色纺混棉机工艺动作分析
2016-07-20 03:25田卫峰
现代纺织技术 2016年4期
关键词:工艺
田卫峰
(经纬纺织机械股份有限公司,郑州 450000)
色纺混棉机工艺动作分析
田卫峰
(经纬纺织机械股份有限公司,郑州450000)
摘要:色纺混棉机是有色棉纺织行业中位于前纺工序的一种新式设备。在有色纺织企业生产中,由于对产品质量及产量的不同要求,对于混棉机的工艺动作要求也有不同。文章重点阐述了不同生产条件下混棉机的电气工艺动作原理和具体调试方法。对色纺企业工艺人员和技术人员使用该型设备具有一定指导意义。
关键词:色纺;混棉机;工艺
目前,色纺纱织物在发达国家已经十分流行;最近几年,国内消费者数量逐年增加。当前,国家正大力提倡绿色循环经济,作为较为环保的色纺行业的发展前景较好[1]。
我国色纺企业在生产中,前纺的混合过程工艺需要把各原棉按其品质情况进行充分混合,从稳定配棉质量出发,减少生产和成纱质量的波动[2]。传统混棉方式往往由几名至十几名拌花工,对需要混合的有色原料进行人工混合。但是这种混合方法存在诸多缺点:一方面会造成短绒乱飞,影响工人健康;另一方面,人工混合的原料,受制于工人、场地、光线等主客观因素,混合效果时好时坏,混合质量不稳定。鉴于此,经纬纺织机械股份有限公司研发了一款新型色纺混棉机,该机型目前已经批量生产,已在国内色纺企业投入使用,不仅提高了生产效率,节省了人工,而且提高了色纺准备工序的混合质量。
1部件构成
该混棉机构造按照工艺作用不同,分为喂棉部分和混棉部分两大部分。
1.1喂棉部分
喂棉部分包括预喂棉帘(10)、喂棉帘(1)、喂棉角钉帘(3)及其打手(2,4)等部件组成,各部件如图1所示。
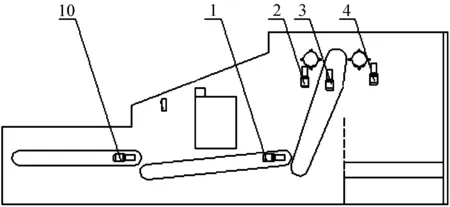
1.喂棉帘,2.打手,3.喂棉角钉帘,4.打手,10.预喂棉帘图1 喂棉部分结构示意
1.2混棉部分
混棉部分的结构如图2所示,包括转移帘(5)、混棉帘(6)、混棉角钉帘(8)及其打手(7,9)等部件组成。混棉部分与喂棉部分呈90°直角,连接于喂棉部分之后,两部分呈90°连接,依据原料的所谓“横铺直取”的混合原则构成,这样原料的混合效果较好。
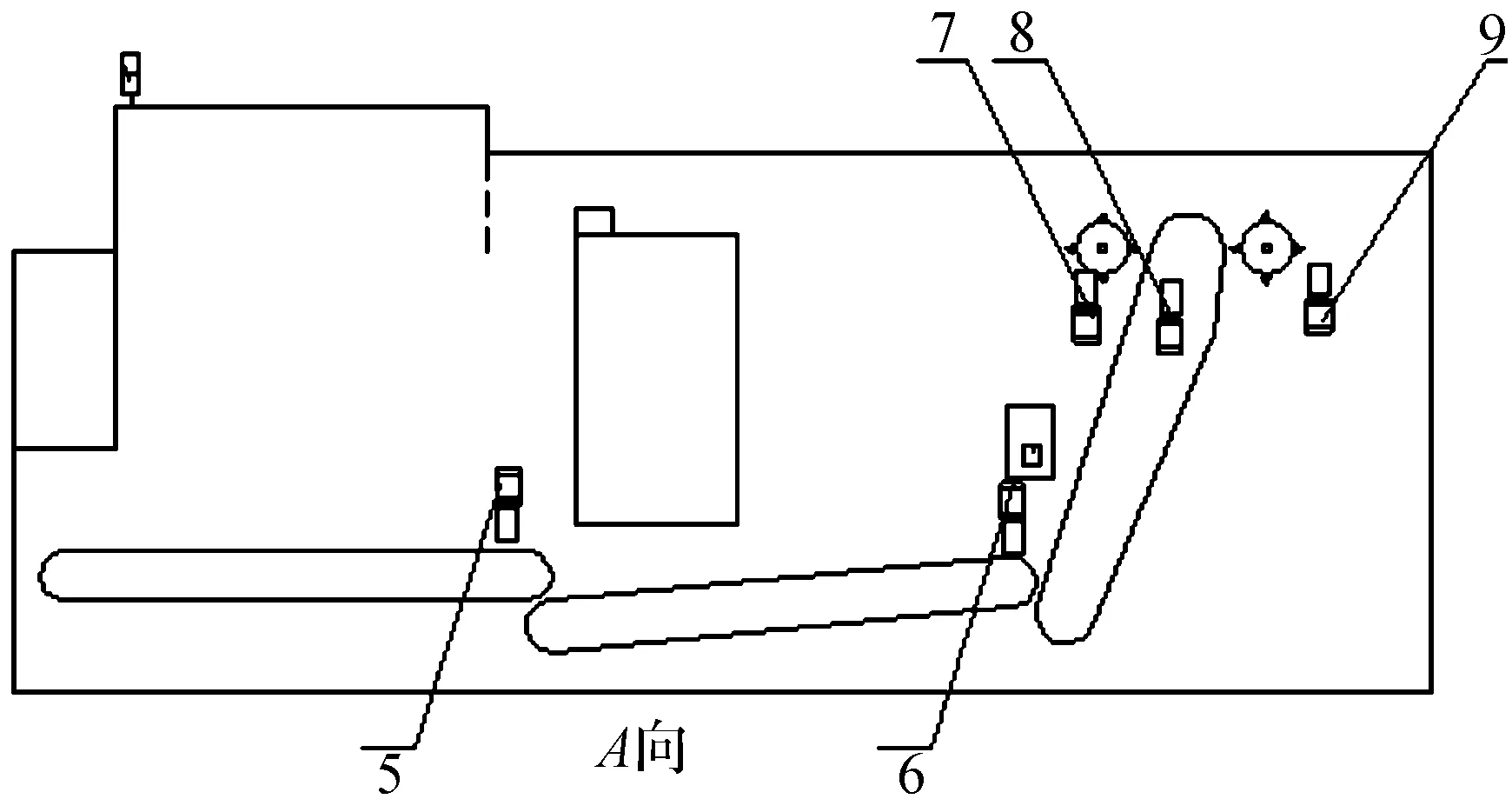
5.移动帘,6.混棉帘,7.打手,8.混棉角钉帘,9.打手图2 混棉部分结构示意
2部件动作
原料由喂棉部分喂入,以“横铺直取,多层混合”[3]为原则,经过打手和角钉帘的初步开松和预混合,进入混棉部分,然后再次开松和混合,使原料充分均匀混合后,最后由出棉口排出,到达下道工序。
2.1喂棉部分工艺动作
原料(多种色棉,化纤产品)由挡车工铺设在预喂帘(10)上,当混棉部分的混合原料出空后,启动喂棉部分,预喂棉帘(10)和喂棉帘(1)同时启动,原料经预喂棉帘慢慢转移到喂棉帘上,然后再由喂棉角钉帘(3)抓取棉束,经由喂棉角钉打手(2,4)的开松打击,落入到混棉部分的转移帘之上[4]。
2.1.1预喂帘时间设定
为了节约能源,预喂帘不需要一直运转,理论上只需要能将帘子上的原料完全转移到喂棉帘上,即可停止运行。这样既能节电,亦能提高混棉机的运转效率。因此预喂帘的运转时间为T1=L1/V1,其中L1为预喂帘长度,V1为预喂帘运行线速度。
ZF1022型混棉机的预喂帘长度为L1=1800cm,运行线速度V1=40cm/s,所以:T1=L1/V1=1800/40=45s。但是,考虑到原料堆积的情况下,运动时往往出现“倒包”现象[2],所以应该适当增加该理论计算值,根据现场经验,一般延长5s,所以预喂帘的运行时间T1设定为50s比较合适。
2.1.2喂棉帘运行时间设定
