
面向物流终端的包裹分拣装置控制系统的设计
2016-06-27 01:36梁亚峰王青春胡登纯
成都工业学院学报 2016年2期
梁亚峰,王青春,胡登纯
(成都航空职业技术学院 汽车工程系,成都 610100)
面向物流终端的包裹分拣装置控制系统的设计
梁亚峰*,王青春,胡登纯
(成都航空职业技术学院汽车工程系,成都610100)
摘要:以物流终端的包裹分拣任务为背景,设计一种包裹分拣装置控制系统。该系统以STM32F103C8T6单片机为核心,采用条形码扫描仪实现包裹相关信息的采集,利用红外测距传感器GP2Y0A21YK0F实现包裹高度以及真空吸盘空间位置的检测,以矩阵键盘和LCD显示器实现简单的人机交互,结合逻辑门电路与PWM信号控制三维导轨滑台各方向的步进电机进而实现真空吸盘的三维运动控制,从而实现了包裹的自动分拣。通过该装置能够有效减轻物流包裹分拣工作人员的劳动强度,提高分拣时效,降低分拣出错率。试验表明:系统具有可行性和有效性。
关键词:物流;包裹分拣;步进电机;红外测距
伴随着互联网的迅速发展和电子商务的兴起,网络购物已被越来越多的消费者所接受[1]。每年各大电商平台推出的促销活动在不断地刷新成交额和物流订单的历史数据,阿里巴巴公布的2015年“双十一”全天的交易数据显示,其 “天猫”平台成交金额为912.17亿元,物流订单量4.67亿件,较2014年增加68%[2]。不断增长的物流订单,对快递行业提出了新的要求。包裹的配送时效对消费者的网购体验有着很大的影响,而目前包裹在到达物流配送终端时,配送人员大多采用人工分拣,需要花费大量的时间,影响了配送时效,而且在分拣过程中容易出错。针对以上问题,本文设计了一种面向物流终端的包裹分拣装置,实现了包裹在物流最后一个环节的自动分拣,能够减轻投递员劳动强度,具有分拣效率高、出错率低的优势。
1系统总体设计
包裹分拣装置的总体结构如图1所示,其工作过程是由工作人员将包裹以指定的方向投放至皮带输送机的传送带,包裹在被传送的过程中经过包裹信息采集单元的扫描区域,主控单元根据采集到的信息控制真空吸盘将包裹从传送带上吸取之后由三维导轨滑台模组运送至目标位置并投放至目标分拣道口。

