浅谈先进烧成系统的技术特征和性能
2016-07-01 04:00郭红军崔海波淄博科邦热工科技有限公司山东淄博55086中材甘肃水泥有限责任公司甘肃白银730900
新世纪水泥导报 2016年1期
郭红军 万 彬 崔海波 郭 佳.淄博科邦热工科技有限公司,山东 淄博 55086;.中材甘肃水泥有限责任公司,甘肃 白银 730900
浅谈先进烧成系统的技术特征和性能
郭红军1万彬2崔海波1郭佳1
1.淄博科邦热工科技有限公司,山东淄博255086;2.中材甘肃水泥有限责任公司,甘肃白银730900
摘要热耗、熟料质量和易磨性、电耗、排放烟气中NOx、SO2等有害成分等指标是衡量预分解窑系统先进与否的指标。实际生产中这些指标均达到较高的水平不容易做到。实践证明,采用分解炉再循环技术、分解炉分级燃烧技术、低氮燃烧器、篦冷机纵向控制流固定床技术,配套采用一些辅助技术,即“水泥熟料节能低氮烧成技术”的烧成系统,是达到全面先进的途径之一。
关键词烧成系统再循环分级燃烧低氮燃烧器纵向控制流固定床
0 引言
烧成系统是水泥生产过程中对企业效益影响最大的工序,也是目前最受国家环境保护条件约束的工艺环节,倍受水泥企业和从事烧成技术研究、实践机构的重视。目前国内外大多数烧成系统都能运行在稳定状态下。但用热耗、电耗、排放烟气中的NOx和SO2等有害成分、生产出来的熟料质量和易磨性等来衡量,具有先进技术特征和性能的烧成系统却很少。
为什么说具有先进技术特征和性能的烧成系统很少呢?这是由烧成系统的特殊性和结构的同质化决定的。之所以说它特殊,是因为在熟料生产过程中,影响熟料质量和产量的因素太多——不同地域(或海拔高度)的石灰石和硅质原料、不同结构的分解炉及配套的分解炉燃烧器、不同的窑头燃烧器和篦冷机的结构以及窑头罩的大小等等,甚至不同产地和不同供应商提供的同种类原煤(煤质不同)都会对系统的技术性能、熟料强度和质量产生影响。系统结构的同质化,注定了它处于一般技术水平状态。具体地说,大多数窑尾系统都没有可以再次较大幅度降低热耗的工艺结构;大多数分解炉都没有设计可以还原窑内烟气中30%以上N0x的分级燃烧结构等等。即缺少针对这方面性能的先进的工艺特征(结构)。所以,由工艺结构和关键零部件产生明显好的技术性能的烧成系统很少见。
在实践中我们发现,如果所有的烧成系统能够系统地采用具有一定先进特征的技术,这种差别不但会减少,并且性能还会在原来的基础上再次较大幅度地提升。
为了推进烧成系统的技术进步,我们根据多年来对烧成系统的优化改造经验,对国外先进工艺技术的深入研究和实践,针对国内烧成系统的技术现状,提出了“先进烧成系统的特征和技术性能”的课题,对“先进烧成系统的特征和技术性能”进行了深入研究和实践。本文就我们在国内外已经应用成功的一些具有先进性能的技术的特征和内容与各位从事烧成技术研究和实践的同行们探讨。
1 先进烧成系统的技术
1.1分解炉再循环技术
20世纪80年代,美国富勒公司做过在分解炉这个环节减少NOx生成量的工厂试验——分解炉再循环技术(或称外循环),成功地降低了分解炉的热耗和出口的NOx含量。
这项技术的原理,是将从分解炉出来的已经分解了83.4%~85.0%(实际分解率)的生料中,分出大约20%~30%的物料再回到分解炉中继续分解,这样就提高了入窑物料的分解率,同时又不需要增加过多的热耗。还因为循环的物料回到分解炉后,增加了分解炉内的填充率和固气比,使分解炉的热交换效率提高了,从而提高了分解炉的容积利用率和能力。在增加了分解炉内的固体浓度的情况下,分解炉内的煤粉的燃烧环境和状态发生了变化,使窑内过来的氮氧化物有了还原的条件,所以起到了从源头上减少NOx生成量的作用。
国外相关的几个知名公司都做过这方面的应用研究,均取得了较好的效果,见图1。但是,这里面也存在一定的问题。

