应用经纱分段测试法的织机速度优化
2016-07-12 13:32王艳芳王晓敏郭明瑞卢雨正高卫东
纺织学报 2016年5期
王艳芳, 王晓敏, 郭明瑞, 卢雨正, 高卫东
(1. 生态纺织教育部重点实验室(江南大学),江苏 无锡 214122; 2. 无锡第一棉纺织厂,江苏 无锡 224000)
应用经纱分段测试法的织机速度优化
王艳芳1, 王晓敏2, 郭明瑞1, 卢雨正1, 高卫东1
(1. 生态纺织教育部重点实验室(江南大学),江苏 无锡 214122; 2. 无锡第一棉纺织厂,江苏 无锡 224000)
为探究织造过程中经纱的可织性能变化,将织机上经纱分为后梁至停经片区、停经片至综丝区和综丝至织口区3个区段,分别测试3段经纱的强伸性、耐磨性和毛羽,分析织造过程中织机上各段经纱可织性的变化,并采用以上经纱分段测试法对不同织机速度下的经纱性能进行测试与分析。结果表明:相比后梁至停经片区经纱,停经片至综丝区经纱断裂强度下降小于5%,耐磨性下降约15%,毛羽增加约10%。综丝至织口区经纱断裂强度下降小于5%,耐磨性下降约25%,短毛羽增加约15%,长毛羽增加约5%。随着织机速度的提高,经纱的各项性能指标呈下降趋势,且织机速度为750 r/min时,纱线性能下降比较显著,因此,对于该品种织机速度的设定不宜超过700 r/min。
经纱; 可织性; 分段测试法; 织机速度
在机织物生产过程中,经纱能够承受张力以及反复摩擦复合应力的能力称之为经纱的可织性[1]。随着集聚纺纱方法的广泛应用,纱线物理力学性能得到提高,使得原纱可织性相应改善。经纱可织性主要受到强力、耐磨性以及毛羽等各个指标的显著影响,因此,可以通过对上述指标性能的测试完成对经纱可织性的评判。
在织造过程中,评价经纱可织性的指标一直是国内外学者研究的热点。评价上浆纱可织性指标主要包括:上浆率、落浆率、浆液浸透率、浆料被覆率、断裂伸长率CV值、断裂强度、纱线的耐磨性、抗弯刚度、耐疲劳性和毛羽指数[2-4];浆纱的可织性可通过浆纱强伸性、浆纱耐磨性以及织造模拟后上浆纱的毛羽变化、缠结分离力等指标来预测。有学者建立了基于神经网络系统理论的经纱可织性预测模型[5-6]。还有研究者通过对比原纱以及上浆纱的各项性能,利用主成分分析法得到评价经纱可织性的综合模型[7]。综上所述,现有的关于经纱可织性的评价多为静态评价,从上浆纱质量评价的角度出发对经纱可织性进行预判,缺少对经纱在织造过程中可织性变化效果的直接分析,因此,需要对经纱可织性在织造过程中的变化情况进行研究,以便指导纺织品生产加工企业有针对性地提升织造效率,同时为织机生产企业有针对性地改进织机设计提供参考。
经纱可织性体现了经纱在织造过程中抵抗反复张力牵伸及与经纱相接触的部件磨损的能力,因此,影响经纱可织性的因素包括原纱质量、浆纱质量以及织造工艺[8]。原纱质量是影响经纱可织性的基本因素,它主要取决于纱线原料、采用的纺纱方法以及纺纱工艺参数等,这是经纱可织性的基础;经纱的浆纱工艺是织前的准备工序,通过这个工序提升经纱的可织性;织造工艺包括织造过程中的车速、打纬工艺、部件设计参数等,特别是经纱在织造过程中所经过的磨损类部件,都会恶化经纱的可织性,因此,织造过程中经纱可织性变化的研究分析,可以量化织造工艺对经纱可织性的影响,对于减轻织机部件对经纱可织性的影响,优化织造工艺参数,改进织机设计具有十分重要的意义。
