某电镀厂含氰含铬废水处理实验研究
2016-06-27 08:13张怡然
天津科技 2016年7期
张怡然,董 捷
(天津泰达水业有限公司 天津300457)
科学与社会
某电镀厂含氰含铬废水处理实验研究
张怡然,董 捷
(天津泰达水业有限公司 天津300457)
采用“臭氧破氰-还原沉淀-纳滤法”处理某电镀厂含氰含铬废水,研究 pH值、药剂投加量、反应时间、进水压力等条件对处理效果的影响。结果表明,在常温(25,℃)下,当原水 pH值调节为 9~11,CN-∶O3为 1∶4.8,曝气时间为25,min,还原时原水pH值调节至4,FeSO4·7,H2O∶Cr(VI)为25∶1,Ca(OH)2∶Cr(VI)为13∶1,纳滤进水压力在0.1~0.5,MPa范围内时,处理后氰化物、铬及其他重金属如锌、铜、镉等的含量均达到排放标准。
电镀废水处理 臭氧破氰 还原沉淀处理六价铬 纳滤法
我国民营的中小型电镀企业较多,其技术装备水平参差不齐,废水大多混合排放。排放的电镀废水不仅浓度高,成分也复杂,往往含 CN-、Cr6+,又含有Cu2+、Ni2+、Zn2+、Cd2+等重金属离子,处理稳定达标较困难,随着国家对减排力度的加大和实施更严格的排放指标,寻找一种经济有效的治理工艺就显得尤为重要。
本研究旨在对电镀废水中 CN-、Cr6+等离子的去除方法进行探索,并通过实验找出最佳工艺条件,为实际应用提供理论依据。
1 实验部分
1.1 原水水质
本实验所用原水为常州市某电镀厂的电镀废水,该电镀废水的污染物浓度及相关排放标准如表 1所示。

表1 常州市某电镀废水污染物浓度及相关排放标准Tab.1 Pollutant concentrations of effluent and relative discharge standards in an electroplating plant in Changzhou
1.2 实验方法
由表1可见,该电镀废水中所含六价铬和氰化物超过《电镀污染物排放标准》(GB 21900—2008)中所规定的最高允许排放浓度,因此,该电镀厂的电镀废水处理主要考虑降低六价铬和氰化物的浓度,使其达到排放标准。
含氰含铬废水的处理方法有很多,通过对常用处理方法的对比,拟采用臭氧破氰法去除废水中氰化物,用 FeSO4-Ca(OH)2还原沉淀法去除原水中的六价铬化合物。由于原水中含六价铬化合物浓度较高,单纯化学法可能不能去除完全,拟再采用纳滤法处理化学还原沉淀后的上清液,使出水各种重金属离子浓度进一步降低,达到《电镀污染物排放标准》(GB 21900—2008)中所规定的排放标准。
1.2.1 臭氧破氰实验
臭氧能够氧化氰化物和硫氰酸盐,其化学反应方程式如下[2]:

本次实验所用臭氧由江苏省海门市汇丰臭氧设备有限公司生产的顾氏臭氧发生器制得。取两份原水水样各1,000,mL,分别标记为水样1和水样2,将水样1的pH值调节至9~11,水样2不作调整(pH值为 6~7)以作对比。分别用上述臭氧发生器制得的臭氧曝气,进行臭氧破氰,测定出水中总氰化物的浓度。实验条件和参数如表2所示。

表2 臭氧破氰实验条件和参数Tab.2 Test conditions and parameters for cyanide breaking by ozone
1.2.2 硫酸亚铁—氢氧化钙法处理含铬废水实验
含铬废水在酸性条件下,用硫酸亚铁将 Cr(VI)还原为Cr3+,再加入氢氧化钙作沉淀剂,使Cr3+及其他金属离子沉淀下来。反应式如下[3]:

用硫酸亚铁—氢氧化钙法处理含铬废水,还原时的 pH值、还原剂硫酸亚铁的投加量、沉淀剂氢氧化钙的投加量都对去除效果有一定程度的影响。
①pH值对Cr(VI)去除率的影响。由化学反应式计算得到,还原剂 FeSO4·7,H2O与 Cr(VI)的质量比约为 16∶1,但实际上往往会高于理论值。于是,取含 Cr(VI)=26.27,mg/L的原水样 6份,每份各50,mL于 50,mL具塞比色管中,每份水样中按FeSO4·7H2O∶Cr(VI)=25∶1加入FeSO4·7,H2O后,再分别用稀HCl调节溶液的pH值,充分反应后加入过量 Ca(OH)2进行沉淀,沉淀完全后测定上清液中Cr(VI)的浓度,得出该反应的最佳pH值。
②FeSO4·7,H2O投加量对Cr(VI)去除率的影响。取含 Cr(VI)=26.27,mg/L的原水样 6份,每份各50,mL于50,mL具塞比色管中,分别加入稀HCl调节溶液的pH值至①实验中得到的最佳pH值,每份水样按不同的还原剂投加比加入 FeSO4·7,H2O,充分反应后加入过量 Ca(OH)2进行沉淀,沉淀完全后测定上清液中Cr6+的浓度,得出最佳FeSO4·7,H2O投量。
③Ca(OH)2投加量对 Cr3+沉淀效果的影响。取含 Cr(VI)=26.27,mg/L的原水样 6份,每份各50,mL于50,mL具塞比色管中,分别加入稀HCl调节溶液的pH至①实验中得到的最佳pH值,每份水样中按②实验得出的最佳 FeSO4·7,H2O投量加入FeSO4·7,H2O,充分反应后按不同的沉淀剂投加比加入Ca(OH)2进行沉淀,沉淀完全后测定上清液中Cr3+的浓度,得出最佳Ca(OH)2投加量。
1.2.3 纳滤法深度处理实验
纳滤是介于超滤和反渗透之间的一种压力驱动膜过程,不仅可以截留低分子量物质,而且对溶解性无机盐具有一定的截留能力。[4]
纳滤的试验装置见图1。

图1 纳滤试验装置Fig.1 Nanofiltration test device
其中微滤器为孔径 5,μm、长度 20寸的组件;纳滤器系美国 Filmtec(Dow Chem.Co.)的螺旋卷式纳滤膜,本实验使用的纳滤膜的基本性能见表3。

表3 NF270-2540纳滤膜的基本性能参数Tab.3 Basic performance parameters of NF270-2540 nanofiltration membrane
由于实验用水量较大,本次实验用自来水配制与化学法处理后主要离子浓度相同的实验用水进行模拟。将配制好的实验用水接入水箱,待水位达到 2/3高度后,开启纳滤进水阀和浓、淡水出口阀门。启动原水泵,待压力指示正常后再开启高压泵。观察高压泵出口压力和浓水侧压力,通过浓水管路上的阀门来调节压力以研究不同压力对于处理效果的影响。
1.3 分析项目与方法
采用硝酸银滴定法测定总氰化物含量;[5]采用直接吸入火焰原子吸收法测定铬、镉、铜和锌的浓度;[5]使用便携式pH 计测定pH值。
2 结果与讨论
2.1 臭氧破氰
根据 1.2.1的方法进行臭氧破氰实验,测定实验出水中总氰化物含量,得出水样1和水样2的出水中氰化物浓度分别为1.07,mg/L和0.21,mg/L。
由此可知,当原水 pH值调节为 9~11,臭氧发生器进入氧气量为 2.5,L/min,臭氧曝气时间为25,min时,处理效果比不调 pH值时好。此时,原水中氰化物去除率达到 98.36%,,出水中氰化物浓度为0.21,mg/L,达到排放标准。
2.2 硫酸亚铁—氢氧化钙法处理含铬废水
2.2.1 pH值对Cr(VI)去除率的影响
根据①的方法进行实验,测定上清液中 Cr(VI)的浓度,计算出不同pH值下Cr(VI)的去除率,得出的不同pH值与Cr(VI)去除率的关系如图2所示。

图2 不同pH值与Cr(Ⅵ)去除率关系图Fig.2 Relational graph of pH values with Cr(Ⅵ)removal rates
根据电化学反应的热力学原理,方程式Cr2O72-+14H++6,Fe2+=2,Cr3++6,Fe3++7,H2O的吉布斯自由能变方程为:


其中 ΔrGmθ(T)为标准吉布斯自由能变,对特定的反应方程式为定值:C表示浓度,通常 C<1,mol/L;T表示热力学温度;上标a、b表示化学计量数;下标d表示还原离子。ΔrGm(T)<0时,反应能自发进行,且此值越小,反应潜力越大。越大,ΔrGm(T)越小。表观上看,就是pH值越低,还原率R越大。[6]
FeSO4的还原效果随 pH值变化幅度较小,这大概跟铁氧体的形成有关。在碱性条件下,Fe2+、Fe3+、Cr3+、OH-等形成共沉体——铁氧体,消耗废水中的Fe3+、Cr3+、OH-,促使方程式 Cr2O72-+14H++6Fe2+=2Cr3++6Fe3++7H2O向右移动,加大向右反应进程。[6]
由图2可以看出,当pH值为4时,Cr(VI)的去除率最高。由以上两种因素综合考虑,该还原反应需要酸性条件,但是反应液酸性过大也将减小还原率。因此,实验得出的该反应最佳 pH值为 4符合理论分析。
2.2.2 FeSO4·7,H2O投加量对Cr(VI)去除率的影响
根据 2.2.1的分析,将实验原水的 pH值调整至4。根据②方法进行实验,测定上清液中 Cr6+的浓度,计算出不同 FeSO4·7,H2O投加量下 Cr(VI)的去除率,得出不同 FeSO4·7,H2O投加量与 Cr(VI)去除率的关系如图3。

图3 不同FeSO4·7H2O投加量与Cr(Ⅵ)去除率关系图Fig.3 Relational graph of different FeSO4·7H2O dosages with Cr(Ⅵ)removal rates
由反应方程式计算得,还原剂 FeSO4·7,H2O与Cr(VI)的质量比约为 16∶1,但由于此反应会生成铬铁氧体,因此实际还原剂用量会比理论值大。由图 2可以看出,当 FeSO4·7H2O∶Cr(VI)=25∶1时,Cr(VI)的去除率已经与再提高 FeSO4·7,H2O投加量后的去除率大致相同了。考虑经济因素可以确定,最佳还原剂投加量为FeSO4·7H2O∶Cr(VI)=25∶1。
2.2.3 Ca(OH)2投加量对Cr3+沉淀效果的影响
根据2.2.1和2.2.2节的分析,将原水的pH值调整至 4,每份水样中按 FeSO4·7,H2O:Cr(VI)=25∶1加入FeSO4·7,H2O,根据1.2.3节的方法进行实验,测定上清液中 Cr3+的浓度,计算出不同 Ca(OH)2投加量下 Cr3+的沉淀率,得出不同 Ca(OH)2投加量与Cr3+沉淀率的关系如图4。
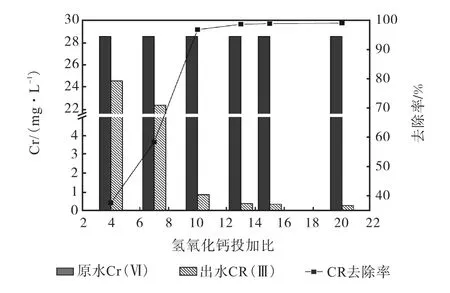
图4 不同Ca(OH)2投加量与Cr3+沉淀率关系图Fig.4 Relational graph of different Ca(OH)2dosages with Cr3+deposition rates
由图4可以看出,当Ca(OH)2∶Cr(VI)=13∶1时,沉淀率已经达到98.48%,。之后,再增加Ca(OH)2投加量,沉淀率虽然继续增大,但是增加幅度已经很小。考虑到经济因素,选取Ca(OH)2∶Cr(VI)=13∶1就可以达到令人满意的沉淀效果。
2.3 纳滤法深度处理
根据 1.2.3的方法,配制了不同 Cr3+浓度的实验用水进行模拟实验,当实验用水 Cr3+浓度分别为0.26,mg/L、0.30,mg/L、0.75,mg/L时,进水压力与Cr3+去除率关系图如图5。