在预喂棉帘、喂棉帘同时启动50s后,预喂棉帘停止运行,此时保证预喂棉帘上的棉花能够完全转移到喂棉输送帘上;喂棉帘则继续运行,棉花在喂棉角钉帘的提升下,喂给在混棉转移帘上。
另外,当预喂棉帘停止运行后,挡车工就可以将下一批次棉花铺上预喂棉帘。
喂棉帘运转的时间T2,必须保证能够将本批次的原料全部转移到转移帘上。经过在现场实际测试,50kg/组的原料,一般经过5min左右完全输送完毕。即从喂棉输送帘子开始运转,至其上原料完全喂入混棉部分的转移帘为止,所需要时间T2=5min。该时间随着单批原料的增加呈现非线性增加,具体以实际测试调整时间为准。经测试,当单批次原料增加到100kg/组时,T2=8min可以顺利将原料输送完毕。
2.2混棉部分工艺动作
2.2.1转移帘运行时间设定
当喂棉输送帘把单批次原料完全转移到转移帘上,到达T2时间,喂棉输送帘停止运转,同时,混棉部分的转移帘开始运行,与预喂棉帘作用相类似,转移帘主要作用是把其上的单批次原料一次性、完全地转移到混棉输送帘上。转移帘长度L2=2200cm,运行速度V2=20cm/s,所以:T2=L2/V2=2200/25=88s,但是考虑到原料堆积并且已经较蓬松情况下,运动时往往出现“倒包”现象,所以应该适当延长该理论计算值,根据现场经验,一般延长20s左右,所以预喂帘的运行时间T1设定为108s左右比较合适。
2.2.2混棉输送帘和混棉角钉帘的动作
由于ZF1022型混棉机有两种使用方法:
a) 作为单机直接使用,一般由单人职守。经混棉机混合后的原料,输出到物料箱后,再由操作工人工转移到后方机台(打包机)。
b) 串联入自动打包机的流程中,混棉机出来的原料,经由后方机台,打包机上的凝棉器,吸入自动打包机的入料斗。
所以混棉输送帘和混棉角钉帘的动作也相应分为两种:
a) 始终运转,适应于单机台使用。
b) 间歇式运转,适用于串联机台。当前方机台发出要棉信号时,混棉输送帘和角钉帘同时运转,向前方机台供棉。当前方机台不要棉时,混棉输送帘和角钉帘停止运转。
2.3喂棉部分再启动
当混棉帘运行累计时间达到100s后,混棉机的准备信号灯闪烁,警示喂棉部分即将自动启动(8s以后),当混棉转移帘运行累计时间达到108s后,转移帘停止运行,同时自动启动喂棉部分(包括预喂棉帘和喂棉输送帘)。
3拌花过程中易出现的问题及对策
该型混棉机采用了光洋SM系列可编程控制器[5],自动化程度较高。一旦开机即自动循环运行,中间无需人工干预,所以对操作规程要求较高,操作人员必须接受必要的岗前培训。下面就混棉机运行过程中易出现的问题进行分析。
3.1输送帘转移原料时间设定不合理
当初次使用混棉机或者混合原料工艺配比出现变化时,常常会发生输送帘转移原料不彻底的情况。一般造成这种现象的原因主要有以下两种:
a) 当混合原料的松紧度出现变化时,喂棉角钉帘抓取原料的能力随着物料堆积的松紧度呈正比关系,即原料越紧密,角钉帘抓取就越容易,相应的转移时间就越短;反之,原料越松散,抓取力就越差,相应的转移时间就越长。所以,如果原先使用紧包情况下,转移时间设定较短,当原料换成松包时,相应的实际转移时间就会增长,于是就出现原料转移不彻底的情况。
b) 还有一种情况与上述现象相反,即原料性质变化后,转移时间设定过长,虽然对于混合工艺没有影响,但是会影响混棉机的效率,应该尽量避免,相应时间可以适当缩短。
3.2打手挂花对于拌花效果的影响
由于色(棉)纺行业车间飞花短绒较多,对于设备运行的可靠性造成很大影响。由于混棉机相关部件直接接触原料,特别是当混合物料中含有化纤产品时,产生静电,容易产生挂花、绕缠打手等现象。一旦打手被原料绕缠,特别是原料中含有大量回条时,不及时清理,就会越缠越多,影响开松效果,还会影响物料转移,严重时设备可能无法正常运转。