本文提出一种织造过程中经纱可织性的研究方法,称为经纱分段选取法。具体为将经纱在织机上沿经纱方向分为3个区域,即后梁至停经片区、停经片至综丝区和综丝至织口区,分析对比3个区域经纱在强伸性能、耐磨性能、毛羽指标的变化,分别测试不同区域纱线指标,直接分析各区段经纱可织性的变化,并对不同织机速度条件下的经纱各项性能的变化进行定量分析,从而达到优化织机速度的目的。
1 实验方法
1.1 经纱试样选取
为进一步分析织造过程中经纱在织机上不同部位的可织性变化,将织机上的经纱从机后到机前分成3个区域,分别为后梁至停经片区A、停经片至综丝区B和综丝至织口区C,如图1所示。
A段纱线从织轴上退绕下来经过后梁,未经过停经片以及后面任何纺织机件,该段纱线在评价纱线可织性过程中可认为是所有部分纱线的对照样本;B段纱线经过停经片后,尚未进入综框,与后梁和停经片产生了接触摩擦;C段纱线经过了综丝以及钢筘,尚未形成织物,是与纺织机件接触摩擦最多的纱段。由于织造过程中打纬后止点时钢筘与综丝的距离小于5 cm,单独分析经过综丝的纱线物理指标时难以测试,所以将经过综丝与钢筘的纱段作为同一个纱段进行分析讨论。
1.2 纱线可织性指标测试
1.2.1 纱线强伸性能
纱线强伸性能主要测试纱线断裂强力以及断裂伸长率。纱线断裂强力及断裂伸长率的测试参照GB/T 3916—1997《纺织品 卷装纱 单根纱线断裂强力和断裂伸长率的测定》进行。该测试标准要求纱线长度选取0.5 m或者0.25 m进行拉伸,但是在本文实验样本中C段纱线长度较短,能够进行测试的有效长度不超过15 cm,所以统一选取10 cm纱段进行拉伸测试,测试仪器使用YG020B型电子单纱强力机,测试根数为30根,记录并统计分析测试结果。
1.2.2 纱线耐磨性
纱线耐磨性实验在LFY-109B型电脑纱线耐磨仪上进行[9],分别测试经纱A、B、C纱段纱线磨断次数。 该仪器采用匀速摩擦的方法,摩擦速度为60次/min,砝码质量为15 g,砂纸号数为600目,测试根数为30,记录并统计分析测试结果。
1.2.3 纱线毛羽
目前常用的纱线毛羽检测方法有投影计数法和全毛羽光电法。由于本文中纱线分为A、B、C 3段,纱线长度较短,均不能采用常规毛羽测试方法,因此,本文实验采用基于数字图像处理的纱线毛羽检测方法[10]对3段纱线的毛羽情况进行测试。通过Microtek扫描仪采集纱线图像,经过灰度变换、图像二值化、图像分割、形态学开运算、图像细化,得到完整的纱线条干图像和细化后的毛羽图像,对毛羽分割点进行判断,以1 mm为步长,统计不同长度毛羽根数。
2 结果与分析
2.1 实验样品
选取丰田JAT710织机织造的5块织物进行研究,织机车速以及织物参数见表1。纱线采用转杯纺普梳纯棉纱,织物组织为平纹。

表1 织物规格参数表Tab.1 Fabric specification parameters
选取5台喷气织机织造同一品种织物,织机速度分别设定为550、600、650、700、750 r/min,所织试样分别编号为织物1~织物5。上机张力设定为2、3 kN,织造织物1 m后手动停车,采用记号笔将经过后梁的经纱片段A,经过停经片的经纱片段B以及经过综丝和钢筘的经纱片段C进行划线标记,然后从织口将经纱慢慢退绕出来,得到实验所需的3段经纱A、B、C。
2.2 经纱强伸性能分析
选用YG020B型电子单纱强力机对经纱各片段进行测试,结果如表2所示。

表2 织物中各片段纱线的断裂强度与断裂伸长率Tab.2 Breaking strength and elongation of each zone of yarns in fabric