图5 不同原水Cr3+浓度进水压力与去除率关系图Fig.5 Relational graph of intake pressure with Cr3+removal rate for raw water with different Cr3+concentrations
由图 5可以看出,原水 Cr3+浓度越高,去除率越高;同一原水 Cr3+浓度下,一级膜前压越高,去除率越低;另外实验观察发现,随压力增大,浓水流量逐渐减小,淡水流量逐渐增大。
根据电镀行业的水质要求,电导率为 250~1,000,μS/cm,25,℃时,适用于预处理和中间处理及不重要的电镀过程(氰化镀铜、镀锌及磷酸处理)[7]。可见,不同压力下的出水(淡水)都满足此回用要求。因此,该电镀厂实际水处理工艺中,可以根据设备的耐压程度以及水流量的关系灵活选择进水压力。而且,如果选用更好的纳滤膜,处理效果可以更好,出水电导率可以进一步降低,满足更高要求的回用条件。
3 结 论
臭氧破氰时,当原水 pH 值调节为 9~11,CN-∶O3为1∶4.8,臭氧曝气时间为25,min时,处理效果比不调 pH值时好。此时,原水中氰化物去除率达到 98.36%,,出水中氰化物浓度为 0.21,mg/L,达到排放标准。
化学法还原六价铬化合物处理时,还原时溶液pH值为4,FeSO4·7H2,∶Cr(VI)=25∶1,Ca(OH)2∶Cr(VI)=13∶1时,Cr6+的去除效果最好。此时,铬的去除率达到了 97.07%,,而且溶液中剩余的铬已经由六价变为三价,浓度为0.77,mg/L。
经过臭氧破氰法和化学还原法处理该电镀废水后,出水各项指标已经达到排放标准。因此,纳滤法为备选的方法,可以进一步降低三价铬等离子的浓度。在纳滤法中,原水Cr3+浓度越高,去除率越高;同一原水 Cr3+浓度下,一级膜前压越高,去除率越低;随压力增大,浓水流量逐渐减小,淡水流量逐渐增大。■
[1] 环境保护部,国家质量监督检验检疫总局. GB 21900—2008电镀污染物排放标准[S]. 北京:中国环境科学出版社,2008.
[2] 徐元勤,张恒. 臭氧氧化处理氰化废水的实验研究[J]. 辽宁化工,2001,30(9):373-374.
[3] 张学洪,吕炳南,冯令艳. 含氰含铬电镀废水处理技术的研究[J]. 哈尔滨建筑大学学报,1999,32(6):27-30.
[4] 张显球,张林生,吕锡武. 纳滤处理含 Cr(VI)废水的试验研究[J]. 环境污染治理技术与设备,2005,6(3):25-27.
[5] 国家环境保护总局《水和废水监测分析方法》编委会. 水和废水监测分析方法[M]. 4版,北京:中国环境科学出版社,2002.
[6] 杨广平,张胜林,张林生. 含铬废水还原处理的条件及效果研究[J]. 电镀与环保,2005,25(2):38-40.
[7] 沈健. 电镀混合废水回用技术探讨[J]. 给水排水,2000,26(10):38-40.
An Experimental Study of Treatment of Electroplating Wastewater with CN-and Cr6+
ZHANG Yiran,DONG Jie
(Tianjin TEDA Water Co.,Ltd.,Tianjin 300457,China)
The method of Ozonation-reduction and Precipitation-nanofiltration was used to treat electroplating wastewater with CN-and Cr6+and the impacts of pH value,reactant dosage reaction time and pressure conditions on the treatment effects were studied.The results showed that cyanides,chromium and other heavy metals such as zinc,copper and cadmium in the effluent all met the emission standards when pH value of the raw water was adjusted to 9~11,CN-:O3was 1∶4.8,ozonation time was 25,min;when reduction,pH value was adjusted to 4,FeSO4·7H2O∶Cr(VI)was 25∶1,Ca(OH)2∶Cr(VI)was 13∶1 and inlet pressure of nanofiltration was 0.1~0.5,MPa.
electroplating wastewater treatment;removal of cyanides by ozonation;removal of Cr(VI)by reduction and precipitation;nanofiltration
TV211
A
1006-8945(2016)07-0092-04
2016-06-07
猜你喜欢
表面工程与再制造(2022年1期)2022-05-25
能源工程(2022年2期)2022-05-23
供水技术(2022年1期)2022-04-19
天津化工(2019年6期)2019-12-10
小猕猴智力画刊(2019年9期)2019-11-08
中国资源综合利用(2017年1期)2018-01-22
家庭医学·下半月(2016年6期)2016-05-14
中国有色冶金(2015年1期)2015-03-06
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27