图1 再循环型分解炉
开始阶段对产生这种效果的原理研究不多,在后来的应用中,也因为没有完全解决好应用技术问题:系统结皮、堵塞及回料不稳定,使这项技术应用得比较少。
我国SS工厂,在上世纪80年代由国外公司设计使用了这种原理的技术(见图2),最终因为循环系统经常被850 ℃的物料堵塞,设备不能正常运行而拆除了。

图2 SS工厂使用的再循环型分解炉
在国内开始再次应用这项技术的是徐德龙先生。他研究了卧式分解炉技术。在分解炉和五级旋风筒之间增设了一个分离器(见图3),将分解炉出来的一部分物料,经过离心分离,使部分物料又回到分解炉,形成了分解炉再循环工艺。这项技术在国内已经有几条线在运行,在一定程度上取得了降低热耗提高物料分解率的效果。
淄博科邦公司在对烧成系统进行优化升级的工作中,消化吸收这项技术的原理,研究了已有技术结构存在的问题后,进行了结构优化和参数优化,使国外的先进技术和我国的实际国情相结合,提高了应用技术的水平,并申请了“分解炉鹅颈管”专利。这是一项利用原有的分解炉鹅颈管实现分解炉再循环的应用技术,见图4。
在已经运行的几条不同规模的生产线线中发现,使用这种结构后,可以使系统产生几个方面的良好作用。

图3 分解炉和五级旋风筒之间增设分离器
图4 利用原有的分解炉鹅颈管实现分解炉再循环的应用实例
(1)分解炉内没有充分燃烧的煤粉,在外循环装置中,会通过下料管再回到分解炉内燃烧。这样可以提高煤粉的燃尽率,降低分解炉的用煤量。
(2)分解炉内分解率不到85%的那部分生料,通过循环装置会回到分解炉内分解,从而提高出分解炉物料的分解率到95%以上。
(3)由于这部分已经分解到一定程度的物料进行再循环后,它们带来了比较高的热量(料温在850 ℃),再次加热它们不需要太多的热量,因此分解炉的控制温度可以比原来的(880±10)℃要低10~30 ℃。也即在环境温度850 ℃的情况下,使出分解炉的物料的分解率达到了更高的水平。
(4)对于采用了分解炉分级燃烧技术的系统来说,由于在富燃料区域没有充分燃烧的煤粉和部分分解率在85%以下的生料再次回到分解炉内进行燃烧和分解,控制了燃料型NOx的产生,同时避免了分解炉温度倒挂的现象发生。
由于科邦公司多年来设计、生产、改造的预热器具有不堵塞的特点,在采用分解炉鹅颈管再循环结构后,再循环的特殊结构完全能保证高温循环料的通畅,并解决了因回料系统容易出现的塌料、堵塞而导致运行参数大幅度波动的缺陷。
1.2分解炉分级燃烧技术
分级燃烧技术是一种从工艺上减少系统NOx排放的可行的技术,主要应用在分解炉部分。其主要原理是分解炉的部分煤粉在分解炉内的低过剩空气区域内燃烧,因为空气不足而产生CO从而还原从窑内出来的烟气中的NOx,起到脱硝作用。
分解炉分级燃烧技术有两大类别:分煤分料燃烧和分风燃烧技术。分风燃烧的分级燃烧技术在国内真正效果明显并稳定运行的生产线较少,且不具代表性,这里不再多做介绍。
分煤分料的分级燃烧技术,是最近几年推广应用的比较多的技术。
国内的设计院在当年引进D- D分解炉技术的时候,在该炉的椎体部位,就带有脱硝的燃烧器,见图5。这就是分级燃烧技术。但是由于在这个位置设置燃烧器后,容易造成局部温度升高和结皮,所以国内运行的大多数这种分解炉,都撤除了这里的燃烧器。

图5 带脱硝燃烧器的D- D分解炉
根据对多条生产线的研究分析以及在实践中应用,我们深刻地认识到:分解炉分级燃烧技术是一项涉及到分解炉相关部位工艺结构和参数的设计、分解炉喷煤管设计、窑头喷煤管性能匹配以及需要合理的操作方法的综合技术,而不是像人们早前所认识的在分解炉上加两根喷煤管的简单技术。不同的应用技术产生的脱硝效果有很大差别,其中没有效果的有之,比原来加重的(分解炉内再次产生NOx)也有案例,设计应用好的分级燃烧系统,能够实现降低30%~50%NOx的效果。