从表2可知:与纱段A相比,同一车速条件下纱段B和纱段C的断裂强度下降程度小于5%;纱段B、纱段C的断裂伸长率没有发生明显的变化。从不同车速条件下各段经纱片段强伸性比较可知,随着车速的增加,经纱断裂强度呈现下降趋势,但是下降幅度不大。与550 r/min车速条件下织造的织物各段经纱断裂强度相比,750 r/min车速条件下各片段经纱断裂强度下降小于5%;不同车速条件下织造的织物各片段经纱断裂伸长率几乎没有发生变化。
随着织机速度的增加,经纱受到各种负荷的冲击次数和程度增加,并出现较多的弱节,成为纱线断裂的源头。此外,随着车速增加,经纱在一个织造循环内的松弛时间减少,经纱表现出较高的张力。张力增大,经纱处于紧张状态,与织机部件之间以及经纱之间的摩擦程度增大,纱体结构遭到破坏,纱线强度下降,因此,随着织机速度的增加,经纱断裂强度逐渐降低。
2.3 经纱耐磨性分析
选用LFY-109B型电脑纱线耐磨仪对经纱各片段进行测试,结果如表3所示。
从表3可看出,同一织机速度条件下,经纱经过停经片后其耐磨性下降15%左右,经纱经过综丝、钢筘后其耐磨性下降25%左右。另外,随着织机速度的增大,各段经纱耐磨性呈现递减的趋势,且当织机车速为750 r/min时,经纱耐磨性下降程度比较剧烈。

表3 不同织机速度时各片段经纱的耐磨次数Tab.3 Wearing times of each zone of yarns in fabrics at different loom speeds
随着织机速度的增加,单位时间内经纱处于张紧状态的时间增多,经纱张力增加,且经纱张力波动性提高。一方面,机织物生产过程中,经纱与停经片、综眼以及钢筘发生多方向、多种类、频率高的接触摩擦。由于织机部件是粗糙的硬表面,经纱表面相对较软,并且由于经纱张力增大,与织机部件的接触压力增大,织机部件很容易在纱体表面划出沟槽,纱体内部纤维被抽拔出来,纤维逐渐变细,经纱耐磨性下降。另一方面,织机速度增加,经纱张力波动较大,经纱承受更多次数的交变应力而产生疲劳磨损,纱体表面的浆膜脱落较多,经纱结构松散严重。织机速度越快,经纱疲劳磨损越严重,承受织机部件磨损的能力下降越快,因此,随着织机速度的增加,织机上各片段经纱耐磨性呈现下降趋势,并且当织机速度为750 r/min时经纱耐磨性剧烈下降。
2.4 经纱毛羽分析
经纱毛羽测试采用数字图像处理法进行,以织物1为例,首先将Microtek扫描仪采集的纱线图像转化为灰度图像,其次采用Otsu方法对灰度图像进行阈值处理得到纱线二值图像,然后利用形态学开运算获得完整的纱线条干图像,最后将二值化的纱线图像与纱线条干图像相减获得纱线毛羽二值化图像,细化得到单个像素点毛羽分布图,根据获得的纱线条干图像的两侧边缘线,以1 mm为步长,计数不同长度下毛羽的数量。图2示出不同处理流程后的纱线图像。
利用数字图像处理法,测试A、B、C 3段纱线各10 m,统计所得毛羽,结果如表4所示。可看出:同一织机速度条件下,与浆纱毛羽相比较,经过停经片后,5块织物经纱毛羽增加10%左右;经过综丝和钢筘后,经纱短毛羽增加15%左右,长毛羽增加5%左右。随着织机速度的增加,经纱各片段经纱毛羽呈上升的趋势,并且织机速度在750 r/min时,毛羽增加的程度较大。
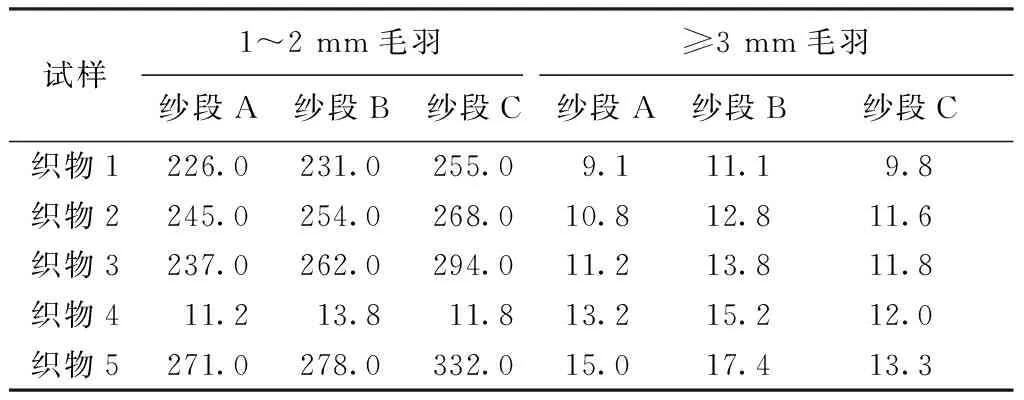