1—皮带运输机;2—X轴红外测距传感器;3—X轴步进电机;4—真空吸盘;
5—Y轴红外测距传感器;6—Y轴步进电机;7—Y轴导轨;8—Z轴红外测距传感器;9—Z轴步进电机;10—Z轴导轨;11—条形码扫描枪;12—包裹高度检测传感器;13—X轴导轨;14—分拣道口
图1包裹分拣装置总体结构
按照系统各部件的功能将其划分为6个单元:包裹高度与被吸取位置检测单元、人机交互单元、包裹传送单元、包裹信息采集单元、包裹吸取与投放单元和主控单元。
包裹高度与被吸取位置检测单元中红外测距传感器用以检测包裹的高度,红外对射管用以检测包裹是否处在能够被吸盘吸取的位置;人机交互单元主要包括矩阵键盘和LCD显示屏;包裹传送单元为皮带输送机及其控制电路,其作用是运送包裹经过包裹信息采集单元并使其到达包裹抓取与投放单元能够操作的范围;包裹信息采集单元为条形码扫描仪,通过扫描包裹物流单的条形码进而获取其相关信息;包裹抓取与投放单元包括吸盘位置检测模块、三维导轨滑台模组、真空源供给模块,吸盘位置检测模块用于检测吸盘所在三维空间的坐标值,三维导轨滑台模组的作用是带动真空吸盘能够在限定的三维空间范围内到达任意位置,其在三维空间各方向的运动分别由3个步进电机控制,真空源供给模块是在指定的位置通过给真空吸盘提供真空源使其吸取包裹,而在目标位置通过切断真空源使其投放包裹;控制单元是整个系统的核心,其作用是识别、接收和处理各信号采集模块的信息,根据采集到的信息按照既定的要求控制各执行部件动作,完成包裹的自动分拣。系统的工作原理框图如图2所示。
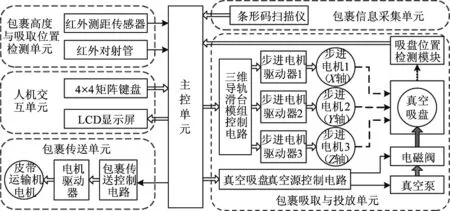
图2 系统工作原理框图
2系统硬件设计
2.1主控单元
系统的主控单元是以小体积、低功耗的单片机为核心,外加构成单片机最小系统的复位电路、时钟电路。本次设计采用以STM32F103C8T6单片机为核心的主控电路,该单片机是基于ARM®CortexTM-M3核心的高性能单片机,其最高工作频率可达72 MHz,片上集成了20 KB的RAM和64 KB的ROM,37个可用GPIO,LQFP48小体积封装等优良性能[3],能够满足设计需求。
2.2包裹高度与被吸取位置检测电路
当传送带上没有包裹时,距离检测模块测得一定值h1;当具有某一高度的包裹进入到距离检测模块的检测范围时,该模块测得另一值h2,因此该包裹的高度为h=h1-h2。本设计采用红外测距传感器完成距离的检测,本装置中所允许的包裹最大体积为60 cm×60 cm×60 cm,为此选用了红外测距传感器GP2Y0A21YK0F。该传感器能够将所检测到的距离转换为电压值输出,其有效检测范围为10~80 cm,特性曲线如图3所示[4]。由图3可以看出,该传感器在0~10 cm的检测范围内与0~80 cm的范围内有相同的输出值,因此在传感器的安装过程中需要留有10 cm的无效检测高度。由于GP2Y0A21YK0F输出的是模拟量,因此通过AD转换器测得电压值便可以根据其特性曲线得出距离值,而本次设计中主控单元采用的单片机集成了AD转换器,所以将该传感器的信号输出端接入单片机的AD转换器输入引脚即可。
包裹被吸取位置的检测是通过在该位置在皮带运行方向的两侧布置红外发射管和红外接收管的方式实现。当红外发射管和红外接收管中间没有包裹时,红外接收管能够接收到红外光,此时红外接收管处于导通状态,而当红外发射管和红外接收管中间有包裹达到时,红外接收管无法接受到红外光,此时红外接收管处于关短状态,因此采用固定阻值电阻串接红外接收管的电路即可判断包裹是否到达该位置,具体电路不再赘述。

图3 GP2Y0A21YK0F工作特性曲线
2.3包裹传送单元控制电路
包裹传送单元中采用的皮带输送机包含驱动电机和电机驱动器,主要完成电机驱动器电源的通断控制,进而实现对皮带输送机的起动与停止控制,因此采用由三极管和继电器构成的控制电路。根据电机和电机控制器的参数可知:其工作电压为交流220 V,工作电流为0.166 A,主控单元I/O口的工作电平为5 V,因此选用松乐SRD-05VDC-SL-C继电器,其线圈额定电压为5 V,触点工作电流与电压达到10 A、250 V,满足设计要求,控制电路图如图4所示。

图4 包裹传送单元控制电路
2.4包裹吸取与投放单元
2.4.1吸盘位置检测模块电路设计
吸盘位置检测模块包含3个红外测距传感器,分别检测吸盘在三维坐标中各个方向的距离,进而获取吸盘当前的三维坐标值,其电路同高度检测模块中电路。
2.4.2三维导轨滑台模组控制电路
三维导轨滑台模组中3个方向的运动分别由3台步进电机控制,其配备的驱动器为雷赛DM542,该驱动器为数字式两相步进电机驱动器,可以根据使用需求设置400~51 200 内的细分以及额定电流内的任意电流值,采用差分式接口电路可适用于差分信号、单端共阴极以及共阳极等接口,内置高速光电耦合器,其控制端口功能如表1所示[5]。本次设计采用了NPN型三极管9013构成了共阳极控制方式,电路图如图5所示。

