Mewis Duct导流罩坞内安装工艺
2016-06-23 13:28熊源泉
中国修船 2016年4期
熊源泉
(广东中远船务工程有限公司,广东 东莞 523130)
Mewis Duct导流罩坞内安装工艺
熊源泉
(广东中远船务工程有限公司,广东 东莞 523130)
导流罩是通过水流规则地通过螺旋桨,产生较大的推力,提高推进效率,安装导流罩可节省3%~8%的燃料。目前老旧船舶选择安装导流罩来达到节能环保的作用。文章以“丽媛”轮加装Mewis Duct式导流罩为例,介绍其坞内吊装工艺流程,为此类导流罩安装定位提供参考,提高施工效率。
导流罩;坞内吊装;定位
1 “丽媛”轮导流罩简述
“丽媛”轮导流罩罩体质量,15.346 t;主体尺寸,2 078 mm(长)×4 908 mm(宽)×4 996 mm(高);主体结构,整体式(左舷带3片鳍,右舷带2片鳍),上肘板、下支撑。安装位置:导流罩尾端位于理论位置FR7+150 mm处(铸钢件艉轴端面向艏250 mm处),中心高度距基线4 400 mm,对中安装。安装精度要求:前后、上下偏差不大于25 mm。详见图1、图2。

图1 导流罩正视图(肋距=700)
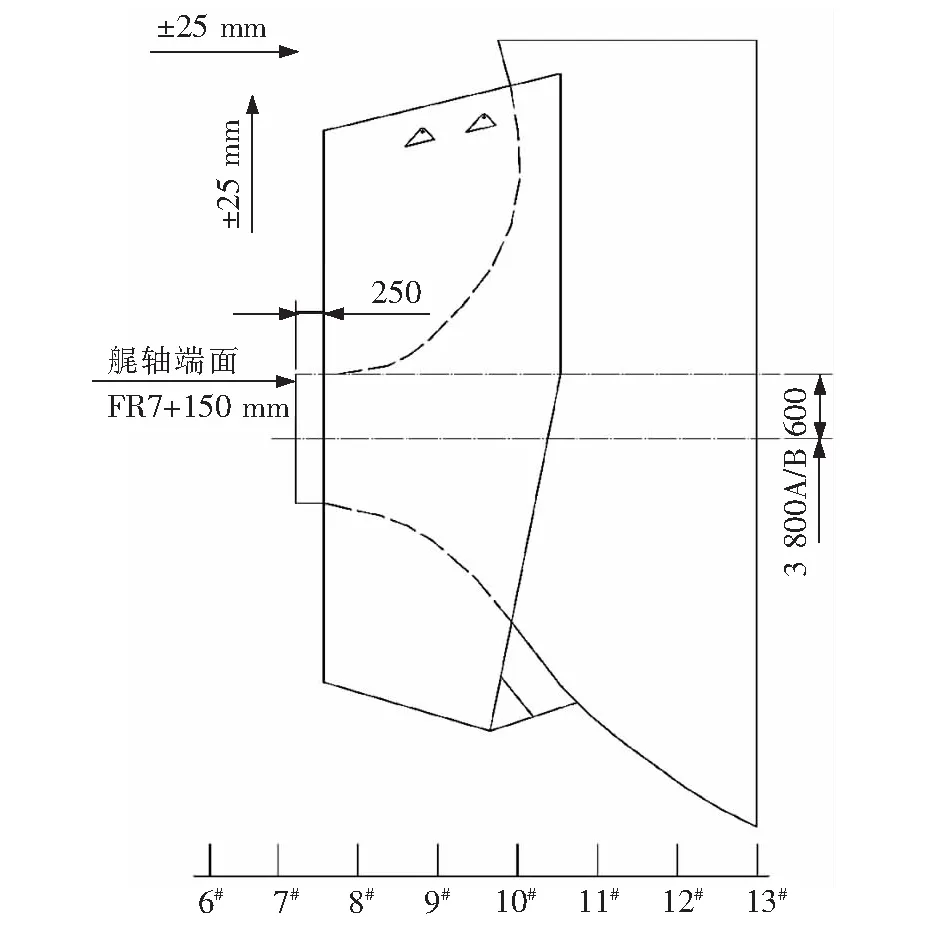
图2 导流罩侧视图(肋距=700)
2 吊装前准备工作
1)吊装方案确定。导流罩整体吊装。拆螺旋桨,导流罩从侧面进,再向前拉移定位。
2)导流罩拼装。导流罩分左右2块,封板若干,需先将左右导流罩拼装为一个整体,整体坞内吊装。在胎架上以钢板(整板)制作一个水平平台,在平台上画出轴线水平线、垂向中心线及导流罩上水平中心线。并根据导流罩安装图纸上数据量取相应半宽及高度(见图1数据)。根据平台划线及导流罩洋冲,对导流罩对口修割余量,拼接装配,修正下口中心线洋冲,并将装配精度及坡口报验船东、服务工程师、船检后焊接。
3)坞内安装基准线:移除桨叶和艉轴后封板,并在封板划好十字线,以艉封板为基准面,十字线为基准线。
4)准备好装配和焊接用的各种加强材料、钢衬垫和陶瓷衬垫、吊码、工装、点温计、保温棉等。
5)主要焊接工艺认可(WPS):18/20AH36板与铸钢件角接。
6)吊环布置。
(1)船体吊环布置,设置D40 t吊环2件(兼作转移螺旋桨用,桨叶质量约26 t),A30 t吊环1件及D10 t吊环4件,具体分布见图3。
苜蓿与4种禾草混播群落中,混播虉草的抗氧化能力大于其他3种禾草,苜蓿的抗氧化能力在苜蓿-猫尾草混播群落中大于其他3种混播群落。
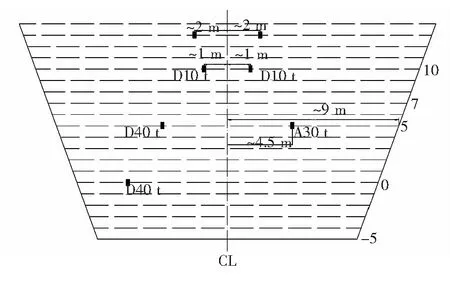
图3 吊耳布置图