国内大多没有很好效果的采用分级燃烧技术的生产线,都是因为不能认识到系统设计和系统技术应用的问题,特别是系统不能在减少窑内过剩空气系数的工况下正常稳定的运行,在运行后出现了系统的操作难度增大,降氮效果达不到30% 的结果,更有甚者出现了氨水用量较以前还多的情况。但是,这不能简单地说明该技术没有作用。
在科邦公司设计的分级燃烧结构中,在采用了分级燃烧的原理的同时,还通过数值模拟,研究了还原区的流场状态以及椎体角度、空间高度,喷煤管的安装角度和位置,对还原效果的影响,研究了喷煤管在不同部位应用时结构的差别等问题,同时又采用了对分解炉的关键部位进行优化的措施。结合对三次风管入炉结构的改造(见图6),使分解炉内的气体流场在分解炉柱体部位形成标准的旋流+喷腾的状况。这样就在三次风管的下部和窑尾烟室缩口之间创建了一个合理的还原区。再配合“变流场分解炉燃烧器”和“复合流场分解炉燃烧器”这两种燃烧器的组合使用,不但在这个区域内可以大量生成CO,还原从窑内出来的NOx,还保证了分解炉控制的灵敏性,并在结构上稳定分解炉内的流场、温度场和物料分布工况,减少了煤粉的用量,为减少燃料型、瞬时型NOx创造了条件。具有这种结构的系统,在操作中可以大幅度地将三次风管的阀门从原来的45%开大到85%~100%,同时配合窑头喷煤管的调整使用,实现了减少窑内的过剩空气系数从1.15降低到1.05时,熟料不会出现还原现象(黄心料)的结果。这种操作方法的采用,不但完全符合减少窑内热力氮产生的原理,为降低窑内热力型NOx创造了条件,更使其对原料波动(成分和喂料量)的适应性增强了。由于三次风管阀门的开大,降低了分解炉出口处的阻力,保证了系统产、质量的稳定;消除了分解炉锥体部位容易结皮和高温的现象,解决了煤粉在低过剩空系数的环境中燃烧,容易造成预热器结皮堵塞的问题。

图6 三次风管入炉结构
已经运行的几条生产线,不但NOx的还原幅度达到了40%以上,氨水的用量减少了50%~80%,同时系统的用煤量(标煤)还减少了6 kg/t熟料左右,熟料平均游离钙降低,强度提高。
因此,设计合理的分级燃烧系统,不但可以具有较好的还原窑内烟气中NOx的功能,同时还有提高分解炉的容积利用率和热交换效率,降低分解炉热耗的作用。
1.3低氮燃烧器
燃烧器(通称喷煤管)是水泥熟料烧成系统最重要的设备之一。
国内能够见到的不同结构和规格的喷煤管有180种(类)之多。喷煤管结构、参数和使用技巧,直接影响着熟料的质量、热耗、耐火砖的寿命、系统的运转率以及熟料的成本。在熟料烧成技术发展到今天这样的高水平时,对喷煤管的要求已经不仅仅是不扫窑皮、火焰形状比较好调整那么简单的要求了,已赋予它更高的功能——氮氧化物形成量低和用煤量低。
根据我们对国内外从700~10 000 t/d数十条生产线的喷煤管的调试、使用以及分析研究,总结出了真正低氮燃烧器应有的特点:
(1)头部结构合理。头部风道的排列顺序为:直流外净风、旋流内净风、煤风、中心风(见图7);所有风道的截面积可以在使用中进行调节,以保证工况变化时可以容易地保证火焰的形状和温度状况随之改变。
(2)配备长径比合理的标准拢焰罩,避免产生峰值温度,提高煤粉的燃尽率,使窑内温度分布合理。
(3)采用火焰稳定器,使火焰受喂煤量、煤质和窑情变化波动的影响小,火焰更加稳定。
(4)净风风量≤6%,工作压力≤36 kPa 。
(5)使用中能保证在窑内较低过剩空气系数≤1.05的工况下正常使用,而不降低熟料质量。
图7 低氮燃烧器头部结构
(6)火焰的形状能使整个烧成带具有强而均匀的热辐射,有利于熟料结粒、矿物晶相正常发育,防止烧成带扬尘,并能提高熟料质量。
