
浅谈船用柴油机机体铸件几种缺陷修复方法
2016-07-07 02:12王敏刚郭敏陈晓龙
中国铸造装备与技术 2016年2期
王敏刚,郭敏,陈晓龙
浅谈船用柴油机机体铸件几种缺陷修复方法
王敏刚,郭敏,陈晓龙
(陕西柴油机重工有限公司,陕西兴平 713105)
摘要:介绍了大型船用柴油机体铸件表面缺陷修复和内部缺陷修复的几种方法,其中电弧焊补灰铸铁机体时须将缺陷打磨圆滑干净,预热温度500~580 ℃,采用直径不超过4 mm铸铁焊条,碱性焊剂,小电流分段、分层焊补,每焊一段立即用小尖锤对焊缝、融合区敲击,焊后进行去应力处理。气焊首先将缺陷打磨干净,并对机体整体预热至200 ℃,后用中性焰对缺陷及其周边进行预热至暗红色,采用碳化焰进行焊补,再对机体整体预热及去应力处理。小于1 mm的缺陷进行电刷镀修复,缺陷大于0.3 mm时须进行分层镀。铆接、镶嵌用于不允许焊补处理的机体;浸渗修复,首先确定渗漏部位,常采用刷涂法、注射浸涂法以及局部加压浸渗等方法。对于金相组织不符合技术要求的机体毛坯可通过热处理等方法解决。
关键词:机体;表面修复;电弧焊;气焊;电刷镀;铆接;镶嵌
稿件编号:1509- 1062
我公司为国内生产大中型船用柴油机的重要基地,作为一件大型船用柴油机机体毛坯,难免不出现任何铸造缺陷,为此我们积累了很多机体毛坯缺陷修复经验,笔者在此仅就几种常见缺陷的修复介绍给广大铸造界朋友,以便交流和学习。
GB/T5611-1998《铸造术语》中将铸造缺陷分为八类100余种。从缺陷铸件修复的角度,按缺陷在铸件上出现的位置,可以把缺陷分为表面缺陷和内部缺陷,作为大型船用柴油机机体铸件这两类缺陷基本都会出现,其修复技术相对应的分为表面缺陷修复和内部缺陷修复[1]。
对于表面修复通常有三大类:物理化学方法(如电弧焊、气焊)、物理化学-机械联合方法(如电刷镀)、机械方法(如铆接、镶嵌);内部缺陷修复则有:浸渗修复、内部气孔修复、组织不合格修复。
1 表面修复(电弧焊、气焊、电刷镀、铆接、镶嵌等)
1.1 电弧焊表面修复
对于机体铸件非加工面出现裂纹夹渣等缺陷可采用电弧焊表面修复,灰铸铁机体的焊补首先须对焊补部位圆滑打磨,防止出现较小的尖角区域,如果缺陷成条状,如:裂纹,须将裂纹的两端头打磨成圆球形,裂纹底部打磨成U形,如图1所示,其他点状或团状尽可能打磨成球形,打磨后并着色检验,无任何缺陷后,清洗干净,采用氧乙炔气焊枪进行局部预热,预热温度600~700 ℃为暗红色即可,采用直径不超过4 mm铸铁芯铸铁焊条,或镍基铸铁焊条如:308、408等,碱性焊剂,焊接时应用小电流分段,分层,每焊一段立即用小尖锤对焊缝、融合区敲击,待手摸不烫时再焊,焊时应对称点焊,防止局部焊接应力过大,导致出现焊接裂纹,焊件太薄时,只焊单层,8~12 mm壁厚可焊两屋,如果缺陷是裂纹,先钻止裂孔,焊接从焊道中心一端开始,至焊件边缘一头结束。
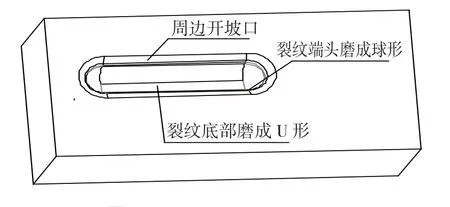
图1 裂纹打磨形状示意图
焊后须对机体整体进行去应力热处理或对焊补局部进行机械法去应力。
球墨铸铁机体的焊补,除了对焊补部位进行打磨、着色检验,清洗预热外,须选用与母材力学性能相匹配的焊材,焊接过程也须分段、敲击、分层焊补,焊后仍须进行热处理或机械法去应力。
无论何种材质的机体焊后,其焊接区域的金相组织均会发生变化,如图2所示为焊接区域各点热循环曲线[1],图中1、2、3点的金相组织都会发生变,对于有特殊金相要求如:珠光体基体或铁素体基体,就要相应的对机体整体进行正火或石墨化退火处理。

图2 焊接区域各点热循环曲线
1.2 气焊表面修复
对于焊条电弧焊难以修复的体积小、厚度较薄的缺陷部位及要求焊肉与母材色差小的铸件,可采用气焊。常见的气焊主要是氧-乙炔气焊。
首先对缺陷进行打磨检验,随后对机体进行预热。我厂一般采用对机体整体进行去应力退火,随炉冷却至200 ℃出炉,后采用中性焰,对缺陷及其周边部位进行预热,当缺陷部位预热至暗红色时可以施焊。
灰铁、球铁铸件均采用碳化焰进行熔焊,焊枪倾角随待焊区域壁厚决定,如图3所示[1],在焊补过程中须不断对已焊部位及其周边区域进行加热保温,若焊补的为坑形且较大则须对焊池施撒碱性焊剂,并用焊丝不断搅动溶池,促使熔渣、气泡上浮,焊补结束后,用焊枪继续对焊补区域及周边进行加热,至暗红色覆盖石棉布进炉,迅速将炉温提升至500 ℃左右保温,后随炉冷至200 ℃出炉。对于有特殊金相要求仍须进行相应的热处理。
1.3 电刷镀
对小于1 mm级别的修复可采用电刷镀,如我公司生产的某型柴油机机体下缸孔加工精度为φ370 H7 ,有时出现尺寸偏差,就是通过电刷镀进行修复。
先对整个刷镀区域进行清洗,确保无油污,然后进行修整,要求待修表面越光越好,其次是活化处理,此步骤是保证刷镀层结合牢固的关键,然后进行打底,一般选用锌或铜进行打底,最后进行工作层刷镀。对于修复厚度大于0.3 mm的须进行分层镀,以确保刷镀质量。