(2)在原D10 t吊耳旁新增4件D20 t吊环,原D10 t吊环作为前进拉移吊环用,在导流罩下方中位置增加D5 t吊环(根据现场定位情况确定是否增加),详见图4。
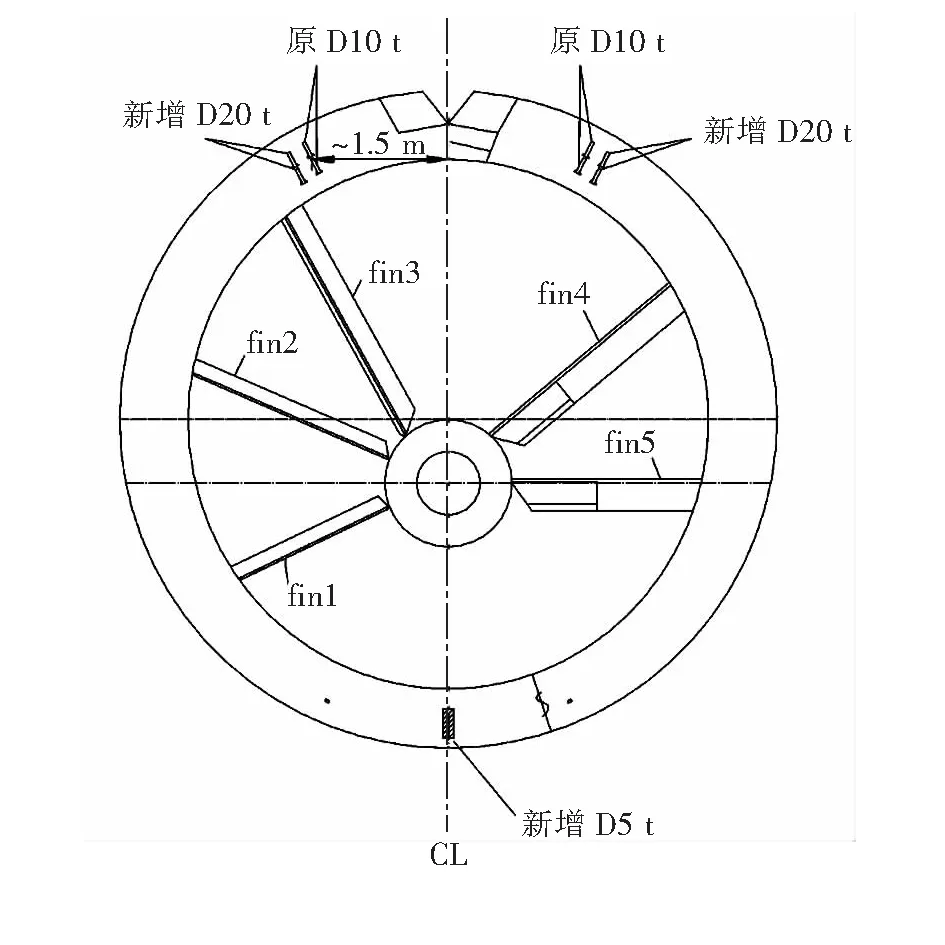
图4 导流罩吊环布置图
吊耳布置及选用原则:主吊环(20 t以上)选择需确保导流罩能从侧方进入船尾中心位置,吊环的数量根据现场卸扣、钢丝绳、吊耳储备等实际情况实际选取。D10 t吊环位置则根据需前进位移量来确定前后位置,根据导流罩左右吊环位置确定船体D10 t吊环左右位置。吊环焊好后磁粉探伤。
3 主要吊装流程
吊装导流罩—粗定位导流罩—搭架—逐步修割叶片的余量—逐步拉移导流罩到最终位置— 检验精度—安装导流罩与船壳连接部件—焊接—焊后检验—拆除工装和吊环。
3.1 吊装步骤
1)用高空车将25 t气动葫芦及50 t气动葫芦分别挂在30 t及40 t吊环上,先将螺旋桨移出。
2)用坞吊配合气动葫芦将坞尾的导流罩吊起,坞吊逐步松钢丝绳后松钩,导流罩转身180°,另一气动葫芦挂钩并将导流罩拉升至适当高度。注意,因需转身,导流罩起吊前考虑导流罩的前后位置,见图5导流罩侧方转进图。
3)利用气动葫芦以及10 t葫芦逐步将导流罩拉移初步到位。导流罩向前拉移时,导流罩高度需略高于定位高度,便于导流罩能完全拉进艉端面,见图6,导流罩前进位移图。

图5 导流罩侧方转进图

图6 导流罩前进位移图
3.2 搭架
3.3 精度定位
拉钢丝线检查定位情况。将上肘板中心及下口洋冲用钢丝线引出200 mm,将左右艉轴中心线洋冲用钢丝线引出200 mm,量取钢丝线上下左右与尾端面偏差以确定导流罩尾端面平面倾斜偏差。量取十字钢丝线与艉轴封板十字线偏差以确定导流罩的高度位移量及前后位移量,见图7导流罩精度要求图。

图7 导流罩定位精度要求图(肋距=700)
3.4 修割叶片余量
1)根据定位情况,修割余量将尾端面调正即左右半宽一致,导流罩尾端面与艉轴端面平行(钢丝线到艉封板端面距离相等)。
2)余量粗修割。量取高度偏差及前后位移偏差,在fin2、fin3、fin4高度方向沿船体线型划出余量线,预留约10 mm高度余量(允许高度精度偏差25 mm),目测fin1、fin5宽度方向余量,划出余量线。根据余量线修割修割余量后,调整导流罩高度,使导流罩高度方向精度合格,左右水平(水平钢丝线与艉轴封板水平线平行)。
3)余量精修割。再次量取导流罩前后方向位移偏差,根据船体线型逐步修割余量,使导流罩前移,达到前后方向精度要求。
3.5 报验
将定好位的导流罩根据厂家图纸要求开好坡口并打磨,报验服务工程师、机务、船检检查精度及坡口。
3.6 焊接