表4 不同织机速度时各片段经纱的毛羽数值Tab.4 Hairiness of each zone of yarns in fabrics at different loom speeds
织机速度增加,经纱在单位时间内所承受的负荷和冲击大大增加,经纱张力值表现较高,同时,由于经纱拉伸、松弛交替的次数频繁,经纱张力波动比较大,使得经纱之间、经纬纱之间以及经纱与织机部件之间的摩擦程度增大,纱线磨损严重,纱体起毛。经纱反复开口的频率增加,使得经纱片之间的气流变得紊乱,经纱毛羽之间容易发生缠绕。此外,经纱进行一次开口动作的时间减少,静电的消散时间变短,经纱之间的静电位差变大,经纱毛羽较易与相邻的纱线毛羽发生纠缠,经纱之间的摩擦因数增大,纱线磨损严重,因此,随着织机车速的增加,经纱毛羽逐渐增多。
3 结 论
本文提出一种评价织造过程中经纱可织性的研究方法:经纱分段测试法。即将织机上经纱分为后梁至停经片区、停经片至综丝区和综丝至织口区3个区域,通过对上机后3个区域经纱物理力学性能的测试与分析,使织造过程中各阶段经纱可织性得到综合评定。选用经纱分段测试法测试与分析JAT710喷气织机在550、600、650、700、750 r/min速度条件下织造的纯棉平纹织物的各段经纱的强伸性、耐磨性和毛羽性能,得到如下结论:
1)经纱经过停经片后其经纱断裂强度下降小于5%,耐磨性下降约15%,毛羽增加约10%。
2)经纱经过综丝和钢筘后其断裂强度小于5%,耐磨性下降约25%,短毛羽增加约15%,长毛羽增加约5%。
3)随着织机速度的增加,经纱可织性呈下降趋势,当织机速度为750 r/min时,各片段经纱的性能下降显著,经纱可织性能下降较大。
[1] 赵其明.浆纱可织性及经纱织造断头率预测方法的研究进展[J].纺织导报,2005(1):38-43. ZHAO Qiming. A study on the weavability of sized warp and the method for forecasting end breakage[J]. China Textile Leader, 2005 (1): 38-43.
[2] ITT Researcher. Diagnostic tests predict weaving performance[J]. Textile World, 1984, 134(11): 79-80.
[3] WALKER R P, PERKINS W S. Techniques for predicting how sized yarns will weave[J]. Textile Chemist and Colorist, 1985, 17(9): 185-188.
[4] BEHERA B K, JOSHI V K. Improving weavability[J]. Synthetic Fibres, 2000, 29(3): 5-16.
[5] 姚桂芬,周永元,郭建生.实验方法研究纱线可织性[J].东华大学学报,2003,29(5):47-49. YAO Guifen, ZHOU Yongyuan, GUO Jiansheng. Research of the weavability of warp yarns by experimental mathod [J]. Journal of Donghua University, 2003, 29(5): 47-49.