(7)能够形成稳定厚度均匀坚固的窑皮,稳定窑内工况,延长耐火砖使用寿命。
但是,国际上公认的几种符合上述条件的低氮燃烧器,都存在控制窑内工况的能力差,容易降低熟料质量的缺陷。这种缺陷主要表现在火焰的刚性较弱,在因为各种原因导致窑内工况波动而影响熟料质量,特别是游离钙跑高的时候,比较难以迅速得以控制。
我们在对国际上知名的低氮燃烧器进行结构和参数优化之后,发现低氮燃烧器在使用中与一般燃烧器不同的方面:
(1)喷煤管的大推力和刚性火焰的产生,不是仅仅净风压力大,风速高压力就行的,主要是四个风速和各自风量的合理匹配后形成的,仅仅提高一次风速造成大推力的状态,很容易产生更多的热力氮。
(2)低氮燃烧器需要通过对应的操作技术,即采用不同的定位原则(例如不能偏向料来烧)和采用水泥工艺学中合理的烧成操作制度来保证其使用性能,而不能采用短焰急烧的烧成操作制度。
调整并使用好的低氮燃烧器,不但可以解决熟料质量容易降低的问题,并且还有提高熟料质量(提高游离钙合格率降低平均值)的作用,同时使烧成带窑皮的长度达到标准的5 d。这些都为提高熟料质量、降低热耗创造了条件。
1.4篦冷机纵向控制流固定床技术
篦冷机是烧成系统中直接影响熟料质量、熟料易磨性和热耗的关键设备之一。在决定熟料质量的四个因素中,它是可以改变的因素之一。在决定系统热耗的因素中,它又是最基础的条件。在系统的空气平衡链里,它是最重要的一个环节。
在过去,人们最关注的是篦冷机的热交换效率,后来又关注不漏料和减少用风量,这些都是有必要的。对于采用什么传动方式的问题,其实已经不是很重要了。因为在解决了熟料的冷却效果后,如果篦床上的熟料底层能够形成均匀的冷料层,并在风机性能有保证的情况下,形成悬浮状态时,篦床运动的阻力是很小的。
但是,篦冷机内存在熟料的“冷却状态”这一关键问题却没有引起人们的特别关注。对篦冷机内零压点合理确定和合理控制的问题也被放在了次要一些的位置。
十多年前,我们合作的一个外国公司,注意到了熟料急冷的问题,并由此改变了篦冷机固定床和这部分篦板的设计。特别是篦板的供风方式和篦板的表面结构,由原来的按“行”由充气梁供风,改为与熟料流动方向相同的纵向按“列”风室供风。并在每列篦板的供风中使用了流量控制阀,这种供风方式符合了熟料在高温落料端堆积时会产生离析现象需要供风不一样的要求。通过这两种改变,很好地解决了熟料急冷和篦冷机堆雪人的问题。这项技术在欧洲等国家应用得比较好。正常工作中,二次风温可以达到1 150 ℃以上,小窑头罩的情况下可以达到1 180 ℃以上,同时熟料的强度可以提高1~4MPa。但是,其在国内水泥厂的应用中没有稳定地出现这种效果,或者是说在2 500 t/d以上的生产线中没有出现。正如前文所说:不同地域(或海拔高度)的石灰石和硅质原料都会对熟料产生严重的影响。我们发现了这种不同直接影响了熟料在篦冷机篦床上的堆积状态,这种堆积状态直接影响了熟料的冷却状态和冷却效果。
经过多年的实验和探讨,在解决这种问题的过程中,我们优化了这种结构,同时补充完善了对篦冷机的多种认识。
(1)篦冷机内存在熟料的冷却效率和冷却状态两个方面的问题。冷却效率高的篦冷机,熟料的冷却状态不一定好,很多篦冷机配套了推雪人装置就说明了这一点。而冷却状态好的篦冷机(急冷效果好)冷却效率肯定会高,其生产能力也可以达到55 t/(m2·d)。
(2 )熟料急冷效果好并冷却状态合理时,二次风温会高达1 150 ℃以上,小窑头罩的情况下可以达到1 180 ℃以上,同时熟料的强度可以提高1~4 MPa。
(3 )篦冷机内的零压点是计算出来的,并要在操作中进行控制。
