切削速度对42CrMo钢切削性能的影响研究
2016-07-21 06:11张法光杜剑平祝彬彬
现代机械 2016年3期
张法光,杜剑平,祝彬彬
(贵州省机电研究设计院,贵州贵阳550025)
切削速度对42CrMo钢切削性能的影响研究
张法光,杜剑平,祝彬彬
(贵州省机电研究设计院,贵州贵阳550025)
摘要:针对实际生产加工中采用较高切削速度车削直径和长度尺寸较大的42CrMo钢零件时刀具磨损严重的情况,运用AdvantEdgeTM有限元软件对不同切削速度下42CrMo钢切削过程进行仿真,得出切削速度对42CrMo钢切削力和切削温度的影响,最后采用实际切削试验验证仿真结果准确性。结果表明当切削速度在125.6 m/min~219.8 m/min范围内时,刀具的使用寿命较长。
关键词:42CrMo有限元法切削力切削温度
0引言
42CrMo钢具备强度高,淬透性高,韧性好,淬火时变形小,价格低廉等优点,使其成为制造石油机具重要的金属材料之一[1-2]。某石油机械公司的石油机具产品零件中广泛采用42CrMo钢,由于该型号钢属于超高强度合金钢,是较难加工材料,并且零件具有加工直径和长度尺寸较大的特点,导致公司的切削加工效率较为低下,如何改善其低效率生产现状成为公司面临的重要问题。切削速度作为影响工件加工效率和刀具使用寿命的重要因素,开展切削速度对42CrMo钢切削性能影响的研究对提高公司的生产效率、减小刀具磨损、延长刀具使用寿命具有积极的促进作用,具有很好的工程实际应用价值。本文以有限元软件AdvantEdgeTM为平台,采用不同切削速度对42CrMo钢的切削过程进行动态数值模拟,分析比较切削力、切削温度的变化,选出较为适合车削42CrMo钢的切削速度范围。最后进行实际切削试验,根据刀具的使用寿命情况间接验证仿真分析结果的准确性。
1有限元模型的建立
本文采用SANDVIK Coromant生产的涂层硬质合金刀CNMG120404-PFGC4215对直径为100 mm的42CrMo钢进行切削仿真,首先根据刀片使用样本手册给定刀具参数在三维实体软件SolidWorks中建立车刀片的三维实体模型,将其导入AdvantEdgeTM中建立其切削42CrMo钢的有限元模型,设定刀具基体材料为硬质合金,内涂层为5 μm的TiN,外涂层为15 μm的Al2O3,工件材料选用材料库中与42CrMo钢对应的美国钢号AISI-4140,直径为100 mm、长度为10 mm,切削用量定义:进给量f=0.3 mm/r,背吃刀量ap=0.5 mm,为提高切削效率,选取v=125.6~408.2 m/min较高切削速度段,按Δv=31.4 m/min切削速度依次递增分段,其相对应的转速范围n=400 r/min~1 300 r/min,转速增量Δn=100 r/min。设定完成后运行程序并提取仿真结果。
2仿真结果分析
选择Tecplot模块进行切削仿真结果的提取,选择切削力Fx、Fy和Fz,查看其随时间变化的关系曲线如图1所示。从图可以看到,切削力是在一个恒定值的上下波动,这与实际切削过程中切削力的变化是一致的。切削力主要来源于被加工材料对弹塑性变形的抗力和刀具与工件之间的摩擦力[3],刀具在刚接触工件时,工件材料先产生弹性变形,继而内部晶格进行滑移发生塑性变形,切削力增大,当切削刃附近工件材料的剪应力超过其强度极限时,切削力达到最大,随着材料被剥离,切削力又会随之降低。此过程周而复始,因而切削力在一定的范围内波动[4]。对结果进行多项式拟合处理,得到切削力的曲线如图2所示。

图2 拟合后的切削力曲线
同理选择刀具最高温度(Peak Tool Temp)模块,切削加工时刀具的最高温度随时间变化的关系曲线如图3所示,对该温度曲线进行多项式拟合得到其温度曲线,如图4所示。刀具、工件和切屑的温度场云图如图5和图6所示。从图可以看到,刀具的最高温度由零逐渐增大,达到稳定状态后,在稳态值的附近上下波动。从刀具温度场云图可以看到,刀具前、后面上的最高温度都不在切削刃上,而是位于离刀刃有一定距离的地方,即最高温度位于第二变形区,这是摩擦热沿着刀面不断增加的缘故。从工件和切屑的温度场云图可知,刀具的最高温度低于工件和切屑的最高温度。

