
大型船用高强度灰铸铁柴油机机体的生产
2016-07-22 09:18王敏刚陕西柴油机重工有限公司陕西兴平713105
中国铸造装备与技术 2016年3期
王敏刚(陕西柴油机重工有限公司,陕西兴平 713105)
大型船用高强度灰铸铁柴油机机体的生产
王敏刚
(陕西柴油机重工有限公司,陕西兴平 713105)
摘要:介绍了某型船用灰铸铁柴油机机体的结构和技术要求。采用20 t中频感应电炉熔炼, 60%废钢+10%生铁+30%回炉料配料,碳当量不小于3.7%,采用0.1%硅钡孕育进行炉内预处理孕育,0.5%硅钙钡孕育剂进行炉前冲入孕育,0.15%硅锰锆孕育剂浇注时随流孕育。树脂砂造型,三开箱底注半开放式浇注系统,型内保温不小于180 h,成功生产出在机体最厚大部位取样抗拉强度不小于170 MPa,布氏硬度不小于160,无铸造缺陷的大型船用灰铸铁柴油机机体。
关键词:灰铸铁;机体;厚大断面
稿件编号:1509-1063
灰铸铁柴油机机体具有良好的抗震效果,较球墨铸铁相比经济效益较好,随着船用柴油机市场的发展,对柴油机机体的材质提出了更高的要求,不仅要求有良好的抗震效果,还需要较高的抗拉强度,但灰铸铁强度的提高会导致铸造应力增大,甚至会出现裂纹现象,所以灰铸铁柴油机机体将向着高强度、低铸造应力方向发展。我公司于2014年承接国外某型船用柴油机机体毛坯生产任务,该型机体材质为灰铸铁,牌号:C3Cu,即为高强度灰铸铁柴油机机体。
1 铸件结构及技术要求
1.1 铸件结构
机体轮廓尺寸:4 235×1 540×1 620(mm),最大壁厚319 mm,最小壁厚37 mm,小口缸孔径φ400 mm,大口缸孔径φ690 mm,共4缸,如图1所示。
1.2 技术要求
材料牌号为C3Cu,要求在本体最厚大的大缸孔断面部位套取拉力试样,抗拉强度不低于170 MPa,布氏硬度不低于160,金相组织:石墨形态为A型,石墨长度不小于4级,过冷石墨含量不得超过5%,基体组织:珠95。铸件不得出现任何裂纹缺陷。
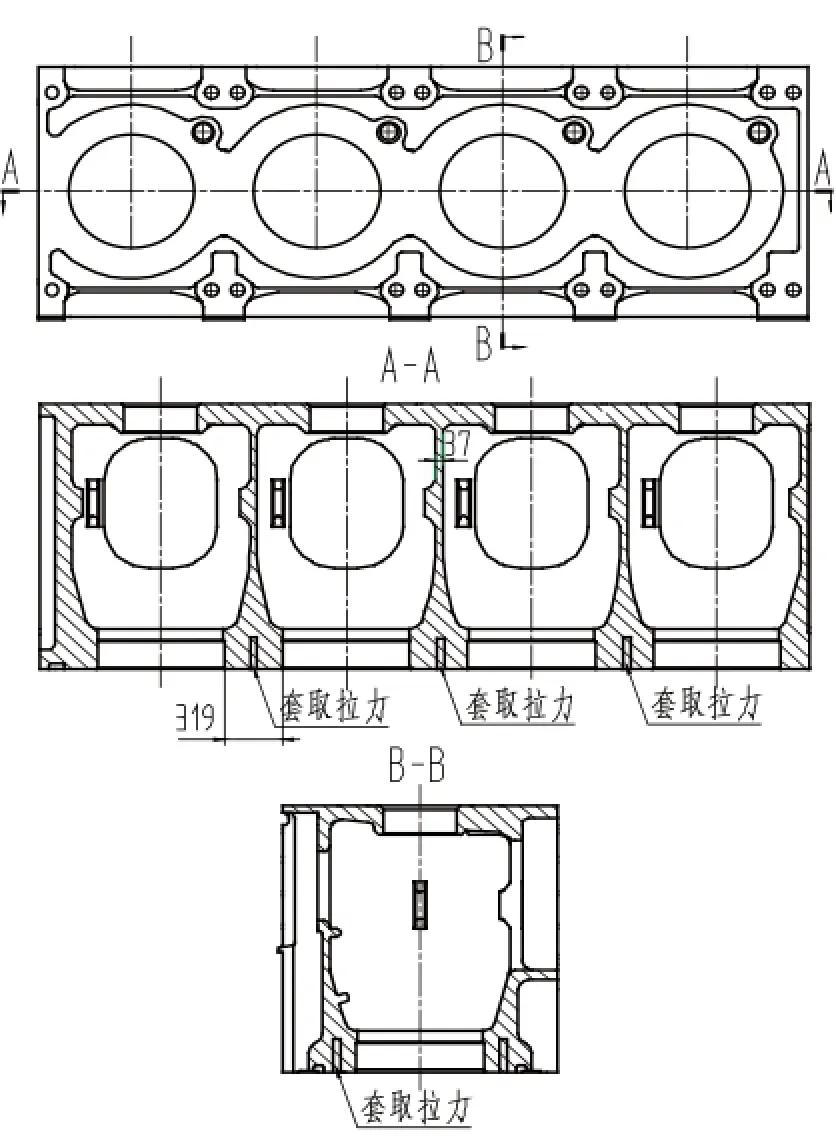
图1 机体铸件结构
2 生产难点分析及生产工艺的确定
2.1 生产难点分析
(1)材质要求较难到达,材料牌号C3Cu相当于国标HT350,属于高强度灰铸铁,壁厚319 mm区域冷却较缓慢, 共晶团将生成较大,片状石墨会长的特别长,甚至会出现铁素体,生成的珠光体片层间距较厚,所以在该部位取拉力试样;抗拉强度较难保证,石墨长度很难到达国标4级以上的要求。
(2)铸件成型缺陷多,以往生产大型高强度灰铸铁,尤其壁厚悬殊较大的铸件,因为铸造应力大容易出现变形、裂纹等缺陷。
2.2 生产工艺的确定
(1)熔炼工艺
利用2台20 t中频感应炉熔炼,采用合成铸铁生产,配料比例:60%废钢+10%生铁+30%回炉料,采用0.1%硅钡孕育剂与炉料一起熔化进行预处理,化学成分合适后见表1。为了防止铸造应力过大产生裂纹缺陷,首先保证碳当量不小于3.7%,其次须严格控制原铁液中的微量过冷化元素,尤其Pb <0.002%。高温静置前碳含量控制在中上限,随后升温至1 510~1 520 ℃高温静置5~10 min,1 480 ℃出炉, 包内冲锡0.03%,0.5%硅钙钡孕育剂进行炉前冲入孕育,0.15%硅锰锆孕育剂浇注时随流孕育。浇注铁液总质量为35 t,浇注温度控制在1 330~1 350 ℃。