[6] 姚桂芬.基于浆纱质量的经纱可织性预测研究[D].上海:东华大学, 2004: 9-16. YAO Guifen. Prediction of warp yarn weavability based on sizing yarn quality[D]. Shanghai: Donghua University, 2004: 9-16.
[7] 杨红英,原海波,周金利.采用主成分分析法建立经纱可织性评价模型[J].棉纺织技术,2011,39(2):17-20. YANG Hongying, YUAN Haibo, ZHOU Jinli. Establishing warp weavability evaluation model through principal component analysis[J]. Cotton Textile Technology, 2011, 39(2): 17-20.
[8] 姜海芹.棉型经纱可织性研究[D].郑州:中原工学院,2009:5-9. JIANG Haiqin. Research on weavability of cotton-type warp yarns[D]. Zhengzhou: Zhongyuan University of Technology, 2009: 5-9.
[9] 周蓉,邹清云,杨明霞.几种新型纤维纱线性能的对比分析[J].棉纺织技术,2012,40(11): 24-27. ZHOU Rong, ZOU Qingyun, YANG Mingxia. Comparisons and analyses of several new fiber blended yarn properties[J]. Cotton Textile Technology, 2012, 40(11): 24-27.
[10] 孙银银,潘如如,高卫东.基于数字图像处理的纱线毛羽检测[J].纺织学报,2013,34(6):102-106. SUN Yinyin, PAN Ruru,GAO Weidong.Detection of yarn hairiness based on digital image processing[J]. Journal of Textile Research, 2013, 34(6): 102-106.
Optimization of loom speed by warp sectionalization test
WANG Yanfang1, WANG Xiaomin2, GUO Mingrui1, LU Yuzheng1, GAO Weidong1
(1.KeyLaboratoryofEco-Textiles(JiangnanUniversity),MinistryofEducation,Wuxi,Jiangsu214122,China; 2.WuxiNo.1CottonMill,Wuxi,Jiangsu224000,China)
In order to explore the weavability variation of warp yarns in the weaving process, the warp yarns on the loom are divided into three parts: warps from back rest to the dropper, warps from the dropper to the heald and warps from the heald to the cloth-fell. Breaking strength and elongation, abrasive resistance and hairiness of the three parts of warp yarns were tested to explore the weavability variation on the loom in the weaving process. Breaking strength and elongation, abrasive resistance and hairiness under different loom speeds were tested and analyzed by the warp sectionalization test. The test results show that compared with the warp yarns from back rest to the dropper, breaking strength and elongation of warp yarns from the dropper to the heald decreased within 5%, the abrasive resistance of warp yarns from the dropper to the heald decreased by 15% and hairiness of warp yarns from the dropper to the heald increased by 10%. Breaking strength and elongation of warp yarns from the heald to the cloth-fell decreased within 5%, the abrasive resistance of warp yarns from the heald to the cloth-fell decreased by 25%, short hairiness of warp yarns from the heald to the cloth-fell increased by 15%, and long hairiness of warp yarns from the heald to the cloth-fell increased by 5%.The warp properties are in decrease trend along with the increase of loom speed. Moreover, when the loom speed reached 750 r/min, warp properties decreased obviously. So the loom speed for this fabric should not be set higher than 700 r/min.
warp yarn; weavability; sectionalization test; loom speed
10.13475/j.fzxb.20150203205
2015-02-25
2016-02-15
江苏省产学研项目(BY2014023-24)
王艳芳(1990—),女,硕士生。研究方向为织造技术。高卫东,通信作者,E-mail:gaowd3@163.com。
TS 105.41
A
猜你喜欢
纺织学报(2022年9期)2022-09-22
纺织标准与质量(2022年2期)2022-07-12
棉纺织技术(2020年2期)2020-02-14
棉纺织技术(2019年12期)2019-12-11
国际纺织导报(2019年5期)2019-11-14
电力与能源系统学报·下旬刊(2019年3期)2019-09-10
纺织学报(2019年5期)2019-05-30
求知导刊(2019年4期)2019-05-24
纺织学报(2017年8期)2017-09-03
纺织器材(2017年2期)2017-04-06