表1 DM542控制信号接口描述

图5 三维导轨滑台模组控制电路
2.4.3真空吸盘控制电路
真空吸盘吸取与投放包裹通过控制真空源的通断实现。真空源来自真空泵,而真空源的通断是由电磁阀来实现的,因此真空吸盘控制电路就是对真空泵的电源和电磁阀的开、关控制。本设计采用的真空泵为交流220 V供电,工作电流为2.6 A;电磁阀为交流220 V供电,工作电流为0.043 A。其电路与包裹传送单元控制电路相同。
2.5包裹信息采集单元
包裹的物流订单信息包含在条形码中,因此系统采用RS-232接口的条形码扫描仪采集包裹信息。因系统所采用单片机的UART端口为TTL电平,因此需要进行电平转换,这里采用了常用的转换芯片MAX232,具体电路不再详述。
2.6人机交互单元
采用了4×4矩阵键盘和48×84像素的LCD液晶显示屏为用户提供简单的人机交互功能。4×4矩阵键盘利用单片机的8个GPIO即可完成硬件连接。所采用的液晶显示屏是基于PHILIP公司的PCD8544控制器的液晶显示模块,具有SPI总线接口和背光控制等功能,在这里同样采用单片机的任意6个GPIO与之连接即可,具体电路图不再详述。
3软件设计
软件部分设计主要包括包裹高度及吸取位置检测程序、包裹信息采集程序、人机交互单元控制程序、包裹传送单元控制程序、包裹吸取与投放单元控制程序、吸盘位置矫正程序以及主程序,其中包裹吸取与投放单元控制程序包括步进电机控制子程序、包裹吸取与投放控制子程序。以下重点介绍包裹吸取与投放单元控制程序、吸盘位置矫正程序以及主程序的设计。
3.1包裹吸取与投放单元控制程序
3.1.1步进电机控制子程序
3台步进电机的脉冲源来自同一个周期固定、占空比为50%的PWM信号,而对于具体的某一台步进电机来讲,其是否能够得到脉冲信号取决于该台步进电机控制电路的脉冲使能信号PULx_EN(x=1,2,3)。脉冲数量由定时器实现,由于PWM信号的周期为一定值,因此脉冲数量的确定转换为定时时长的确定,对于定时的现实是由定时器以PWM信号周期为单位产生中断,中断服务程序中进行对计时累加变量TIME_ADD进行累加。其程序设计流程图[6]如图6所示。

图6 步进电机控制子程序流程图
3.1.2包裹吸取与投放控制子程序
包裹吸取与投放控制子程序实现了吸盘的位置控制、真空源的通断控制,其设计思路是:首先根据包裹的高度控制吸盘到达包裹上方,然后打开真空源吸取包裹,吸取完成后控制吸盘在X、Y、Z3个方向的运动到达目标位置,进而切断真空源释放包裹,最后控制吸盘原路返回。
3.2吸盘位置矫正程序
虽然步进电机具有比较精确的位置控制特性,但在系统运行中一些不可预知的因素可能会导致吸盘在完成一次吸取与投放的过程中出现位置偏差,为此设计吸盘位置矫正程序。其设计思路是在吸盘返回至起始位置时,通过吸盘位置检测模块来判定吸盘的位置是否在系统允许的范围内;如果不在,则进一步控制三维导轨滑台模组使吸盘到达起始位置。
3.3系统主程序
系统上电后首先进行各模块的初始化,完成初始化后进行检测系统运行变量,当启动按键按下后,进入键盘中断服务程序中将系统运行变量置1,中断返回之后起动皮带运输机,直至完成一个包裹的分拣,系统主程序如图7所示。为了防止系统在某个环节进入死循环,加入了看门狗处理程序,在发生异常时能够将系统自动复位。