因此,生产管理部门应该定期对设备内部进行清洁工作。
4结语
本文较完整地阐述了混棉机的整体结构、工作过程和拌花过程中易出现的问题及对策,对于使用该型混棉机的用户具有一定的指导意义。
参考文献:
[1] 刘国涛,谢春萍,徐伯俊.新型纺纱[M].北京:中国纺织出版社,1999:151.
[2] 谢春萍,王建坤,徐伯俊.纺纱工程:上册[M].北京:中国纺织出版社,2012:14.
[3] 毛立民,裴泽光.纺纱机械[M].2版.北京:中国纺织出版社,2012:23.
[4] 桂亚夫.色纺混棉机的研制[J].棉纺织技术,2009(7):45-45.
[5] 马子余.纺织设备电气控制[M].北京:中国纺织出版社,2012:76.
(责任编辑:康锋)
Analysis on Process Action of Mixing Cotton Machine of Color Spinning
TIANWeifeng
(Jingwei Textile Machinery Co., Ltd., Zhengzhou 450000, China)
Abstract:Mixing cotton machine of color spinning is new equipment in pre-spinning process in colored cotton textile industry. In the production of colored textile enterprises, there are different requirements for process action of mixing cotton machine due to different requirements for product quality and yield. This paper focuses on describing electrical process action principle and specific debugging methods of mixing cotton machine under different production conditions. It has certain guiding significance for the use of such equipment by technical personnel in colored textile enterprises.
Key words:colored spinning; mixing cotton machine; technology
收稿日期:2015-10-20
作者简介:田卫峰(1977-),男,河南郑州人,工程师,主要从事纺织机械方面的研究。
中图分类号:TS112
文献标志码:B
文章编号:1009-265X(2016)04-0032-03
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
昆钢科技(2021年1期)2021-04-13
矿产综合利用(2020年1期)2020-07-24
山东冶金(2019年6期)2020-01-06
收藏界(2019年2期)2019-10-12
世界农药(2019年2期)2019-07-13
世界农药(2019年2期)2019-07-13
模具制造(2019年3期)2019-06-06
山东工业技术(2016年15期)2016-12-01
铜业工程(2015年4期)2015-12-29