(4)急冷效果好的篦冷机,在二次风温达到1 150 ℃以上时,必须要保证零压点之内的风机满负荷运行,这时才能对熟料产生急冷,二次风温才会对系统的节能降耗起到明显的作用。否则单纯的依靠增厚料层、降低风机负荷率来提高的二次风温以及盲目地追求提高二次风温的操作方法,对系统的贡献是有限的。
经过优化设计的纵向控制流固定床(见图8)可以满足更好的熟料冷却状态,并能在零压点内风机运行在额定负荷的时候(借助电器控制),保证熟料的急冷效果和二次风温达到1 150 ℃以上。

图8 纵向控制流固定床
2 先进烧成系统的运行参数与熟料质量
采用上述四项技术的烧成系统,在工艺参数互相匹配的情况下,会产生“1+1>2”的效果;还会促进其他一些先进技术的应用,例如新的操作技术,从而使这个烧成系统具有先进性,这种先进性在运行参数上就能表现出来。
其在运行参数方面的表现特点是:
(1)热耗小于95~100 kg标煤/t熟料(熟料强度≥ 56 MPa);
(2)C1出口NOx减少30%~50%;
(3)二次风温﹥1 150 ℃(风机负荷率95%);
(4)三次风温﹥1 000 ℃(距离分解炉柱体2.5 m);
(5)在分解炉实际控制温度≤860 ℃时入窑物料分解率≥95%;
(6)喷煤管定位在中心线以上(0,50);
(7)三次风管阀门开度﹥85%,压力损失<300 Pa;
(8)C1出口压力比同类型的低 200~1 000 Pa;
(9)烧成带窑皮平整、坚固,且长度≥5 d;
(10)在环境温度25 ℃,耐火砖使用时间10个月内,回转窑筒体冷却风机可以不用;
(11)篦冷机冷却风量 ≤1.6 m3/kg熟料;
(12)系统运行稳定,可以长时间不调整。
采用这些技术后的烧成系统生产出的熟料也有其特点:
(1)熟料质量稳定,月合格率>95% ;
(2)游离氧化钙平均值下降0.2%~0.5% ;
(3)熟料强度比同类窑型和原料条件的高1~4 MPa;
(4)熟料颗粒均匀,碎颗粒少,色泽合理。
图9是直接从熟料链斗机中取出的没有经过筛选的熟料。
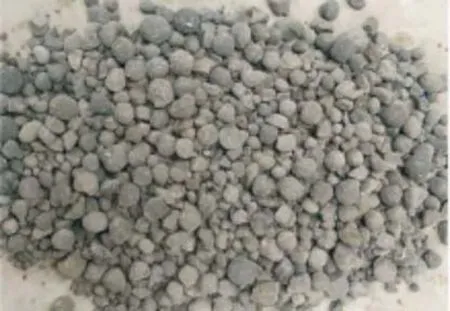
图9 直接从链斗机中取出没有筛选过的熟料
3 结束语
烧成系统技术性能的大的突破,必须有创新的理念和创新的技术。而先进的理念和原理,都有一个应用技术发展的过程,不是只要应用了先进原理就能实现先进的效果。这里还有应用技术水平的问题。这就像前面所说的分级燃烧技术一样,应用技术的不足,可能会导致没有效果或是效果更不好。
同时采用这四项技术后,还应该配套采用一些辅助技术,这样就可以稳定地达到预期效果。这应该是水泥行业在当前环境下追求的目标。先进的烧成系统在运行中可以明显地降低系统热耗,减少氮氧化物的生成量和氨水的使用量,同时提高了熟料的质量和强度。这些都完全符合国家对传统行业和高能耗产业的技术进步要求。也是水泥生产技术管理者和技术人员努力争取实现的目标。
包含了所有这些技术的烧成技术,被称为“水泥熟料节能低氮烧成技术”,目前正在国内推广应用。
中图分类号:TQ172.622.4
文献标识码:B
文章编号:1008-0473(2016)01-0024-06DOI编码:10.16008/j.cnki.1008-0473.2016.01.005
收稿日期:(2015- 12- 10)
猜你喜欢
山东冶金(2022年3期)2022-07-19
湖南电力(2021年3期)2021-09-15
装备维修技术(2021年52期)2021-07-03
山东冶金(2019年6期)2020-01-06
山东冶金(2019年1期)2019-03-30
科学与财富(2018年34期)2018-01-15
现代冶金(2015年4期)2015-02-06
山东工业技术(2014年19期)2014-08-15
同煤科技(2014年1期)2014-08-15