图3 焊枪倾角与缺陷壁厚的关系及焊枪与焊丝夹角
1.4 铆接、镶嵌
对于有些柴油机机体,技术文件明确要求不能采用焊补的方法进行修复,可采用铆接、镶嵌等方法进行修复,该方法避免了焊接产生的应力及对焊接部位组织的影响。
我厂曾多次用镶套、闷塞等方法修复机体表面缺陷。图4为某型机体缸孔面缺陷,为了保证密封采用镶套方法,先将缸孔镗大至缺陷完全消除,并保证缸孔有一定的精度,如:φ400 H7,再加工同材质的套,保证套的内孔为缸孔要求的尺寸及精度,外圆为φ400 r6,采用冷套方法进行装配,液氮温度:-195 ℃,并且一周采用6个M8骑缝螺钉均匀固定,在螺钉周围涂胶进行密封,如图5所示。

图4 某型机体缸孔内缺陷位置

图5 镶套处理后的缸孔
2 内部缺陷的修复
柴油机机体属于多管道类壳体铸件,要求一定的密闭性,而实际中经常会遇到水压、气压实验无法满足要求等问题,为此经常采用浸渗修复的方法进行修复。
柴油机机体一般采用局部浸渗,首先确定渗漏部位常采用刷涂法、注射法浸涂法以及局部加压浸渗等方法。组织不合格修复:对于金相组织不符合技术要求的机体,如:偏析及反白口或铁素体、珠光体含量达不到技术要求,可通过热处理等方法解决。我厂主要生产铸态铁素体球墨铸铁机体,曾有一次工人误将含锑孕育剂当硅铁加入炉内,结果造成铸态基体组织珠光体含量达到90%。最终通过低温石墨化退火,珠光体含量降为10%。对于结构复杂,壁厚壁厚不均的机体铸件,热处理应防止其变形,可利用楔铁,垫稳及耐火材料支撑。
3 结束语
大型船用柴油机机体毛坯存在各种各样的铸造缺陷,可分为表面缺陷和内部缺陷,由此产生表面缺陷修复和内部缺陷修复,表面缺陷修复主要以电弧焊、气焊、电刷镀、铆接及镶嵌为主,内部缺陷一般有密封性差出现渗漏,可采用浸渗修复,金相组织不合可采用热处理解决。
参考文献
[1] 钱翰城.铸件挽救工程及其应用[J].北京:化学工业出版社,2011.9.
[2] 张忠明,袁中岳,林尤栋,等. 铸件缺陷的粘接修补法[J]. 中国铸造装备与技术,1998(2).
[3] 朱国珍,王道勇. 精细铸件已加工面缺陷修复技术[J]. 中国铸造装备与技术,2010(4).
Method for repairing defects of the body of a few marine diesel engines
WANG MinGang,GUO Min,CHEN XiaoLong
(Shaanxi Diesel Engine Heavy Industry Co.,Ltd.,Xingping 713105,Shaanxi,China.)
Abstract:the paper introduces the large Marine diesel body castings surface defect repair and repair the defect of several methods, including arc welding for gray cast iron burnish of defects when the body must be clean, smooth preheat temperature 500~500 ℃, using no more than 4 mm diameter cast iron welding electrode, alkaline welding flux, small current segmented, layered weld repairs, every welding a immediately with small area percussion hammer pointed to weld, fusion, to deal with the stress after welding. Welding defects of the polished clean and preheat to 200 ℃ for the body as a whole, with neutral fl ame after the defect and its surrounding preheated to dark red, with carbonizing fl ame welding repair, after the warm-up for the body as a whole and to deal with the stress. Less than 1 mm defects of brush plating to repair, when the defect is greater than 0.3 mm shall be layered plating. Riveting, set used in the body is not allowed to weld treatment; Impregnation repair, fi rst determine leakage parts often brush method, injections dip-coating method and local pressure impregnation method. For microstructure is not in conformity with the technical requirements of the body can be resolved through methods such as heat treatment.
Keywords:crankcase;surface repair; arc welding; gas welding; brush plating;riveting;mosaic
中图分类号:TG246;
文献标识码:A;
文章编号:1006-9658(2016)02-0022-03
DOI:10.3969/j.issn.1006-9658.2016.02.007
收稿日期:2015- 09- 09
作者简介:王敏刚(1981—),男,工程师,从事铸铁铸造工艺及熔炼工作.
猜你喜欢
中老年保健(2021年7期)2021-08-22
湖南饲料(2021年3期)2021-07-28
海峡影艺(2019年1期)2019-06-24
速读·中旬(2018年4期)2018-04-28
中国铸造装备与技术(2017年6期)2018-01-22
制造技术与机床(2017年7期)2018-01-19
中国铸造装备与技术(2017年3期)2017-06-21
山东工业技术(2017年5期)2017-03-16
山东工业技术(2017年5期)2017-03-16
汽车与新动力(2012年4期)2012-03-25