表1 原铁液化学成分 质量分数,%
(2)造型工艺
采用树脂砂手工造型,三开箱,半开放式底注浇注系统,顶部采用10个φ180 mm的保温冒口,如图2所示。浇注系统尽可能不阻碍铸件自由收缩。型内保温不小于180 h。
3 生产结果
对生产的此型柴油机机体,进行了本体取样进行力学性能检测,金相检测及表面质量检测及形状尺寸检测,均符合技术文件要求,表2为力学性能和金相组织检测结果,图3为机体铸件实体。

图2 机体铸造工艺简图
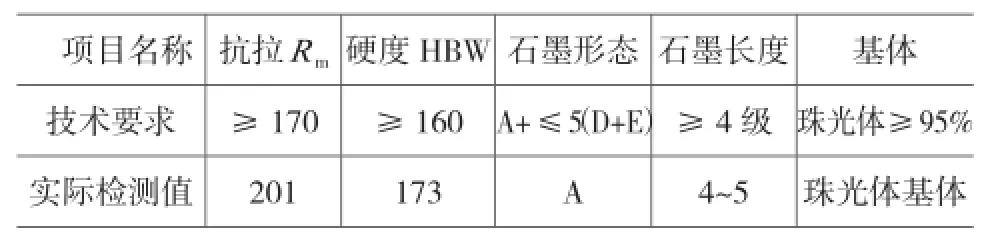
表2 力学性能及金相要求及检测结果

图3 机体实体
4 结束语
原高强度灰铸铁厚大断面柴油机机体的生产工艺难以实现高的抗拉强度和低的铸造应力。本文通过采用合成铸铁,炉料配料:60%废钢+10%生铁+30%回炉料,碳当量不低于3.7%,炉内预处理孕育,炉前冲入孕育及浇注时随流孕育等。树脂砂造型,三开箱,底注半开放式浇注系统,型内保温不小于180 h,成功生产出铸件毛坯质量约30 t的船用柴油机机体铸件。
参考文献
[1] 刘泳.感应电炉熔炼高强度灰铸铁的生产实践[J].中国铸造装备与技术, 2013(3).
[2] 刘佑平.提高柴油机灰铸铁件力学性能的工艺措施[J].中国铸造装备与技术,2002(4).
[3] 翟琳阳.论V型柴油机整铸机体的生产工艺[J].中国铸造装备与技术, 2014(2).
Production of high strength gray cast iron diesel engine block
WANG MinGang
(Shaanxi Diesel Engine Heavy Industry Co.,Ltd.,Xingping 713105,Shaanxi ,China)
Abstract:Introduces the structure and technical requirement of gray cast iron engine block with a certain type of ship.With 20 tons of medium frequency induction furnace melting, 60% scrap + 10% iron + 30% recycled material ingredients, carbon equivalent not less than 3.7% with 0.1% silicon barium inoculation of furnace pre inoculation treatment, 0.5% calcium barium inoculation agent before furnace rushed into the incubation, 0.15% Si Mn Zr inoculant pouring with shed pregnant fertility.Resin sand molding, three open bottom note semi open gating system, type internal insulation is not less than 180 h, the successful production of in the thickest of the body parts of large sample tensile strength of not less than 170 MPa, Brinell hardness is not less than 160, no casting defects of large marine gray cast iron engine block.
Keywords:gray cast iron; the body; large and thick section
中图分类号:TG251;
文献标识码:A;
文章编号:1006-9658(2016)03-0032-02
DOI:10.3969/j.issn.1006-9658.2016.03.009
收稿日期:2015-09-09
作者简介:王敏刚(1981—)男,工程师,从事铸铁铸造工艺及熔炼工作.
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
中老年保健(2021年7期)2021-08-22
湖南饲料(2021年3期)2021-07-28
河南科技大学学报(自然科学版)(2021年4期)2021-05-19
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
装备制造技术(2019年12期)2019-12-25
海峡影艺(2019年1期)2019-06-24
中国铸造装备与技术(2017年6期)2018-01-22