图4 拟合后的刀具最高切削温度曲线

提取不同切削速度下的仿真结果,其切削力和刀具最高温度的仿真结果如表1和图7所示。
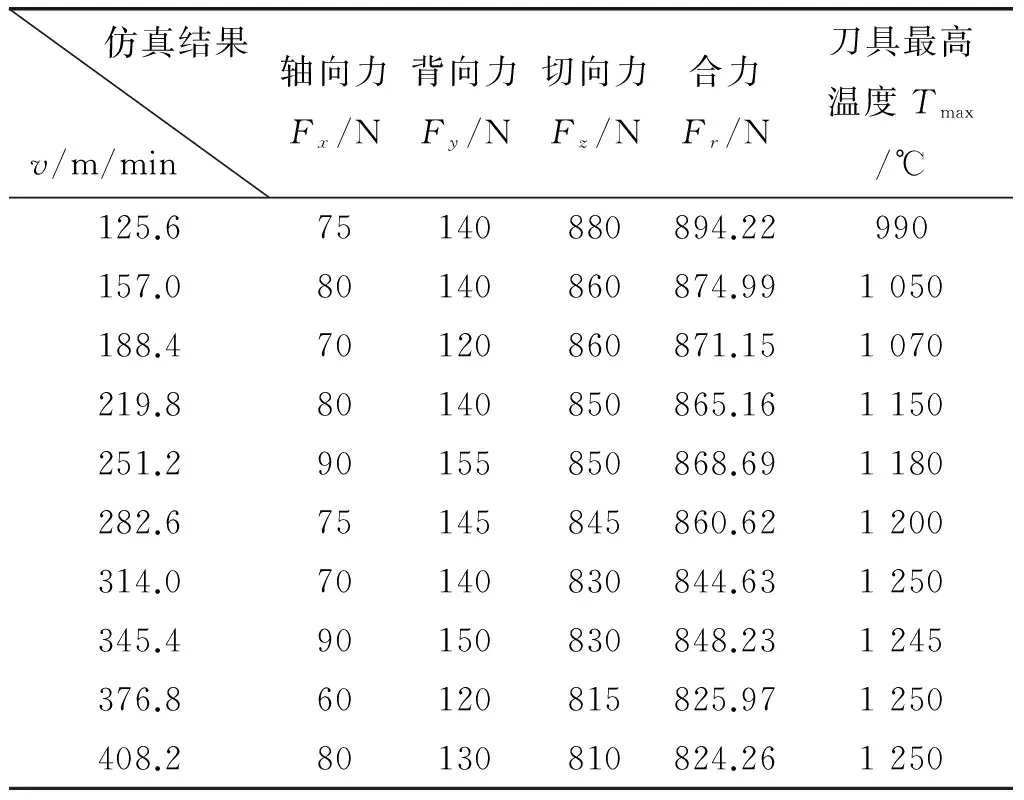
表1 切削速度对切削力和刀具最高温度的影响
由表1可知:当切削速度在125.6~408.2 m/min范围内变化时,其切削力在 824.26~894.22 N内变化,随着切削速度的增大,切削力整体上呈现减小的趋势。这是由于随着切削速度的增大,变形系数和摩擦系数都有所减小的原因。
由表1和图7可知,在切削42CrMo,切削速度在125.6 m/min~408.2 m/min范围内变化,刀具最高温度在990~1 250℃范围内变化。其中,当切削速度v≤314 m/min(n=1 000 r/min)时,随着切削速度增大,切削温度基本成正比增大,切削速度每增大31.4 m/min(转速n增大100 r/min),刀具的最高温度平均增大40℃;当v≥314 m/min时,最高切削温度基本保持不变。由于本论文采用的刀具外涂层为15 μm的Al2O3,其最高使用温度约为1 000℃,因此在采用该型号刀具实际切削42CrMo时,为保证刀具使用寿命,其切削速度不宜高于219.8 m/min,可根据实际切削加工效率要求在125.6~219.8 m/min范围内选择。若想采用更高的切削速度对42CrMo钢进行切削加工,可考虑使用热稳定性和红硬性均高于Al2O3涂层的CBN刀具,CBN刀具适用于42CrMo钢的切削用量有待于进一步的研究和试验。
3仿真结果的验证
本文采用对刀具进行切削破坏性试验的方法,以刀具磨损至不能满足工厂实际的加工要求为准,通过测量在刀具寿命内的切削长度,判断刀具在相应切削条件下的耐用度,对照其耐用度变化趋势和仿真分析切削温度变化趋势的一致性,间接验证仿真模型的准确性。本切削破坏性试验采用云南机床厂生产的SL320/1000型号机床,42CrMo钢试件为φ100×370 mm棒料,实际可切削长度为250 mm,切削用量分别采用仿真实验所用参数值。其试验结果及刀具磨损形式如表2和图8所示。
由表2可知,随着切削速度的增大,刀具使用寿 命逐渐减小,当切削速度在125.6 m/min~219.8 m/min范围内时,刀具使用寿命较长,当切削速度高于219.8 m/min时,刀具使用寿命随着切削速度的增大而急剧减小,有限元仿真刀具温度变化趋势与实际切削试验中刀具使用寿命的变化趋势具有较好的一致性,有限元模型较准确。

