
ZLZ货物运输车底架制造工艺分析
2016-06-27 09:55杨启鹏
轨道交通装备与技术 2016年6期
杨启鹏
(中车齐齐哈尔交通装备有限公司 黑龙江 齐齐哈尔 161002)
ZLZ货物运输车底架制造工艺分析
杨启鹏
(中车齐齐哈尔交通装备有限公司 黑龙江 齐齐哈尔 161002)
介绍了ZLZ货物运输车主要结构及制造难点,制定了具体的工艺措施及控制方法,为产品制造及运营提供了可靠的工艺保证。
ZLZ货物运输车;底架;侧梁;制造工艺
ZLZ货物运输车是某轨道装备公司设计制造的用于运输阔大货物的铁路货车,主要由钩缓、转向架、制动装置、底架、承载座等部分组成(见图1)。该车主要用于直径4 200 mm阔大货物的运输,货物的鞍座与车体底架的4个承载座连接,极大地利用了铁路限界。底架组成是该车最重要的承载部件,它的制造质量直接影响整机性能和整车制造质量。

1—钩缓;2—转向架;3—制动装置;4—货物;5—底架组成;6—转向架。图1 ZLZ货物运输车示意图
1 底架主要结构及制造难点
1.1 主要结构
该车底架为全钢焊接结构,由牵引梁、侧梁、枕梁、横梁、承载座等组成。侧梁为变断面的箱形梁焊接结构,外形尺寸为18 800 mm×320 mm×580 mm,主要由腹板、上盖板、下盖板、隔板等零件组成,如图2所示。
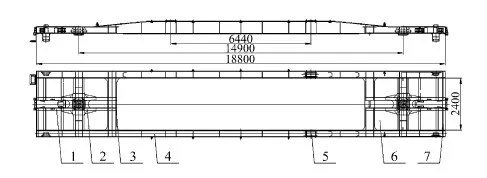
1—牵引梁组成;2—枕梁组成;3—横梁组成;4—侧梁;5—承载座;6—底板;7—端梁。图2 底架结构示意图
1.2 制造难点
由于底架外形尺寸大、结构新颖、材质特殊以及设计要求较高,在现有的技术条件下,存在一系列制造难点,主要有如下几点:
(1)侧梁制造难度大。侧梁为细长箱形组焊梁件,由上盖板、下盖板、腹板、隔板组成,侧梁长度为18 780 mm,断面最大高度580 mm,宽度320 mm,底架落成后两侧梁在4个承载座处的高低差为5 mm,意味着两侧梁焊接后挠度需完全匹配;
(2)底架内距控制困难。两侧梁内距2 400 mm,按照货物装载要求,内距尺寸需控制在2 400~2 404 mm之间,也就是内距极限公差为4 mm,而两侧梁中间11 500 mm范围内无连接梁,侧梁直线度要求高,底架组装难度极大;
(3)该车底架落成后,4个承载座上平面的平面度不大于5 mm,这就对4个承载座的制造、安装提出了更高的要求。
2 主要制造工艺
2.1 侧梁制造工艺
(1)侧梁为倒鱼腹结构,为保证其切割产生的内应力自身平衡,上、下盖板及腹板下料、周边均在整张板的内部进行数控等离子切割,根据设计提供的侧梁自重下垂量,侧梁腹板在下料时预制适当的上挠度,周边预留适当加工量,并在上、下盖板,腹板下料时加入焊接收缩量(见图3),消除焊接收缩对长度尺寸的影响。

图3 侧梁腹板下料示意图
(2)为进一步保证同一台车侧梁腹板挠度一致,4块腹板点焊在一起成摞加工外形尺寸,保证其外形尺寸一致。
(3)针对侧梁上、下盖板及腹板接口处焊接质量控制难点采取以下工艺措施:
①侧梁上、下盖板拼接坡口采用机械加工;
②上、下盖板及腹板的拼接焊缝采用引弧板和收弧板,焊后按技术要求进行探伤检查,保证焊接质量要求;
③侧梁上盖板长度方向拼接位置预留适当加长量,待组装时研配。
(4)针对侧梁挠度、直线度、焊接扭曲控制制造难点,采取以下工艺措施:
①两腹板间增加工艺支撑管,消除隔板焊接等引起的腹板变形;
②腹板外侧纵向点固工艺槽钢,防止与盖板焊接引起腹板变形;
③侧梁组成焊接时,重点保证2个侧梁的组装、焊接方向、顺序一致。先焊隔板与腹板的焊缝,同方向焊接;再焊接腹板与下盖板的焊缝,两侧同时从中间向两端焊接;最后焊接腹板与上盖板的焊缝,焊接方向与腹板、下盖板焊缝的方向一致;
④焊接过程中,时刻检测侧梁挠度及旁弯变化,及时调整焊接顺序保证焊后外形尺寸。
2.2 底架制造工艺
(1)底架组成在超平的平台上组对,首先将牵引梁定位,端头用顶针支撑,重点测量两牵引梁连线直线度。
(2)装配枕梁组成、横梁组成及小横梁并进行定位焊,横梁组成定位时两侧梁间距2 400 mm,尺寸按上差组对,同时测量两横梁的对角线差,合适后两侧梁连接工艺横梁,防止两侧梁内距尺寸在焊接过程中发生变化。
(3)为防止两侧梁中部宽度变化及翻焊时底架扭曲,在牵引梁与侧梁内侧增加工艺梁,端头焊接牢固,然后在落下孔四角增加斜支撑梁,使底架自身具有足够的刚度。
(4)底架落成后,卸下工艺横梁,底架吊至检测台,调平后检测4个承载座安装面的平面度,调整承载座高度尺寸后下料,并进行承载座的下料安装。
3 效果
整车落成交验后,底架组成的检测结果如表1所示。

表1 ZLZ货物运输车底架检查记录 /mm
从表1可以看出,底架组成装配质量和焊接质量均满足产品图纸及技术条件要求,采取的工艺措施合理、可行。□
(编辑:李琳琳)
2095-5251(2016)06-0007-02
2016-01-18
杨启鹏(1976-),男,本科学历,高级工程师,从事货物运输车工艺研发工作。
U270.32
B
猜你喜欢
装备维修技术(2022年26期)2022-07-13
中小企业管理与科技(2022年6期)2022-06-14
建材发展导向(2022年1期)2022-03-08
纺织器材(2021年5期)2021-11-11
专用汽车(2020年3期)2020-04-07
金属加工(热加工)(2020年12期)2020-02-06
汽车维修技师(2019年3期)2019-08-07
科技创新与品牌(2017年3期)2017-04-27
电子产品世界(2017年3期)2017-04-13
新时代职业教育(2016年2期)2016-02-06