图7 主程序流程图
4结语
本文以物流终端的包裹分拣为背景,设计与开发了包裹分拣装置控制系统,完成了系统的软硬件设计。该系统能够通过扫描包裹条形码获得包裹的分拣目标区,进而控制执行机构完成包裹的分拣。通过该装置能够减轻物流包裹分拣工作人员的劳动强度,提高分拣效率,降低分拣出错率,试验性使用结果表明系统具有一定可行性和有效性。
参考文献:
[1] 崔忠付. “互联网+”新经济下电子商务物流发展新趋势[J]. 物流技术与应用, 2015, 20(7):54-55.
[2] 曾明明. 阿里巴巴集团11.11全球狂欢节,商品成交额达人民币912亿元[DB/OL].(2015-11-12)[2016-02-20].http://www.alibabagroup.com/cn/news/article?news=p151112.
[3] STMicroelectronics group of companies.STM32F103x8 datasheet[DB/OL].(2015-06-01) [2016-02-20].http://www.st.com/st-web-ui/static/active/cn/resource/technical/document/datasheet/CD00251732.pdf.
[4] Sharp Microelectronics. GP2Y0A21YK0F datasheet[DB/OL]. (2006-11-01)[2016-02-20].http://www.mouser.com/ds/2/321/gp2y0a21yk_e-3493.pdf.
[5] 深圳市雷赛智能控制股份有限公司. DM542数字式两相步进驱动器使用说明书[DB/OL].(2014-06-25) [2016-02-20].http://www.leisai.com/Service/content.aspx?nodecode=101037007&proname=DM542.
[6] 刘慧英, 范宝山.基于STM32的多步进电机控制系统研究[J]. 测控技术, 2010, 29(6):54-57.
Design of Parcel Sorting Device Control System Oriented to the End of Logistics
LIANGYafeng*,WANGQingchun,HUDengchun
(Automotive Engineering Department, Chengdu Aeronautic Polytechnic, Chengdu 610100, China)
Abstract:This paper introduced a control system of parcel sorting device based on the task of parcel sorting at the end of logistics.In this system the authors took STM32F103C8T6 as processing core, used barcode scanner to pick-up information of the parcel, used distance measuring sensor unit GP2Y0A21YK0F to detect the height of the parcel and the position of the vacuum chuck,used matrix keyboard and LCD display module to realize the human-computer interaction,integrated logic gate circuit and PWM signal to control the stepper motor at the three rail slide in all directions so as to realize the three-dimensional movement of the vacuum chuck control. This device could effectively reduce the labor intensity of logistics parcel sorting staffs, increase their sorting efficiency and reduce their sorting error rate. The experimental use test results indicated the feasibility and validity of the system.
Key words:logistics;parcel sorting;step motor;infrared distance measuring
DOI:10.13542/j.cnki.51-1747/tn.2016.02.012
收稿日期:2016-04-21
作者简介:梁亚峰(1986— ),男(汉族),甘肃会宁人,助教,硕士,研究方向:嵌入式控制系统设计、汽车电子,通信作者邮箱:liangyzxf@163.com
中图分类号:TP23
文献标志码:A
文章编号:2095-5383(2016)02-0042-04
王青春(1977— ),女(汉族),四川武胜人,高级工程师,硕士,研究方向: 机械设计、汽车NVH。
猜你喜欢
物流技术与应用(2020年11期)2020-03-11
物流技术与应用(2019年8期)2019-09-04
汽车观察(2018年12期)2018-12-26
消费导刊(2018年8期)2018-05-25
科学家(2016年3期)2016-12-30
电子技术与软件工程(2016年22期)2016-12-26
科技视界(2016年24期)2016-10-11
科技视界(2016年15期)2016-06-30
科技视界(2016年7期)2016-04-01
现代企业(2015年2期)2015-02-28
