来的系统偏差值。机器人依据此偏差值,根据原有坐标系重新对x、y射线组成的坐标系进行定义,物料的位置信息在此新的坐标下进行调整,从而实现物料的取放。
4 结束语
无人化物料自动精密搬运系统作为独立的执行系统,应用于无人化工厂与定制化信息系统为特色的生产线时,具有以下优势。系统采用上位机无线通信技术,不但可以根据生产节拍及效率随时调整自动搬运系统的数量,而且能够与生产线的MES系统的网络层进行无缝衔接。系统采用智能相机辅助AGV定位技术,能够根据厂房生产线布局调整需求,灵活的调整系统运行路径,方便生产线的复制扩张。系统采用无人化设计理念,智能化程度高,不会疲劳,不惧危险,不会萎靡走神,精准精确,不仅可大大节约企业人力成本,也可使员工脱离危险岗位,从事更具人性化的工作,对提高生产效率、降本提质、提升企业的生产管理水平作用显著。在未来物流仓储业、烟草、医药、化工等制造业,以及危险场所和特种行业随着工业4.0概念的不断推广,都对无人化物料自动精密搬运系统的应用提供广阔的空间。
参考文献:
[1]乌尔里希.森德勒.工业4.0[M].北京:机械工业出版社,2014.
[2]王莉.工业机器人在硅片传输中的设计及应用[J].自动化技术与应用,2013,(7):57-59.
[3]李文涛.基于智能相机的目标物体的定位[J].控制工程,2011,(9):11-12.
[4]姜乐水.浅谈无线局域网(WLAN)技术[J].信息技术与信息化,2012,(10):34-36.
[5]郭洪红.工业机器人运用技术[M].北京:科学出版社,2008
[6]陈根正.可编程逻辑控制器原理及应用[M].西安:陕西科学技术出版社,1993.
Unmanned Automatic Precision Material Handling Control System Design
MIAO Dai
(The 2ndResearch Institute of CETC,Taiyuan 030024,China)
Abstract:The industry4.0 concept put forward by German industry makes no one chemical plant with customized information system of intelligent manufacturing become the focus of China's industrial transformation and upgrading. This paper introduces the automatic precision no chemical material handling system. Its content mainly includes the principle of concept, system composition, key problems and solutions.
Keywords:AGV(Automated Guided Vehicle);Smart camera;Automatic handling system;Wireless communication;Error compensation;Industrial robot
中图分类号:TP13
文献标识码:A
文章编号:1004-4507(2016)05-0005-05
收稿日期:2016-04-14
作者简介:
苗岱(1981-),男,山西太原人,工程师,学士,主要从事半导体工艺设备及其工艺研究。
猜你喜欢
科技创新与应用(2016年34期)2016-12-23
电子技术与软件工程(2016年20期)2016-12-21
汽车科技(2016年6期)2016-12-19
科技创新导报(2016年21期)2016-12-17
电脑知识与技术(2016年26期)2016-11-25
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
科技视界(2016年18期)2016-11-03
企业导报(2016年13期)2016-07-19