导流罩与铸钢件的焊接严格按照高强钢与铸钢件焊评要求实施预热及保温,并对称施焊。封板要求同理。
3.7 检验
根据厂家图纸要求对焊缝进行UT/MT等检测,由厂家提供相关报告给船东。
3.8 其它
在完成上述工作后,拆除工装吊耳等。
4 结束语
1)导流罩安装过程繁琐,现场环境复杂,不安全因素较多。要保证导流罩安全有效的吊装到位,施工前要做好策划准备,确认吊环载重及安装位置及吊装方案。
2)施工前做好安全、工艺宣贯交底。与施工人员一起勘查现场,准备好施工工具,落实好安全措施,施工过程跟踪。
3)与服务工程师配合,及时解决施工过程中的难题,以保证工程顺利进行。
Duct can produce bigger thrust by making water pass propeller regularly,which will improve the propulsion efficiency and save the fuel by 3%to 8%.To achieve the effect of energy saving and environmental protection,more and more ducts are chosen for aged ships.In this paper,FAIR LADY is taken as example,on which Mewis Duct is installed with its installation process introduced,which can be reference for duct's position accuracy and improving construction efficiency.
duct;install in dock;position accuracy
熊源泉(1985-),男,湖北荆门人,大学本科,主要从事船舶修理工艺工作。
U672
10.13352/j.issn.1001-8328.2016.04.006
2016-01-19
猜你喜欢
中国铸造装备与技术(2022年5期)2022-09-28
中国特种设备安全(2022年5期)2022-08-26
航天制造技术(2022年3期)2022-07-15
水电与新能源(2020年9期)2020-10-12
船海工程(2019年3期)2019-07-03
船海工程(2018年5期)2018-11-01
中国设备工程(2017年23期)2017-12-07
环球时报(2017-08-14)2017-08-14
中国铸造装备与技术(2015年5期)2015-12-10
中国铸造装备与技术(2015年5期)2015-12-10