表2 刀具的破坏性试验

(a)V=157.0 m/min(b)V=219.8 m/min(c)V=408.2 m/min图8 刀具磨损形式
由图8可知,刀具主要磨损形式均为后刀面磨损,其主要原因是刀具温度过高引起的相变磨损。
4结论
从以上有限元仿真结果及刀具寿命试验结果可以得到如下结论:
1)采用CNMG120404-PFGC4215涂层硬质合金刀车削42CrMo钢时,随着切削速度的增大,切削力整体上呈减小的趋势,刀具最高温度逐渐升高,刀具使用寿命逐渐减小。
2)采用CNMG120404-PFGC4215涂层硬质合金车刀切削42CrMo钢时,为保证刀具使用寿命,其切削速度不宜高于219.8 m/min,可根据实际切削加工效率要求在125.6 m/min~219.8 m/min范围内选择。
3)刀具主要磨损形式为后刀面磨损,主要是由于刀具温度过高引起刀具相变磨损。
参考文献
[1]扈延光,于荣莉. 热处理制度对42CrMo钢缺口拉伸性能的影响[J].金属热处理,1997(2)24-34.
[2]杨汉高,侯惠君,刘仲武,等.42CrMo钢等离子氮碳共渗厚化合物层工艺及组织性能[J].金属热处理,2012,37(12):10-13.
[3]陈日曜.金属切削原理:第2版[M].北京:机械工业出版社,2002.
[4]Thakur D G. Study on the machinability characteristics of superalloy Inconel718 during high speed turning [J]. Materials and Design,2008,7(11):l-6.
[5]肖田,王怀峰,武文革. 基于AdvantEdge的钛合金Ti6Al4V的高速铣削有限元仿真[J]. 煤矿机械,2012,33(5):138-140.
[6]Can Zhao,Yunfei Guan . The experiments and simulation of titanium cutting based on AdvantEdge software[C].国际工程技术协会,2012:5.
[7]张倩,占君. 切削速度影响切削力的有限元模拟[J]. 工具技术,2008,42(6):71-73.
[8]陈卫东,徐跃进,李穗平. 基于ABAQUS的切削速度与刀具寿命研究[J]. 中国农机化学报,2013,34(1):210-213.
中图分类号:TG501;TG506
文献标识码:A
文章编号:1002-6886(2016)03-0027-04
作者简介:张法光(1989-),男,河北邯郸人,硕士,研究方向:先进制造技术、再制造与表面工程。
收稿日期:2016-04-06
Cutting property of cutting speed in turning 42CrMo steels
ZHANG Faguang,DU Jianping,ZHU Binbin
Abstract:There was a problem that the cutting-tool was heavily worn when cutting 42CrMo whose diameter was large at a higher speed. In this paper, the analysis software AdvantEdgeTM was used to simulate the cutting process. The variation of cutting force and cutting temperature with different cutting speeds were obtained. Finally the accuracy of the simulation results was verified by the cutting test.The simulation results indicate that the tool life was longer when the cutting speed within the scope of 125.6 to 219.8 m/min.
Keywords:42CrMo; finite element method; cutting force; cutting temperature
猜你喜欢
舰船科学技术(2022年10期)2022-06-17
装备制造技术(2020年4期)2020-12-25
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年10期)2018-10-13
电子制作(2017年8期)2017-06-05
中国自行车(2017年1期)2017-04-16
数字技术与应用(2016年12期)2017-04-15
中国教育技术装备(2017年4期)2017-04-14
中国公路(2017年12期)2017-02-06
制造技术与机床(2014年5期)2014-04-27